Автоматические линии — массовая автоматическая обработка станками
Автоматические линии, понятия, назначение и структуры
- Опубликовано: 26 февраля, 2021
1. Основные понятия и определения
Автоматические линии, предназначены для изготовления деталей в условиях крупносерийного и массового производства и являются основным средством решения задач комплексной автоматизации. В связи с продолжающейся реконструкцией и строительством новых заводов, с широким внедрением трудосберегающей и безлюдной технологии потребность в автоматических линиях непрерывно возрастает.
Экономическая эффективность использования автоматических линий достигается благодаря их высокой производительности, низкой себестоимости продукции, сокращению обслуживающего персонала на заданную программу выпуска, стабильному качеству изделий, ритмичности выпуска, созданию условий для внедрения современных методов организации производства.
Автоматическая линия представляет собой совокупность технологического оборудования, установленного в соответствии с технологическим процессом обработки, соединенного автоматическим транспортом. Функции человека при этом сводятся к контролю за работой оборудования и его поднастройкой, а также загрузке заготовок в начале цикла и выгрузке изделий в конце него. Причем последние операции все чаще передаются промышленному роботу. Автоматические линии могут быть операционными (для определенного вида обработки) или комплексными (система автоматических линий).
Система автоматических линий комплексной обработки – совокупность автоматических линий, обеспечивающих выполнение всех операций, предусмотренных технологическим процессом обработки.
Автоматический цех – производственная единица, в которой сосредоточены технологические потоки, состоящие из систем автоматических линий.
Автоматические линии классифицируются по основным признакам, влияющим на их организацию и эксплуатацию. Их делят на жесткие (синхронные) и гибкие (асинхронные), спутниковые и бесспутниковые, сквозные и несквозные, ветвящиеся и неветвящиеся.
Жесткая межоперационная связь характеризуется отсутствием межоперационных заделов. В такой автоматической линии заготовки (изделия) загружаются, обрабатываются, разгружаются и передвигаются от станка к станку одновременно или через кратные промежутки времени, и в случае остановки любого агрегата или устройства вся линия останавливается.
Гибкая межоперационная связь обеспечивается наличием межоперационных заделов, размещаемых в накопителях или транспортной системе, что создает возможность обеспечить при выходе из строя любого станка работу остальных агрегатов до истощения межоперационных заделов.
Спутниковая автоматическая линия – линия, в которой заготовки базируются, обрабатываются и транспортируются в приспособлении-спутнике. Транспортная система в этом случае должна обеспечить возврат спутников в начало линии.
Когда в составе технологического потока одна или несколько операций реализуются на параллельно работающих станках, автоматическая линия характеризуется ветвящимся транспортным потоком. Примером такого конструктивного решения служат линии для токарной обработки и шлифования внутренних поверхностей колец подшипников.
По степени совмещения обработки с транспортированием заготовки линии подразделяют на стационарные, роторные и цепные; по компоновке – на линейные, кольцевые, прямоугольные, зигзагообразные, зетобразные; по числу потоков – на однопоточные и многопоточные, с зависимыми и независимыми потоками, с поперечным, продольным и угловым расположением основного технологического оборудования. Большинство компоновок имеют незамкнутую структуру, обеспечивающую удобный доступ для обслуживания и ремонта оборудования.
По виду транспортных систем и способу передачи деталей с одной рабочей позиции на другую автоматические линии делят на линии со сквозным транспортированием через зону обработки (в основном используют для изготовления корпусных деталей на агрегатных станках), с фронтальным (боковым) транспортированием заготовки (при обработке коленчатых валов, крупных колец и фланцев), с верхним и нижним транспортными потоками (в линиях – для изготовления шестерен, мелких и средних колец подшипников, фланцев валов).
По типу встроенного основного технологического оборудования различают автоматические линии из специальных и агрегатных станков, хотя иногда имеет место компоновка из станков разных типов.
В настоящее время изготовляют автоматические линии для крупносерийного и массового производства, предназначенные для одновременной или последовательной обработки нескольких наименований однотипных, заранее известных изделий (блоки цилиндров двигателей, корпусов редукторов, насосов, клапанов, гильз, поршней и т.д.) как с автоматической, так и с ручной переналадкой. Подобные автоматические линии или системы автоматических линий называют автоматическими переналаживаемыми линиями (системами) групповой обработки; они предназначены для одновременной или последовательной обработки группы заранее заданных изделий, однотипных по размерам и технологии обработки.
По виду обрабатываемых деталей различают линии для обработки корпусных деталей (корпуса насосов, блоки компрессоров и т.д.) и линии для обработки деталей типа тел вращения (кольца подшипников, валы, гильзы и т.д.).
2. Автоматические линии для обработки деталей типа тел вращения
Детали типа тел вращения, предназначенные для обработки на автоматических линиях, в соответствии со способами базирования, транспортирования, а также использования основного технологического оборудования делят на две основные группы: детали типа валов длиной, значительно превышающей диаметр, и детали типа дисков (колец) диаметром, большим длины (ширины).
Технологические процессы обработки этих двух основных групп обычно объединяют в типовые схемы и уточняют в зависимости от конфигурации изделий и требований точности обработки.
