Стандарты на фланцы: ГОСТ 33259-2015, 54432-11, 12820-80, 12821-80, 12822-80
Стандарт подготовлен на основе применения ГОСТ Р 54432-2011 (отменен с 1 апреля 2017 г.) и издан взамен ГОСТ 12815-80, ГОСТ 12816-80, ГОСТ 12817-80, ГОСТ 12818-80, ГОСТ 12819-80, ГОСТ 12820-80, ГОСТ 12821-80, ГОСТ 12822-80.
В настоящем стандарте учтены основные нормативные положения следующих международных стандартов:
- ISO 7005-1:2011 «Фланцы трубопроводов. Часть 1. Стальные фланцы для промышленных трубопроводов и систем трубопроводов многоцелевого назначения»;
- ISO 7005-2:1988 «Фланцы металлические. Часть 2. Фланцы из литейного чугуна».
Настоящий стандарт распространяется на присоединительные фланцы трубопроводной арматуры, соединительных частей и трубопроводов, а также на присоединительные фланцы машин, оборудования, приборов, патрубков, аппаратов и резервуаров на номинальное давление до 250 и устанавливает конструкцию и размеры стальных и чугунных фланцев, определяет типы фланцев, типы форм уплотнительных поверхностей, устанавливает технические требования к изготовлению, маркировке, испытаниям и контролю.
В настоящем стандарте приведены рекомендации по выбору материала для фланцев и крепежных деталей фланцевых соединений, а также по выбору уплотнительной поверхности в зависимости от опасности и параметров рабочей среды.
Пример маркировки стального приварного встык фланца DN 50 на PN 10, тип 11, ряд 1 исполнение M из стали 25 по IV группе контроля:
Товарный знак изготовителя 50-10-11-1-М-Ст 25-IV
Дополнительно изготовитель может вводить другие знаки маркировки (например, диаметр присоединяемой трубы). Для фланцев с группой контроля V дополнительно маркируется заводской номер.
Сравнительные таблицы обозначений фланцев и исполнений уплотнительных поверхностей фланцев по настоящему стандарту и ГОСТ 12815—80 — ГОСТ 12822—80
Т а б л и ц а 1 — Наименование и обозначение исполнений уплотнительных поверхностей
| Рисунок | ГОСТ 12815-80 | ГОСТ 33259 |
| — | Исполнение А | |
| Исполнение 1 | Исполнение B | |
| Исполнение 2 | Исполнение E | |
| Исполнение 3 | Исполнение F | |
| Исполнение 4, 8 | Исполнение C, L | |
| Исполнение 5, 9 | Исполнение D, M | |
| Исполнение 6 | Исполнение K | |
| Исполнение 7 | Исполнение J |
Т а б л и ц а 2 — Структура обозначения фланцев
Т а б л и ц а 3 — Обозначение фланцев при заказе
| Обозначение по ГОСТ 12820-80 — ГОСТ 12822-80 | Обозначение по ГОСТ 33259 |
| Фланец стальной плоский приварной DN 50, PN 10 | |
| Фланец 1-50-10 Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-B-Ст 25-III ГОСТ 33259 |
| Фланец 2-50-10 Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-E-Ст 25-IV ГОСТ 33259 |
| Фланец 3-50-10 Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-F-Ст 25-IV ГОСТ 33259 |
| Фланец 4-50-10 Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-C-Ст 25-IV ГОСТ 33259 |
| Фланец 4-50-10 Ст 09Г2С ГОСТ 12820—80 | Фланец 50-10-01-1-С-Ст 09Г2С-III ГОСТ 33259 |
| Фланец 5-50-10 Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-D-Ст 25-IV ГОСТ 33259 |
| Фланец 8-50-10Ф Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-L-Ст 25-IV ГОСТ 33259 |
| Фланец 9-50-10Ф Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-М-Ст 25-IV ГОСТ 33259 |
| Фланец стальной приварной встык DN 50, PN 10 | |
| Фланец 1-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-B-Ст 25-III ГОСТ 33259 |
| Фланец 2-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-E-Ст 25-IV ГОСТ 33259 |
| Фланец 3-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-F-Ст 25-IV ГОСТ 33259 |
| Фланец 4-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-C-Ст 25-IV ГОСТ 33259 |
| Фланец 5-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-D-Ст 25-IV ГОСТ 33259 |
| Фланец 6-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-K-Ст 25-IV ГОСТ 33259 |
| Фланец 7-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-J-Ст 25-IV ГОСТ 33259 |
| Фланец 8-50-10Ф Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-L-Ст 25-IV ГОСТ 33259 |
| Фланец 9-50-10Ф Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-М-Ст 25-IV ГОСТ 33259 |
| Фланец стальной приварной встык DN 50, PN 100 | |
| Фланец 2-50-100 Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-E-Ст 25-III ГОСТ 33259 |
| Фланец 3-50-100 Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-F-Ст 25-IV ГОСТ 33259 |
| Фланец 4-50-100 Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-C-Ст 25-IV ГОСТ 33259 |
| Фланец 4-50-100 Ст 09Г2С ГОСТ 12821—80 | Фланец 50-100-11-1-С-Ст 09Г2С-III ГОСТ 33259 |
| Фланец 5-50-100 Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-D-Ст 25-IV ГОСТ 33259 |
| Фланец 6-50-100 Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-K-Ст 25-IV ГОСТ 33259 |
| Фланец 7-50-100 Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-J-Ст 25-IV ГОСТ 33259 |
| Фланец 8-50-100Ф Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-L-Ст 25-IV ГОСТ 33259 |
| Фланец 9-50-100Ф Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-М-Ст 25-IV ГОСТ 33259 |
| Фланец стальной свободный на приварном кольце DN 50, PN 10 | |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 2-50-10 ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-E-Ст 25-IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 3-50-10 ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-F-Ст 25-IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 4-50-10 ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-C-Ст 25- IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 5-50-10 ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ33259 Кольцо 50-10-02-1-D-Ст 25-IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 6-50-10 ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-K-Ст 25-IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 7-50-10 ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-J-Ст 25-IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 8-50-10Ф ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-L-Ст 25-IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 9-50-10Ф ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-М-Ст 25-IV ГОСТ 33259 |
| П р и м е ч а н и е — В обозначении фланцев по ГОСТ 33259 материал фланца Ст 25 и группы контроля III и IV приведены только для примера. | |
Цены на фланцы давлением до PN 250 по ГОСТ 33259-2015 можно посмотреть и заказать в каталоге, а те позиции, которых в каталоге нет рассчитываются по предварительной заявке. Доставку осуществляем по всей РФ: по Перми и до ТК бесплатно, а в регионы следующими транспортными компаниями по согласованной стоимости.
Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200 ГОСТ Р 54432-2011
Фланцы предназначены для применения в соединениях с эластичными, металлическими, зубчатыми, линзовыми, спиральнонавитыми, асбометаллическими прокладками и прокладками овального сечения. Фланцы изготавливаются ковкой, штамповкой, методом кислородной и плазменно-дуговой резки, гибкой из полосового проката с последующей сваркой стыка. Допускается изготавливать фланцы другими методами. Фланцы изготавливаются с уплотнительными поверхностями исполнений 1-9 и присоединительными размерами по ГОСТ 12815-80.
Технические требования, материал фланцев, крепежных деталей и прокладок, а также маркировка, упаковка и транспортирование по ГОСТ 12816-80. Настоящий стандарт распространяется на фланцы трубопроводов соединительных частей, а также на присоединительные фланцы арматуры, машин, приборов, патрубков аппаратов и резервуаров на условное давление Рy от 0,1 до 20,0 МПа (от 1 до 200 кгс/см²) и температуру среды от 20 до 873 К (-253. +600°С). Фланцы рассчитаны на действие внутреннего давления среды без учетов внешних изгибающих моментов.
Пример маркировки стального приварного встык фланца DN 50 на PN 10, тип 11, ряд 1, исполнение М, из стали 25 по группе контроля IV:
Товарный знак изготовителя 50-10-11-1-М-Ст 25-IV
Фланцы стальные плоские приварные ГОСТ 12820-80

Настоящий стандарт распространяется на стальные плоские приварные фланцы трубопроводов и соединительных частей, а также на присоединительные фланцы арматуры, соединительных частей машин, приборов, патрубков аппаратов и резервуаров на условное давление Рy от 0,1 до 2,5 МПа (от 1 до 25 кгс/см²); температуру среды от 203 до 573 К (-70. + 300°С); внутренним диаметром от 10 до 2400 мм.
Пример условного обозначения стального плоского приварного фланца условным диаметром 150 мм, внутренним диаметром 159 мм — тип Б, рабочим давлением 1,6 МПа (16 кгс/см²), из стали 25, исполнения 1 (с соединительным выступом):
Фланец 1-150Б-16 ст. 25 ГОСТ 12820-80
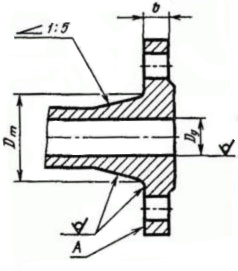
Фланцы стальные приварные встык (воротниковые) ГОСТ 12821-80.

Настоящий стандарт распространяется на стальные приварные фланцы трубопроводов и соединительных частей, а также на присоединительные фланцы арматуры, соединительных частей машин, приборов, патрубков, аппаратов и резервуаров на условное давление Р от 0,1 до 20,0 МПа (от 1 до 200 кгс/см²); температуру среды от 20 до 873 К (-253. +600°С); внутренним диаметром от 10 до 1600 мм.
Пример условного обозначения стального приварного встык фланца условным диаметром 100 мм, рабочим давлением 1,0 МПа (10 кгс/см²), из стали 25, исполнения 1 (с соединительным выступом):
Фланец 1-100-10 ст. 25 ГОСТ 12821-80
Фланцы стальные свободные на приварном кольце ГОСТ 12822-80.

Настоящий стандарт распространяется на стальные свободные на приварном кольце фланцы трубопроводов и соединительных частей машин, приборов, патрубков аппаратов и резервуаров на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2) и температуру среды от 243 до 573 К (от — 30 . + 300 °С); внутренним диаметром от 10 до 500 мм.