Для токарной обработки, например, валов широко используют токарно-копировальные, автоматы, в то время как для изготовления; изделий типа дисков и колец наибольшее применение нашли горизонтальные и вертикальные многошпиндельные токарные автоматы.
Многошпиндельные токарные автоматы выпускают в патронном и прутковом исполнении (рис. 1). В патронном исполнении их оснащают автооператором для загрузки заготовок и выгрузки отработанных деталей.
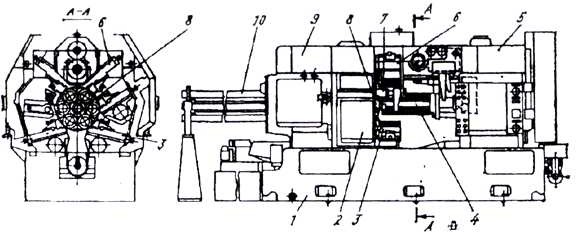
Рисунок 1. Шестишпиндельный токарный автомат: 1 – станина, 2 – передняя стойка, 3, 6 – поперечные суппорты, 4 – продольный суппорт, 5 – задняя стойка, 7 – шпиндель, 8 – шпиндельный блок, 9 – траверса, 10 – механизм поддержки прутков
Многошпиндельные токарные автоматы обладают широкими технологическими возможностями при обработке разнообразных деталей, обеспечивая высокую степень концентрации обработки. По принципу работы их подразделяют на автоматы параллельного и последовательного действия. Первые на всех шпинделях реализуют одинаковые операции и за один цикл работы обрабатывают столько сравнительно несложных деталей, сколько шпинделей имеет автомат.
Наибольшее распространение получили многошпиндельные автоматы последовательного действия (рис 2), на которых заготовки с загрузочной позиции периодическим поворотом (индексацией) шпиндельного блока 1 последовательно подводятся к рабочим позициям и одновременно обрабатываются в соответствии с технологическим процессом. Автомат оснащают поперечными суппортами 2, которые получают подачу от индивидуальных кулачков, и продольным суппортом 5, расположенным на центральной гильзе 4 и имеющим продольную подачу 5пр от своего кулачка. Иногда на продольном суппорте устанавливают скользящие державки с режущим инструментом, получающие перемещение от дополнительных индивидуальных кулачков, т.е. так же, как и инструментальные шпиндели с независимым приводом.
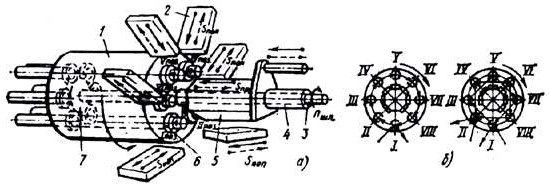
Рис. 2. Многошпиндельный токарный автомат последовательного действия
Шпиндели 6 автомата получают вращение от приводного вала 3 через общее центральное зубчатое колесо 7, вследствие чего они имеют одинаковую частоту вращения.
Большое число рабочих позиций шпинделей (6 –  позволяет использовать их в разных сочетаниях. Детали сложной формы проходят обработку на всех позициях станка, перемещаясь в каждом цикле на следующую позицию (одинарная индексация). Для более простых деталей, которые можно обрабатывать при меньшем числе рабочих позиций, применяют схему параллельно-последовательной обработки. Для этого используют две позиции в качестве загрузочных и обрабатывают детали в два потока.
позволяет использовать их в разных сочетаниях. Детали сложной формы проходят обработку на всех позициях станка, перемещаясь в каждом цикле на следующую позицию (одинарная индексация). Для более простых деталей, которые можно обрабатывать при меньшем числе рабочих позиций, применяют схему параллельно-последовательной обработки. Для этого используют две позиции в качестве загрузочных и обрабатывают детали в два потока.
Для финишной обработки деталей типа тел вращения чаще всего применяют бесцентровошлифовальные автоматы, как наиболее подходящие при решении задач автоматической загрузки-разгрузки заготовок наиболее простыми методами. Кроме того, метод бесцентрового шлифования обеспечивает более высокую производительность за счет больших подач благодаря наличию жесткой опоры по всей длине обрабатываемой детали, воспринимающей силу со стороны шлифовального круга.
На автоматической линии для токарной обработки колец конических подшипников в начале установлен автоматический бункер для накопления и выдачи штучных заготовок, а в конце – магазин (с вращающимися щетками). Транспортные устройства (конвейеры подводной и отводящий, подъемники, гибкая лотковая система) передают заготовки из бункера к многошпиндельным токарным автоматам, а обработанные кольца – к прессу клеймения и далее в магазин. Наружные кольца обрабатывают на шестишпиндельных, а внутренние – на восьмишпиндельных токарных автоматах. На каждом станке реализуется полная токарная обработка кольца. Загрузка, выгрузка и поворот кольца в процессе обработки обеспечиваются автооператором.
3. Роторные автоматические линии
По структурному построению роторные линии существенно отличаются от линий из агрегатных и других станков, соединенных единой транспортной системой. Роторные линии (рис. 3) комплектуют из роторных автоматов, на которых обработка деталей выполняется в процессе непрерывного транспортирования их совместно с режущим инструментом. Таким образом, главной особенностью роторных линий является совмещение во времени транспортирования заготовок и их обработки. Траектория перемещения заготовки по всем станкам линии 1 осуществляется транспортными роторами 2.
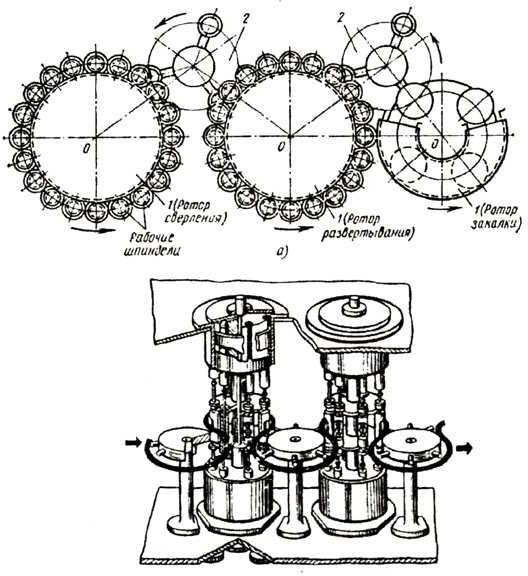
Рис. 3. Принципиальная (a) и конструктивная (б) схемы роторной линии
Производительность роторной линии зависит от числа позиций и частоты вращения роторов. В результате совмещения времени обработки со временем транспортирования заготовок роторные линии обеспечивают высокую производительность при изготовлении небольших, сравнительно простых деталей, при малом основном технологическом времени
Роторные линии эффективно используют в массовом производстве. Необходимо указать на то, что перестановка деталей с одного ротора на другой приводит к потере точности изделия.
4. Назначение гибкого автоматизированного производства
Гибкое автоматизированное производство (ГАП) – принципиально новая концепция в машиностроении, ведущая к созданию автоматизированного предприятия будущего.
Новое в концепции ГАП состоит в том, что ему свойственен централизованный способ производства, предусматривающий как можно более полную обработку деталей на одном оборудовании.
Новая концепция позволяет полностью интегрировать весь производственный цикл – от идеи до выпуска новой продукции – путем автоматизации всего комплекса процессов производства и управления на базе ЭВМ и современных достижений в электронике и приборостроении. Переход с выпуска одного изделия на выпуск другого осуществляется без остановки технологического и другого оборудования (требуемая переналадка идет параллельно с выпуском предыдущего изделия). Обобщенным понятием, распространенным на все организационные структуры и виды ГАП, является понятие гибкая производственная система (ГПС).
ГПС – это несколько единиц технологического оборудования, снабженного средствами и системами, обеспечивающими функционирование оборудования в автоматическом режиме; при этом ГПС должна обладать свойством автоматической переналадки при переходе на производство новых изделий в пределах заданной номенклатуры. По организационным признакам ГПС подразделяют на следующие виды: гибкая автоматизированная линия (ГAJl), гибкий автоматизированный участок (ГАУ), гибкий автоматизированный цех (ГАЦ), гибкий автоматизированный завод (ГАЗ). ГАЛ и ГАУ состоят из гибких производственных моделей (ГПМ) или отдельных единиц технологического оборудования.
Под ГПМ подразумевается единица технологического оборудования, оснащенная системой ЧПУ или каким-либо другим устройством ПУ и функционирующая как самостоятельно, так и в составе ГПС; при этом все функции, связанные с изготовлением изделия, должны осуществляться автоматически.
5. Принципы создания ГПС
Принцип создания предполагает нахождение оптимального соединения универсальности и автоматизации в программно-управляемом и программноперенастраиваемом оборудовании.
Нахождение оптимума ГПС является задачей технико-экономического анализа ГПС для конкретной реализации.
ГПС строят на базе модулей. Под модулем понимают первичный элемент, выполняющий автономно или в составе ГПС более высокого уровня законченную операцию.
Являясь компонентом ГПС, модуль сам может состоять из компонентов. Компонент модуля, как и модуль, может быть самостоятельно разработан, изготовлен и внедрен, но присущие ему функции управления или технологические функции могут быть выполнены только в составе модуля.
Читать статью Селективность автоматов на отходящих линиях — Диалог специалистов АВОК- проектирование, монтаж, наладка, сервис
ГПС представляет собой многоуровневую структуру, на самом нижнем уровне которой находятся гибкие автоматизированные модули, затем гибкие автоматизированные линии, следующие уровни – это ГПС участка, цеха, предприятия в целом.
Модуль и иерархичность позволяют создавать проекты любого необходимого уровня вплоть до автоматизированного предприятия.
Оборудование ГПС, как основное, так и вспомогательное, при смене изделий перенастраивается путем ввода новых управляемых программных модулей. Перенастройка модулей вручную допустима в минимальных объемах и только в случаях очевидной экономической неэффективности реализации программной перенастройки.