Пример условного обозначения круглого стального свободного фланца Dy 50 мм на Рy 0,6 МПа (6 кгс/см2) из стали 20:
Фланец 50-6 ст. 20 ГОСТ 12822-80
Отправляйте заявки на химико-термическую обработку на свои и приобретенные у нас фланцы на номинальное давление до PN 250 ГОСТ 33259-2015 на e-mail: ion@procion.ru или звоните по тел./факс +7(342) 224-14-44 (с 7 до 16 часов по московскому времени).
Либо воспользуйтесь БЛОКОМ КНОПОК или ЗАКАЗАТЬ ОБРАТНЫЙ ЗВОНОК внизу страницы и мы сами свяжемся с вами.
Фланцы арматуры соединительных частей и трубопроводов гост
Главная > Новости > Подробный гид: фланцы ГОСТ 12820 80, 12821 80, 12822 80, Р 54432 2011, 33259-2015
21 января 2019
Подробный гид: фланцы ГОСТ 12820 80, 12821 80, 12822 80, Р 54432 2011, 33259-2015
Фланец — это деталь для герметичного соединения труб и другого оборудования в системе ЖКХ и нефтепереработки. Соединения и узлы труб при этом остаются ремонтопригодными. Правильный выбор такого элемента конструкции как фланец зависит напрямую от двух факторов: наружного диаметра и давления внутри системы.
Фланцевое соединение – это два расположенных параллельно одинаковых фланца, между которыми находится уплотнительное кольцо, изготовленное из какого-либо материала. Это может быть сталь, плотная резина, паронитовая либо графитовая прокладка.
Сегодня существует множество видов фланцев. Основные из которых: фланцы ГОСТ 12820 80, 12821 80, 12822 80, Р 54432 2011, 33259-2015.
Где применяются фланцы

Фланцы используются в самой разной промышленности: в химической, пищевой, винно-водочной, металлургической, в топливно-энергетических комплексах, в сфере жилищно-коммунального хозяйства. Любая промышленность, где используются трубопроводы, не может обойтись без фланцев. Фланцы соединяют отдельные участки трубопровода и благодаря фланцевым соединениям трубопровод может иметь изгибы.
Для разных видов труб и участков трубопровода используются разные виды фланцев — плоские, воротниковые, заглушки.
Фланцы ГОСТ 12820 80

Фланцы 12820 80 ГОСТ сегодня заменены на номер ГОСТ 33259-2015 тип 1.
Фланцы этого ГОСТа относятся к стальным, плоским, приварным элементам. Они надеваются на концы труб, которые будут соединены, и привариваются двумя сварными швами по всей окружности трубы. Один из швов делается для присоединения к стыковочной втулке фланца к трубе.
Второй шов варится на конце трубы. Эти фланцы имеют достаточно небольшой вес, что упрощает их монтаж и уменьшает общий вес труб.
Кроме особенности крепления, разные фланцы имеют разную способность выдерживать давление разной силы в трубах. Фланцы ГОСТ 12820 80 выдерживают давление до 25 кгс/см2. В зависимости от способности к разной силы давлению фланцы имеют разное исполнение.
Для фланцев по ГОСТ 12820 80 существует исполнение 1, 2, 3, 4, 5, 8, 9.
Фланцы исполнения 6 и 7 выполняются по ГОСТ 12821-80 (заменен на ГОСТ 33259-2015 тип 11) и применяются при давлении выше 63 кгс/см2.
Для обеспечения герметичности лучше использовать фланцы исполнения 2, 3. 4. 5. Фланцы выдерживают температуру от — 70 С до 450 С.
Материалы изготовления фланцев тоже подбираются в зависимости от поставленных перед соединительным элементом задач. Для этого используется большое количество марок стали. Например, сталь 12Х18Н10Т с химическим составом по ГОСТ5632-2014.
Фланцы 12821 80 ГОСТ

Фланцы воротниковые 12821 80 ГОСТ относятся к приварным элементом, которые используются для соединения частей трубопроводов разного назначения. Фланцы облегчают монтаж и сборку всего трубопровода, они выдерживают температуру от -253 до +600°С.
Для надежности всего трубопровода
Фланцы воротниковые 12821 80 ГОСТ обеспечивают герметичность всей конструкции трубопровода. Конусообразный выступ (воротник) снижает напряжение во всей детали, что делает конструкцию более надежной.
Монтаж воротниковых фланцев имеет свои особенности. При сборке конструкции трубопровода данные фланцы необходимо предварительно стыковать, а не насаживать на трубу. Фланцы соединяются между собой шпильками и болтами, к трубопроводу привариваются газо- и электросваркой.
Исполнения фланцев ГОСТ 12821 80
Фланцы изготавливаются в 9 исполнениях. Исполнение 1 применяется чаще всего. Но для работы трубопроводов, где используется давление выше 16 атм. (1,6 МПа), используются фланцы исполнения 2-9. Также фланцы 12821 ГОСТ исполнения 2-9 подходят для трубопроводов, работающих с кислотно-щелочными средами.
Фланцы всех девяти исполнений называются воротниковыми, так как имеют симметричный выступ в форме усеченного конуса. Строение данных фланцев 12821 80 ГОСТ позволяет использовать их для крепления труб, в которых среды находятся под высоким давлением.