Построение ГПС с максимальным достижением предметной замкнутости обусловливается наибольшей эффективностью внедрения бригадных форм организации труда, повышением ответственности персонала за конечный результат труда.
Максимальная предметная замкнутость является необходимым условим сокращения длительности производственного цикла за счет уменьшения времени на межоперационное пролеживание, дополнительный контроль и транспортировку деталей и сборочных единиц с участка на участок, из цеха в цех и т.д.
6. Основные характеристики ГПС
Организационная основа ГПС – это групповое производство, являющееся формой организации дискретных (прерывных) производственных процессов, экономикоорганизационной основой которых является целевая подетальная специализация участков и цехов, а технологической составляющей – унифицированная групповая форма организации технологического процесса (ТП).
Основа технологической унификации ТП – классификация деталей и их поверхностей по конструктивно-технологическому признаку на базе общности оборудования, наладки и инструментальной оснастки, например классификация деталей машиностроения (рис. 4).
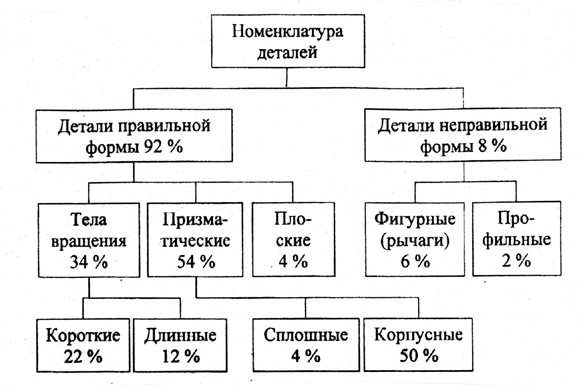
Рис. 4. Классификация деталей машиностроения
Группирование деталей для одновременной обработки на одной ГПС включает три группы условий:
- Геометрические параметры изделий, которые в основном определяют типоразмер включаемых в ГПС станков, при этом подобие формы или идентичность технологических переходов перестают играть решающую роль в составлении деталей, главными критериями становятся габариты и масса;
- Технологические параметры, определяющие возможность полной обработки каждой группы деталей на одном станке в одну – две операции или необходимость их доработки на других станках системы;
- Организационно-экономические характеристики, например обработка группы деталей для одновременного поступления на сборку, или группы деталей, обрабатываемых из одной заготовки. Группированию подлежат не только детали, но и функциональные узлы, стандартные детали и изделия
Опыт показывает, что в новое изделие обычно переходит 30–50 % деталей старых конструкций, 20–40 % модернизированных, 10–20 % создаются вновь.
Модификация и разработка новых деталей с использованием унифицированных поверхностей позволяет сократить их разнообразие и включить их в существующие группы деталей.
Принцип использования типовых и унифицированных поверхностей при проектировании деталей реализуется в САПР К, входящую в интегрированную производственную систему.
Технология обработки новых деталей также разрабатывается с учетом технологии трех обрабатываемых групп деталей, что позволит включить новые детали в эти же группы для обработки и на этих же ГПС.
Понятие гибкости производственной системы является многокритериальным и неоднозначным.
Многообразие задач, решаемых методами гибкой автоматизации, не дает возможности сформулировать единые методы количественной оценки гибкости, позволяющие сравнивать различные системы.
В практике целесообразно оценивать три формы гибкости:
- Структурную – это свобода в выборе последовательности обработки; возможность замены при выходе из строя любой единицы оборудования на аналогичную; возможность наращивания системы на основе модульного принципа;
- Технологическую гибкость – способность производить заданное множество типов деталей различными способами; сравнения можно производить по индексу гибкости
- Организационную гибкость, которая в значительной мере определяет структуру ГПС.
где N – номенклатура деталей, выпускаемых системой за определенный период времени; К – доля деталей, изготавливаемых на системе впервые (процент обновления номенклатуры); п – число одинаковых деталей в партии;
По степени автоматизации ГПС выделяют:
- высокую степень, при которой реализуется автоматическое управление и трехсменный режим работы;
- среднюю степень – непрерывное автоматизированное управление при многостаночном обслуживании (коэффициент многостаночного обслуживания KM > 2);
- малую степень – коэффициент многостаночности KM 2.
Высокий уровень автоматизации ГПС достигается за счет значительного усложнения оборудования при существенном росте его стоимости. В связи с этим проблема обеспечения надежности приобретает особую актуальность.
В качестве показателей оценки надежности ГПС используют
где T – суммарное время пребывания в работоспособном состоянии всех ГПМ в составе ГПС, ч; Tоб – суммарное время технического обслуживания всех ГПМ плюс суммарное неперекрываемое время технического обслуживания вспомогательного оборудования, вызывающего простой одного или нескольких ГПМ в составе ГПС, ч; Tрем – суммарное время планового и непланового ремонта всех ГПМ плюс суммарное неперекрываемое время планового и непланового ремонта вспомогательного оборудования, вызывающего простой одного или нескольких ГПМ.
7. Структура гибкой производственной системы
В настоящее время значительное повышение эффективности в машиностроении, особенно в мелкосерийном и серийном производстве, может быть достигнуто за счет широкого применения ГПС, управляемых с помощью ЭВМ.
ГПС – это совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов (РТК), ГПМ, отдельных единиц технологического оборудования и систем обеспечения их функционирования (СОФ) в автоматическом режиме в течение заданного интервала времени, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений характеристик оборудования.
СОФ ГПС в автоматическом или автоматизированном режиме имеют следующие структурные составные части:
- Автоматизированную транспортно-складскую систему (ATCC) – систему взаимосвязанных автоматизированных транспортных и складских устройств с установкой в спутнике (на паллете) или другой транспортной таре (поддоне, кассете, в магазине) для временного накопления, распределения и доставки предметов производства и технологической оснастки к ГПМ, PTK или другому технологическому оборудованию ГПС. ATCC может выполнять автоматическое хранение, подачу на сборку элементов УСП, а также автоматическую мойку;
- Автоматизированную систему инструментального обеспечения (АСИО) – это взаимосвязанные устройства, оборудование и система управления, включая участки подготовки и настройки инструмента, его транспортировки, накопления, смены и контроля качества, обеспечивающие подготовку, хранение, автоматическую замену инструмента в магазинах, на станках;
- Автоматизированную систему удаления отходов (АСУО) – устройства с системой управления для удаления стружки и других отходов из зоны ГПМ, PTK и другого оборудования, включенного в ГПС;
- Систему автоматизированного контроля (САК) – систему контроля заданных параметров детали или изделия в процессе обработки, включающую контрольно-измерительную машину с ЧПУ, программируемые и моделирующие проверочно-испытательные машины, систему устройств и мер по контролю параметров поступающих заготовок и комплектующих изделий.
Состав и структура ГПС определяются содержанием технологического процесса, который включает:
- параметры заготовок и номенклатуру деталей;
- готовую программу выпуска деталей, определяющую цикл изготовления;
- состав технологического оборудования;
- организацию производства обслуживания оборудования в процессе изготовления, переналадки, смены инструмента, приспособления, схватов, контроля деталей;
- диагностирование, управление оборудованием и ремонтом технических средств.
В настоящее время существуют три основных направления при построении структур автоматизированных участков, линий и цехов:
Автоматические линии — массовая автоматическая обработка станками
Назначение автоматических линий (АЛ), как и любого другого оборудования, сводится к повышению производительности и увеличению прибыли. В данном случае эффективность достигается за счет многоинструментной и многопозиционной обработки деталей, сокращения доли живого труда, т. е. концентрации производства, полной автоматизации вспомогательных процессов и резкого уменьшения количества обслуживающего персонала.
Автоматические линии — это ряд автоматически управляемых станков, транспортных и контрольных механизмов, работающих по заданному технологическому процессу и представляющих собой единую систему, предназначенную для массовой обработки устойчивых по конструкции изделий АЛ используются преимущественно в массовом производстве разных отраслей промышленности, а в машиностроении они выполняют широкую номенклатуру операций: сверлильно-расточные, резьбонарезные, фрезерные, шлифовальные, токарные, зуборезные, кузнечно-прессовые, литейные, сварочные, термические, окрасочные, гальванические и др.
Впервые металлорежущие станки были соединены передающим устройством на английской фирме «Моррис моторз» в 19231924 гг. при изготовлении блоков цилиндров для автомобильных двигателей. Линия выполняла 53 операции и обрабатывала 15 блоков в час Линия обслуживалась 21 оператором, но управлялась она с помощью рычагов и поэтому была ненадежной в эксплуатации В 1928 г. фирма «А. О. Смит энд К°» построила завод в Милуоки (США), на котором было полностью автоматизировано производство автомобильных рам Изготовление рам начиналось с получения стальной полосы, которая сначала проходила через контрольную позицию, где проверялась и выправлялась. Затем по мере продвижения по автоматической станочной линии полоса резалась, гнулась, пробивалась и прессовалась, приобретая различные формы, необходимые для различных частей шасси. Так же автоматически все части собирались и клепались, затем собранные рамы обрабатывались металлическими щетками и протирались для последующей окраски. На линии, обслуживаемой 120 рабочими, главным образом наладчиками и ремонтниками, ежедневно производилось около 10 тысяч рам Таким образом, на каждую раму затрачивалось 16 человеко-минут.
В 1929 г. фирма «Грехем Пейдж Моторс» (США) создала автоматическую систему на базе агрегатных станков для обработки блока цилиндров машины. Автоматическая линия, созданная фирмой «Джон Бертрам» (Канада) на основе агрегатных станков, имела главный пульт централизованного дистанционного управления При этом у каждого станка (блока) была своя панель управления. Таким образом, впервые была создана единая сблокированная автоматическая система машин.
В Советском Союзе станочная линия впервые была создана в 1939-1940 гг. на Сталинградском тракторном заводе. Она состояла из 5 станков, соединенных конвейерами, и предназначалась для обработки роликовых втулок для гусеничных тракторов Первая поточная автоматическая линия была построена на базе модернизированных станков ручного управления.