Исполнение
- Фланцы 1-2 исполнения — фланцы с соединительным выступом;
- Фланцы 3 исполнения — фланцы с впадиной;
- Фланцы 4 исполнения — с шипом;
- Фланцы 5 исполнения — с пазом;
- Фланцы 6 исполнения — имеют углубление для линзового уплотнения;
- Фланцы 7 исполнения — изготавливаются под уплотнительную прокладку овального сечения;
- Фланцы 8 исполнения — имеют шип для фторопластовой прокладки;
- Фланцы 9 исполнения — с пазом под фторопластовую прокладку.
Марки стали для фланцев ГОСТ 12821 80
Фланцы разного исполнения делаются из следующих марок стали:
- сталь марки Ст3сп ГОСТ 380-94;
- сталь 20, 25 по ГОСТ 1050-2013;
- сталь 09Г2С по ГОСТ 19281-2014;
- сталь 10Г2 по ГОСТ 1050-2013;
- сталь 15Х5М по ГОСТ 20072-74;
- сталь 12Х18Н10Т по ГОСТ 5632-2014;
- сталь 15Х18Н12С4ТЮ(типа ЭИ-654) по ГОСТ 5632-2014;
- а также сталь 06ХН28МДТ(типа ЭИ-945) ГОСТ 5632-2014, 10Х17Н13М3Т ГОСТ 5632-2014.
Преимущества фланцев воротниковых приварных 12821 80 ГОСТ
Данные фланцы делают быстрым монтаж и демонтаж отдельных частей трубопровода. Данные фланцы могут быть многоразовыми, так как с ними возможен демонтаж без резки трубы.
Фланцы ГОСТ 12822 80

Фланцы ГОСТ 12822 80 (заменен на ГОСТ 33259-2015 тип 02) относятся к стальным свободным крепежным деталям трубопровода, они используются для соединения труб в труднодоступных местах и для монтажа частей трубопровода, которые требуют частого ремонта. Фланец ГОСТ 12822 80 состоит из двух частей: из самого фланца и кольца, которое приваривается к трубе.
Фланцы стальные свободные используются в разных трубопроводах: в химической и нефтегазовой промышленности, в системах жилищно-коммунального хозяйства. Возможно их применение в соединительных частях машин, приборов, патрубков, различных аппаратов и резервуаров.
Кольцо и фланец имеют одинаковый диаметр и выдерживают одинаковое давление.
Допустимое рабочее давление в трубопроводе, в которых при монтаже используются фланцы ГОСТ 12822 80: Ру от 0,1 до 2,5 Мпа (от 1 до 25 кгс/см²). Рабочая температура сред может колебаться от -253°С до 600°С. Данные фланцы изготавливаются из марок стали Ст.20,12Х18Н10Т, 10Х17Н13М2Т, AISI 304, AISI 321, AISI 316L, AISI 316Ti. Выпускаются в исполнении: 1, 2, 3, 4, 5, 8, 9.
В некоторых случаях для таких фланцев изготавливается кольцо с уплотнительной поверхностью.
Способы изготовления фланцев и колец: ковка, штамповка, метод кислородной и плазменно-дуговой резки, допускаются и другие способы изготовления.
Преимущества фланцев ГОСТ 12822 80
Особенности крепления фланцев (кольцо приваривается, а фланец просто надевается на трубу) обеспечивают удобную работу с частями и легкий монтаж трубопровода.
- Фланцы ГОСТ 12822 80 можно использовать для трубопроводов, которые подвержены коррозии. В этом случае заменяются только фланцы, а части трубопровода, еще не подверженные коррозии, нет.
- Фланцы ГОСТ 12822 80 легко крепить за счет их свободного вращения, это позволяет выровнять отверстия для болтов фланца, который находится на противоположном конце трубы.
- Фланцы ГОСТ 12822 80 не соприкасаются со средами трубопровода, поэтому не подвергаются коррозии, а значит, возможно их повторное использование даже после замены труб.
Для заказа фланцев ГОСТ 12822 80 необходимо указать следующие показатели:
- наружный диаметр,
- условный проход
- условное давление
- марку стали изготовления
- номер исполнения
Фланцы ГОСТ Р 54432 2011

Настоящий стандарт ГОСТ Р 54432 2011 — Национальный стандарт Российской Федерации. Он распространяется на присоединительные фланцы трубопроводной арматуры, служит для присоединения патрубков, резервуаров, различных аппаратов и рассчитаны на номинальное давление от PN1 до PN200.
- Фланцы для сосудов – широко применяются для ремонта и прокладки трубопроводов. Это могут быть как трубопроводы ЖКХ, так и трубопроводы для транспортировки сырой нефти, газа и для сооружения различных резервуаров и емкостей;
- Фланцы для аппаратов применяются для монтажа, ремонта и конструирования теплообменного оборудования и различных приборов.
Технические требования к фланцам ГОСТ Р 54432 2011
Качественные арматурные фланцы должны выдерживать номинальное, рабочее и пробное давление. В отверстиях, предусмотренных для крепления деталей, допускается насечка резьбы. В арматурных фланцах должны быть предусмотрены уплотнительные кольца из плотного эластичного материала. Изменения допускаются лишь по требованию заказчика.
- Литые фланцы производятся из серого и ковкого чугуна ГОСТ 12817-80 и ГОСТ 12818-80 соответственно. Они должны выдерживать давление от 1,6 до 4,0 Мпа, а также перепады температуры от -30 до + 400 °С.