Во время Второй мировой войны и в послевоенные годы автоматические станочные линии агрегатных станков получили большое распространение на советских машиностроительных заводах В 1946 г. ЭНИМС и завод «Станкоконструкция» создали автоматическую линию станков для обработки блоков двигателей тракторов.
В этом же году была создана линия для обработки головки двигателя трактора ХТЗ. В 1947 г. созданы четыре автоматические линии для обработки блоков двигателей грузовых автомобилей ЗИЛ-150. Одна из четырех линий состояла из 8 станков типа А291, А306 и имела 8 рабочих позиций, 224 шпинделя, а также 20 электродвигателей. Управление автоматической линией производилось с центрального пульта, снабженного световой сигнализацией Протяженность линии 17,2 м С этого времени началось быстрое внедрение автоматических линий в СССР.
В конце 1955 г. на Первом государственном подшипниковом заводе (ГПЗ-1) был создан и в 1956 г. вошел в строй цех, оборудованный двумя автоматическими линиями по производству шариковых и роликовых подшипников. На линии полностью автоматизированы все операции механической и термической обработки колец, контроля, сборки, антикоррозийной обработки, упаковки изделий и удаления стружки (рис. 1). Благодаря внедрению автоматических линий производственный цикл изготовления подшипников сократился в 4-5 раз, а выработка на одного рабочего повысилась в 2 раза.
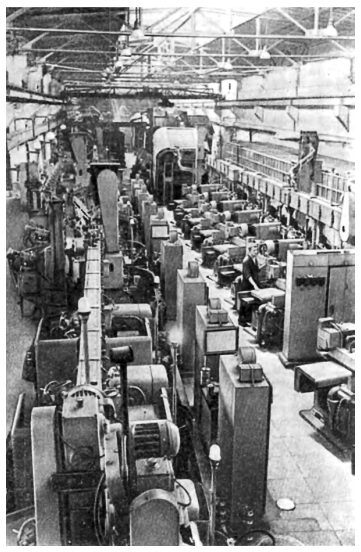
Рис. 1. Цех-автомат на ГПЗ-1
1. Классификация автоматических линий
Учитывая широкое применение АЛ в промышленности, их классифицируют по разным свойствам: по типу оборудования, расположению оборудования, типу связи между станками, способу транспортирования обрабатываемых деталей АЛ делят на жесткие (синхронные) и гибкие (асинхронные), сквозные и несквозные, ветвящиеся и неветвящиеся.
По типу оборудования различают автоматические линии, скомпонованные из специально построенных для данной АЛ, универсальных или специализированных станков Два последних типа перед встраиванием в линию должны быть модернизированы и автоматизированы.
По расположению оборудования АЛ делятся:
- на линейные, кольцевые, прямоугольные, зигзагообразные, z-образные;
- на однопоточные и многопоточные;
- с зависимыми и независимыми потоками;
- с поперечным, продольным и угловым расположением основного технологического оборудования.
Большинство компоновок имеет незамкнутую структуру, обеспечивающую более удобный доступ для обслуживания и ремонта.
По типу связей между станками АЛ делятся:
- на жесткие (синхронные). Такая межоперационная связь характеризуется отсутствием межоперационных заделов. Заготовки загружаются, обрабатываются, разгружаются и передвигаются от станка к станку одновременно или через кратные промежутки времени, в случае остановки любого устройства вся линия останавливается;
- нежесткие (асинхронные) . Межоперационные связи обеспечиваются наличием межоперационных заделов, размещаемых в накопителях или транспортной системе. Это дает возможность при выходе из строя любого станка работу остальных станков до истощения межоперационных заделов не останавливать
По способу транспортирования обрабатываемых деталей АЛ бывают:
- со сквозным транспортированием через рабочую зону станков — применяется в основном при обработке корпусных деталей на агрегатных станках;
- с верхним транспортированием заготовок — применяется при обработке зубчатых колес, фланцев, валов и других деталей;
- с боковым (фронтальным) транспортированием — примеряется при обработке коленчатых и распределительных валов, гильз, крупных колец;
- с роторным транспортированием — применяется на роторных АЛ, где обработка и транспортирование полностью или частично совмещены
АЛ можно разделить по способу перемещения обрабатываемых деталей с позиции на позицию:
- на спутниковые (для обработки сложных по форме деталей, которые трудно или невозможно транспортировать и закреплять в автоматическом режиме с помощью механических устройств);
- бесспутниковые (для обработки деталей, имеющих развитые базовые поверхности, гарантирующие их надежную и точную установку на транспортере и в зажимном приспособлении).
Конструкция станков, входящих в состав линий (как специально построенных для данной АЛ, так и универсальных или специализированных), при встраивании в АЛ не претерпевает существенных изменений. Доработке подвергается только система управления (работу каждого отдельного станка надо согласовать с работой всей линии), а станок снабжается устройством автоматической загрузки заготовки с транспортера. Оборудование АЛ, помимо станков, включает транспортные системы и системы управления.
2. Транспортные системы и механизмы АЛ
Конструкции транспортных систем и механизмов АЛ зависят по большей части от параметров обрабатываемых деталей.