- Фланцы соединительных частей различных приборов, машин, патрубков и резервуаров изготавливаются и путем литья из стали (ГОСТ 12819-80). Должны выдерживать давление от 1,6 до 20,0 Мпа, а также перепады температуры от -235 до +600 °.
Типы фланцев
По своему назначению, все фланцы можно разделить на несколько типов:
- Стальные плоские приварные фланцы – ГОСТ 33259-2015 тип 1, соответствуют отмененному ГОСТ 12820-80;
- Стальные приварные в стык — ГОСТ 33259-2015 тип 11, соответствуют отмененному ГОСТ 12821-80;
- Стальные плоские приварные фланцы сосудов и аппаратов соответствуют ГОСТ 28759.2-90;
- Стальные плоские приварные в стык фланцы сосудов и аппаратов — ГОСТ 28759.3-90.
- Стальной свободный на отбортовке;
- Фланец стальной свободный на хомуте под приварку.
Сталь и чугун для производства фланцев ГОСТ Р 54432 2011
Фланцы производят из высокоуглеродистых, легированных, нержавеющих сталей, а также чугуна. В наши дни для производства фланцев используется огромное количество различных марок стали. Наиболее распространенными из них являются ст.20, СТ.09Г2С, ст.15Х5М ст.12Х18Н10Т.
Заказ фланцев по чертежам

Чаще всего фланцы изготавливают парами, состоящими из фланца и контрфланца. В конструкции присутствуют прокладочные материалы и изделия для крепежа.
Процесс производства должен проходить в соответствии с установленными нормами по ГОСТУ Российской Федерации. В случае, когда необходимо произвести изготовление фланцев на заказ, требуется проведение специальных расчетов и изготовление чертежей.
Иногда фланцы нужны для трубопровода с нестандартными характеристиками или требованиями. Например, когда по трубам протекают агрессивные жидкости или уровень давления в трубе очень высокий. Именно для таких случаев может понадобится изготовление фланцев под заказ по уникальным требованиям.
Технологии изготовления
Технология производства и выбор исполнения фланцевого соединения зависит от условий, в которых будет эксплуатироваться тот или иной элемент, и параметров работы системы трубопровода.
Сегодня есть несколько технологий, которые используются для производства соединений. Например, литье, ковка, газовая резка, гибка из стального проката и горячая штамповка.
В соответствии с текущим ГОСТом есть девять вариантов, которые могут быть использованы при выборе исполнения фланца. Каждый из них отличается в зависимости от формы или размера поверхности стыка. Самая простая конструкция и установка у плоских приварных фланцев из стали. К другим видам предъявляют особые требования, которые обусловлены их сферой применения.
Изготовление по чертежам
Правильный подбор материалов остается одним из главных условий по дальнейшей правильной работе фланцевого соединения. Сейчас для изготовления используют стальные сплавы (легированные, углеродистые и нержавеющие). Все эти виды могут быть использованы в самых разных областях хозяйства.
Процесс изготовления в обязательном порядке осуществляется на оборудовании с высоким классом точности и дополнительном контроле.
В процессе изготовления фланцев должны быть учтены:
- Назначение трубопроводной системы;
- Транспортируемая среда и требования к нагрузкам;
- Химический состав материала, который используется для изготовления;
- Геометрические параметры;
- Требования к качеству и надежности соединений.
В результате испытаний на сопротивление разрыву, текучести и ударной вязкости определяют механические свойства, которые соответствуют той или иной паре фланцев.
Компания ООО “МК НХТС” готова произвести готовые фланцевые соединения по вашему индивидуальному заказу. Вся продукция будет соответствовать текущим нормам и ГОСТам. Специалисты нашей компании имеют большой опыт производства фланцев по чертежам заказчика и гарантируют, что произведенная продукция будет соответствовать всем нормативным требованиям.
ГОСТы
1. Настоящий стандарт распространяется на фланцы литой стальной арматуры, соединительных частей, машин, приборов, патрубков, аппаратов и резервуаров на условное давление Ру от 1,6 до 20,0 МПа (от 16 до 200 кгс/см 2 ) и температуру среды от 20 до 873 К (от минус 253 до плюс 600 °С).
Требования пп. 1-3; 5; 6 настоящего стандарта являются обязательными, остальные требования-рекомендуемыми.
(Измененная редакция, Изм. № 2).
2. Конструкция и размеры фланцев должны соответствовать указанным на чертеже и в таблице.
Примечание. Допускается обработка поверхностей А с шероховатостью Ra£ 100 мкм.
условный Dy
Продолжение
условный Dy
Примечание. Фланцы с условными проходами, указанными в скобках, не допускается применять для арматуры общего назначения.
1, 2. (Измененная редакция, Изм. № 1, 2).
3. Фланцы должны изготовляться с уплотнительными поверхностями исполнений 1 (кроме фланцев на Ру 10,0; 16,0 и 20,0 МПа), (100, 160 и 200 кгс/см 2 ), 2, 3, 4, 5, 6, 7, 8, 9 и присоединительными размерами по ГОСТ 12815-80.
4. Предельные отклонения размеров отливок-по 9 классу точности ГОСТ 26645-85.
(Измененная редакция, Изм. № 2).
5. Неуказанные размеры и предельные отклонения-по рабочим чертежам, утвержденным в установленном порядке.
6. Технические требования, материал фланцев, крепежных деталей, прокладок-по ГОСТ 12816-80.
Дата введения 01.01.82
Настоящий стандарт распространяется на шестигранные гайки для фланцевых соединений арматуры, соединительных частей и трубопроводов, используемых в химической и нефтехимической промышленностях на Ру св. 10 до 100 МПа (св. 100 до 1000 кгс/см 2 ), температурой от минус 50 до плюс 510 С.
Требования разд. 1 за исключением показателей «Масса, кг», 2-4, п.п. 5.1, 5.2, 5.4, 5.6, являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. № 2).
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и размеры гаек должны соответствовать указанным на чертеже 1 и в табл. 1.
Номина-льный
резьбы d
Размер
«под ключ»
S
бурта D
Высота H
h14
окружности D1
Допускаемое смещение оси
относительно
Высота
бурта h
H14
Пример условного обозначения гайки с диаметром резьбы d=36 мм, из стали марки 35Х, без покрытия:
Гайка М36. 35Х ГОСТ 10495-80
То же, с покрытием 02 толщиной 6 мкм:
Гайка М36. 35Х 026 ГОСТ 10495-80
(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Гайки следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Гайки следует изготовлять из сортового проката и поковок.
2.3. Марки сталей и параметры их применения должны соответствовать указанным в табл. 2.
Марка стали
Обозначение стандарта
Предельные параметры применения
температура, С
условное давление,
МПа (кгс/см 2 )
От минус 50
до плюс 200
От минус 50
до плюс 400
От минус 50
до плюс 510
Примечание. Допускается по согласованию между потребителем и изготовителем применять стали других марок, разрешенных Госгортехнадзором, если их механические свойства не ниже указанных в табл. 3.
2.4. Заготовки для гаек следует подвергать термической обработке-закалке и отпуску. Режимы термической обработки приведены в приложении.
2.5. Механические свойства заготовок при температуре 20 С в термически обработанном состоянии должны соответствовать указанным в табл. 3.
Условный предел текучести ,
Временное сопротивление ,
МПА
Относительное удлинение ,
Дж/см 2 (кгсм/см 2 )
Твердость НВ
30ХМА, 35ХМ, 25Х1МФ
(Измененная редакция, Изм. № 1).
2.6. Сдаточными характеристиками являются временное сопротивление, условный предел текучести, относительное удлинение и ударная вязкость.
2.7. Резьба метрическая с крупным шагом-по ГОСТ 24705 с полем допуска 6Н по ГОСТ 16093.
2.8. Отклонение от перпендикулярности опорной поверхности гайки (угол на черт. 2) относительно оси резьбы не должно быть более 30.
2.9. Допустимый уклон граней (угол на черт. 2) и их непараллельность не должны быть более 30.
2.10. Обработанные поверхности гаек не должны иметь трещин, надрывов.
2.11. Резьба должна быть чистой и не должна иметь заусенцев, рванин, ниток с сорванной или неполной резьбой. Вмятины на резьбе, препятствующие ввинчиванию проходного калибра, не допускаются.
2.12. Гайки, применяемые при температуре до 200 С, по заказу потребителя следует изготовлять с покрытием. Вид покрытия-по ГОСТ 9.303. Толщина покрытия-по ГОСТ 9.306. Условное обозначение покрытия-по ГОСТ 1759.0.
2.13. Защитные покрытия должны быть однородными, пузыри и отслаивания не допускаются.
2.14. Требования к шероховатости под покрытие-по ГОСТ 9.301.
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки-по ГОСТ 17769.
3.2. Каждая гайка должна быть подвергнута проверке на соответствие требованиям п.п. 1.1, 2.7-2.14, 5.1, 5.2.
3.3. Гайки следует предъявлять к приемке партиями.
Партия должна состоять из гаек одного обозначения, изготовленных из одной партии заготовок.
3.4. Проверку гаек на соответствие требованиям п. 2.5 следует проводить на основании результатов испытаний каждой партии заготовок.
3.5. Партия заготовок должна состоять из металла одной плавки и одной садки при термической обработке.
3.6. Испытания заготовок на твердость следует проводить в объеме 100 %. При длине заготовки 500 мм и более твердость измеряют на обоих концах и по ее длине с интервалом не более 500 мм.
3.7. Один процент от партии заготовок, но не менее 2 шт., с нижним и верхним значениями твердости в данной партии следует подвергать испытаниям на соответствие требованиям п. 2.5.
Допускается отбирать заготовки для механических испытаний с промежуточными значениями твердости. В этом случае твердость является сдаточной характеристикой.
3.8. Число испытываемых образцов от каждой контролируемой заготовки должно быть: один-на растяжение и два-на ударную вязкость.
3.9. При получении неудовлетворительных результатов испытания механических свойств хотя бы одного образца, следует проводить повторные испытания удвоенного числа образцов из тех же заготовок или других этой же партии с той же твердостью только по виду испытаний, давших неудовлетворительный результат.
3.10. Партию считают годной, если при повторных испытаниях получены положительные результаты.