Транспортные системы АЛ являются одной из их основных характеристик. Они делятся:
- по целевому назначению (на системы для межоперационного и межстаночного перемещения и для удаления стружки);
- по способу перемещения деталей (циклического и непрерывного действия);
- по методу перемещения деталей (под действием силы тяжести, принудительно и смешанным способом)
Основными видами транспорта АЛ являются:
- элементарные транспортеры;
- распределительные транспортеры (разделяющие поток заготовок на две или более части и соединяющие разделенные потоки);
- поворотные устройства (поворачивающие заготовку вокруг вертикальной или горизонтальной оси);
- подъемники (поднимающие заготовки вверх при расположении транспортера над станками);
- манипуляторы (передают заготовки с транспортера в зону обработки станка);
- транспортеры для уборки стружки и пр.
Для перемещения заготовок с одной рабочей позиции на другую применяют разные виды транспортеров: толкающие, цепные, подвесные, ленточные, роликовые, винтовые, инерционные, лотки, трубы и т. п.
Одна из модификаций шагового штангового транспортера с собачками показана на рис. 2, а. Для перемещения деталей, имеющих развитую опорную поверхность, эти транспортеры совершают возвратно-поступательное движение вдоль линии. Все детали 1, находящиеся на транспортере, за один цикл синхронно перемещаются на величину хода штанги 3 от пневмоцилиндра 4. При движении штанги 3 в обратном направлении собачки 2 проскальзывают под деталями.
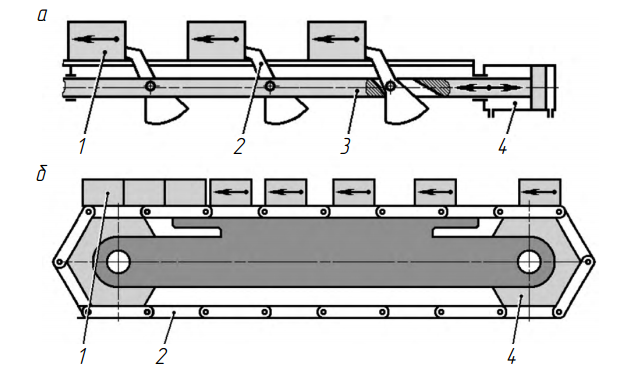
Рис. 2. Простейшие транспортные системы автоматических линий: 1 — деталь; 2 — перемещающий элемент транспортера; 3 — штанга; 4 — привод.
Цепные транспортеры (рис. 2, б) применяют на многих линиях, где надо непрерывно двигать заготовки в процессе обработки. Движение деталей 1 на таком транспортере не является синхронным. В конце транспортера детали обычно накапливаются в небольшом заделе. В качестве шаговых цепные транспортеры почти не применяют. Это объясняется тем, что обеспечить точное перемещение заготовок для их фиксации при базировании и зажиме на рабочих позициях цепной транспортер не может.
Транспортные системы бывают с жесткой, гибкой и смешанной связью.
Жесткая межоперационная связь характеризуется отсутствием или очень малой величиной межоперационных заделов. В АЛ с жесткой связью заготовки загружаются, обрабатываются, разгружаются и передвигаются от станка к станку синхронно через кратные промежутки времени и в случае остановки любого агрегата или устройства вся линия останавливается.
В АЛ из агрегатных станков для обработки корпусных деталей большей частью применяют транспортные системы с жесткой связью оборудования, к которым относятся шаговые конвейеры с убирающимися собачками или поворачивающимися флажками. В целях сокращения простоев в АЛ с жесткой связью применяют конвейеры с управляющимися собачками, которые позволяют производить небольшое межоперационное накопление деталей между станками.
Гибкая межоперационная связь обеспечивается наличием межоперационных заделов, размещаемых в накопителях или транспортной системе, что создает возможность при выходе из строя любого станка работу остальных агрегатов до истощения межоперационных заделов не прекращать. Показанные на рис. 2 штанговый и цепной конвейеры относятся к системам с жесткой и гибкой связью соответственно.
В АЛ с гибкой связью для обработки главным образом деталей типа тел вращения (кольца, фланцы, валики) чаще всего применяются транспортные системы в виде цепных, роликовых, винтовых и вибрационных конвейеров, подъемников, лотков. При гибкой связи координация перемещений деталей в линии отсутствует.
Для уменьшения потерь рабочего времени, связанного с наладкой отдельных станков АЛ, в линию встраивают накопительные устройства. Для этого сплошной поток разделяют на отдельные участки, каждый из которых при остановке других может работать самостоятельно В синхронных АЛ транспортная система практически не может быть использована в качестве накопителя заготовок Детали, находящиеся на холостых позициях линии, не могут расходоваться в период простоя отдельных станков В несинхронных АЛ накопители находятся между отдельными станками или участками В системах линий накопители находятся также между отдельными линиями.
Для обеспечения работы АЛ по обработке корпусных деталей наиболее простые накопители заделов выполняются в виде площадок-складов, расположенных на стыке участков линии. Такие накопители обслуживаются рабочими вручную.
Автоматизированные накопители заделов корпусных деталей бывают двух типов: проходные (транзитные) и тупиковые.