При получении неудовлетворительных результатов испытаний партия заготовок может быть предъявлена к приемке вновь после испытания заготовок с последующим уровнем твердости.
3.11. Заготовки с твердостью, не обеспечивающей получение требуемых механических свойств, указанных в табл. 3, могут быть допущены к сдаче после повторной термической обработки с проведением соответствующих испытаний.
Число повторных термических обработок должно быть не более двух. Дополнительный отпуск не считают повторной термической обработкой.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний осмотр (п.п. 2.10, 2.11, 5.1, 5.2) следует проводить без применения увеличительных приборов.
4.2. Размеры гаек (п. п. 1.1, 2.7-2.9) следует проверять предельными калибрами, шаблонами, универсальными измерительными инструментами.
4.3. Определение твердости (п. 2.5)-по ГОСТ 9012.
4.4. Испытание на растяжение (п. 2.5)-по ГОСТ 1497.
4.5. Испытание на ударную вязкость (п. 2.5)-по ГОСТ 9454, образец типа 1.
4.6. Метод отбора проб-по ГОСТ 7564.
4.7. Методы проверки качества и толщины покрытия (п.п. 2.12-2.14)-по ГОСТ 9.302. Толщину покрытия проверяют на торцах или гранях гайки.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка гаек в зависимости от марки стали должна соответствовать указанной в табл. 4.
5.2. На гайках, в местах указанных в табл. 4, должна быть нанесена маркировка с указанием:
-товарного знака предприятия-изготовителя.
5.3. Высота знаков маркировки:
2,5 мм-для гаек с d 27 мм;
4 мм-для гаек с d 27 мм.
5.4. Знаки маркировки должны быть отчетливо видны невооруженным глазом.
5.5. Маркировку следует проводить ударным способом.
5.6. Партия гаек должна сопровождаться паспортом, удостоверяющим их соответствие требованиям настоящего стандарта.
Паспорт должен содержать следующие данные:
- наименование предприятия-изготовителя;
- условное обозначение гаек;
- число гаек;
- номер партии;
- марку стали;
- результаты испытаний (с указанием даты);
- обозначение настоящего стандарта;
- вид и толщину покрытия (для гаек с покрытием);
- штамп ОТК.
5.7. (Исключен, Изм. № 1).
5.8. Требования к упаковке, транспортированию, хранению и маркировке тары-по ГОСТ 18160.
5.9. При хранении в закрытом помещении гайки должны находиться в таре.
5.10. Допускается по согласованию между потребителем и изготовителем гайки с покрытием не подвергать консервации.
Марка стали
Место маркировки
30ХМА, 35ХМ, 25Х1МФ
Примечание. Маркировка должна сохраняться при замене стали на равноценную.
ПРИЛОЖЕНИЕ
Рекомендуемое
Режимы термической обработки заготовок
температура
охлаждающая
температура
охлаждающая
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химического и нефтяного машиностроения СССР
РАЗРАБОТЧИКИ
Е.Я. Нейман; Л.Ф. Березин (руководитель темы)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.80 № 6073
3. ВЗАМЕН ГОСТ 10495-74
4. ССЫЛОЧНЫЕ НОМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
5. Проверен в 1990 г. Снято ограничение срока действия Постановлением Госстандарта от 25.02.91 № 159
6. ПЕРЕИЗДАНИЕ (декабрь 1998 г.) с Изменениями № 1, 2, утвержденными в июле 1986 г., феврале 1991 г. (ИУС 11-86, 5-91
Настоящий стандарт распространяется на стальные резьбовые фланцы, применяемые в химической и нефтехимической промышленностях для арматуры, соединительных частей и трубопроводов с линзовым уплотнением на Ру 20—100 МПа (200—1000 кгс/см2) и Dу 6—200 мм с температурой от минус 50 до плюс 510 °С.
Требования, установленные в разд. 1—4, являются обязательными.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
Конструкция и размеры фланцев должны соответствовать указанным на чертеже 1 и в табл. 1.
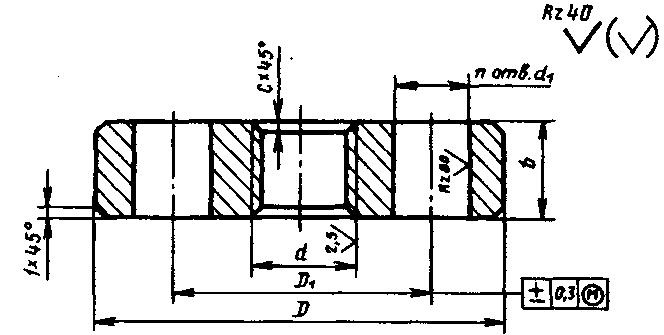
Таблица 1
Размеры в мм
Продолжение табл. 1
Размерив мм
Примечания:
1. Размер М16 х 1,5 допускается только для присоединительных видов арматуры, линзовых отводов и диафрагм.
2. Номинальные диаметры резьбы шпилек под размер Dy указаны в приложении 1.
Пример условного о б о з н а ч е н и я фланца с резьбой МЗЗ х 2 из стали марки 38ХА:
Фланец МЗЗ х 2-38 ХА ГОСТ 9399-81
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фланцы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Марки сталей для изготовления фланцев и параметры их применения должны соответствовать указанным в табл. 2.
Таблица 2
Марка
стали
Обозначение
Предельные
Температура,
Примечание. Стали марок 35, 40, 45 допускается применять на Ру до 63 МПа (630 кгс/см2) для фланцев толщиной до 35 мм.
2.3. Фланцы должны изготовляться из сортового проката, штампованных заготовок или поковок.
2.4. Заготовки для фланцев должны быть подвергнуты термической обработке (закалке и отпуску). Режимы термической обработки приведены в приложении 2.
2.5. Механические свойства сталей в термически обработанном состоянии при температуре 20 °С должны соответствовать указанным в табл. 3.
Таблица 3
Марка стали
Условный предел текучести Q0,2, МПа (кгс/мкг)
Временное
сопротивление Qв
МПа (кгс/мм2)
Относительное удлинение Qs, %
Ударная вязкость
ан, Дж/см2 (кгс*м/см2)
Твердость, НВ
не менее
Примечание. Допускается применять стали марок, разрешенные Госгортехнадзором СССР, если их механические свойства не ниже указанных в табл. 3.
2.6. Сдаточными характеристиками являются: временное сопротивление, условный предел текучести, относительное удлинение и ударная вязкость.
2.7. Резьба метрическая — по ГОСТ 24705 с полем допуска 6Н по ГОСТ 16093.
2.8. Отклонения от перпендикулярности торцевых поверхностей к оси резьбы — по XII степени точности ГОСТ 24643.
2.9. Условные давления — по ГОСТ 356.
2.10. Условные проходы — по ГОСТ 28338.
2.11. Поверхности фланцев не должны иметь трещин, раковин, плен, заусенцев и других дефектов, снижающих их прочность.
2.12. Поверхность резьбы должна быть чистой и не должна иметь заусенцев и вмятин, препятствующих ввинчиванию проходного калибра.
3. ПРАВИЛА ПРИЕМКИ
3.1. Каждый фланец должен подвергаться внешнему осмотру на соответствие требованиям пп. 2.10 и 2.11.
3.2. Фланцы должны подвергаться проверке размеров на соответствие пп. 2.1, 2.7 и 2.9.
3.3. Фланцы должна предъявляться к приемке партиями. Партия должна состоять из фланцев одного размера, изготовленных из одной партии заготовок, прошедших совместную термическую обработку.
3.4. Проверку фланцев на соответствие требованиям п. 2.5 следует проводить на основании результатов испытаний каждой партии заготовок.
3.5. Партии заготовок должны составлять из металла одной плавки и одной садки при термической обработке.
3.6. Испытания заготовок на твердость должны проводиться в объеме 100 % от партии.
3.7. Один процент заготовок от партии, но не менее двух фланцев с нижними и верхними значениями твердости в данной партии должны подвергаться испытаниям на соответствие требованиям п. 2.5. Допускается производить отбор заготовок с промежуточными значениями твердости. В этом случае твердость является сдаточной характеристикой.
3.8. При числе заготовок в партии менее 20 допускается определение механических свойств
проводить на одной заготовке, при этом твердость также является сдаточной характеристикой.
3.9. Число образцов от каждой заготовки должно быть три: один на растяжение и два на ударную вязкость.
3.10. При получении неудовлетворительных результатов хотя бы по одному из показателей, следует проводить повторные испытания удвоенного числа образцов из тех же заготовок или других этой же партии с той же твердостью только по виду испытаний, давших неудовлетворительный результат.
3.11. Партию считают годной, если повторные испытания дали положительные результаты.
При получении неудовлетворительных результатов повторных испытаний партию заготовок допускается предъявлять к приемке вновь после испытания заготовок с последующим уровнем твердости.
3.12. Заготовки с твердостью, не обеспечивающей получение механических свойств, указанных в табл. 3, допускается предъявлять к сдаче после повторной термической обработки с проведением соответствующих испытаний. Число повторных термических обработок не должно быть более двух. Дополнительный отпуск не считают повторной термической обработкой.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний осмотр следует проводить визуально.
4.2. Размеры фланцев следует проверять универсальными измерительными инструментами.
4.3. Испытание на твердость по Бринеллю — по ГОСТ 9012.
4.4. Испытание на растяжение — по ГОСТ 1497.
4.5. Испытание на ударную вязкость — по ГОСТ 9454 для образца типа 1.
4.6. Механические испытания проводят на тангенциальных или продольных образцах. Допускается образцы для механических испытаний вырезать из специальной пробы того же сечения, как
и заготовки фланцев, прошедших совместную термическую обработку.
4.7. Отбор проб для механических испытаний заготовок из сортового проката — по ГОСТ 7564,
поковок — по ГОСТ 8479.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка фланцев в зависимости от марки стали и место маркировки должны соответствовать указанным в табл. 4.
Источник https://www.procion.ru/normativnaya_dokumentasiya/flantsy/flantsy_gost_33259_2015_gost_r_54432_2011_gost_12820_80_gost_12821_80_gost_12822_80/
Источник https://mk-nhts.ru/news/podrobnyij-gid-flanczyi-gost-12820-80-12821-80-12822-80-r-54432-2011-33259-2015.html
Источник https://www.hitarm.ru/info2/gosty/