Проходные накопители характеризуются тем, что в них детали транспортируются и при нормальной работе, а не только при простое одной из смежных секций. Обычно в качестве проходного накопителя корпусных деталей используется транспортер для передачи заготовок из секции в секцию (рис. 3). Транспортер выполнен в виде бесконечной цепи со свободно вращающимися роликами 3. При достижении деталью 2 неподвижного упора 1 или ранее поданной детали ролики прокатываются по нижней поверхности детали 2 (см. ролик в разрезе).
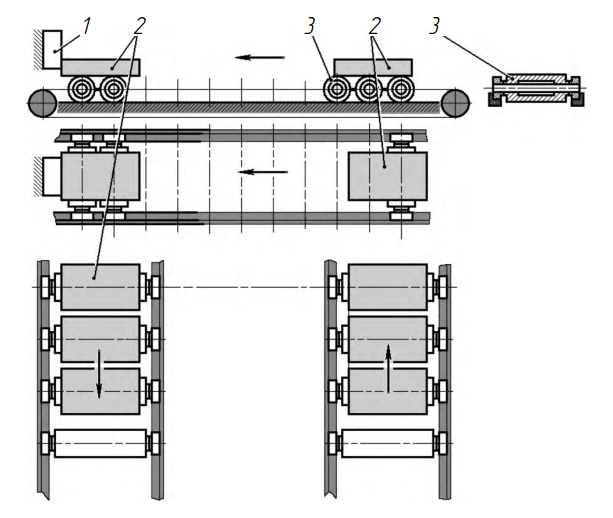
Рис. 3. Схема проходного накопителя заделов для корпусных деталей
Тупиковый накопитель (рис. 4) работает только при простое одной из смежных с ним секций. Секция 6 передает детали на позицию 8, соединенную с поперечным транспортером 5, а также с транспортером 7, предназначенным для передачи деталей в тупиковый накопитель заделов и из него Наличие деталей на позициях 2 и 8 контролируется конечными выключателями. Транспортер секции 6 выдает деталь на позицию 8 лишь при условии что на этой позиции нет детали.
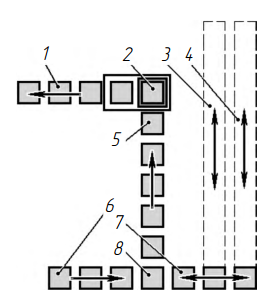
Рис. 4. Схема тупикового накопителя корпусных деталей
Транспортер секции 5 совершает ход вперед только в том случае, если на позиции 8 есть заготовка (ее он забирает), а на позиции 2 она отсутствует. Транспортер секции 1 совершает ход вперед, забирая деталь с позиции 2, лишь если на этой позиции есть деталь.
Эти условия соблюдаются при нормальной совместной работе секций. При простое секции 6 позиции 8 и 2 свободны (и транспортеры 5 и секции 1 не работают), и если на первом транспортере 3 накопителя есть деталь, то этот транспортер выдает деталь, транспортер 7 подает ее в позицию 8 и этим включаются транспортеры 5 и секции 1. Если начнет работать секция транспортера 7, то выдача деталей из накопителя прекращается. Если секция 6 не работает, то израсходуется весь запас и остановятся все транспортеры секций 6 и 1 и накопителя.
Если при нормальной работе с позиции 2 деталь не забирается секцией 1 и в накопителе есть свободная емкость, то с позиции 8 деталь забирается транспортером 7 и штанга накопителя начинает работать на накопление до тех пор, пока не начнет работать секция 1 или не окажется израсходованной емкость накопителя.
Уменьшение потерь не единственный критерий для деления линии на секции. Накопитель заделов вводится между двумя смежными станками, только если это не связано с крупными затратами Иногда накопители совсем не применяются из-за больших затрат на их устройство.
В качестве накопителей мелких деталей используются бункера.
Емкость накопителей заделов зависит от средней длительности простоя секции. Бункер для накопления мелких заготовок должен вмещать не меньше десятикратного числа заготовок, нужных для ликвидации простоя средней длительности На линиях для крупных деталей в накопителе собирают столько деталей, чтобы их хватило на время работы линии, превышающее простой в 1,5-6 раза. К чрезмерному увеличению размеров накопителей надо относиться осторожно и помнить, что незавершенное производство, создаваемое накопителями, отрицательно влияет на экономические показатели работы АЛ.
На многих автоматических линиях выполняется обработка деталей с двух сторон. Для изменения стороны обработки деталь надо повернуть. Механизмы изменения ориентации обрабатываемых деталей зависят от вида связи между станками: жесткая она или гибкая. При жесткой связи используются кантователи — поворотные столы, выполняющие эту операцию в строго определенном порядке. Во втором случае чаще используются разные загрузочные устройства или их элементы, использующие профиль детали и силы тяжести, разные упоры и ограничители.
Гидравлические механизмы поворота выполняют на основе гидроцилиндра в совокупности с зубчатой передачей и обгонной муфтой, в сочетании с мальтийским крестом или рычажно-храповым механизмом, а также на основе гидродвигателя или однополостного гидромотора. Аналогичные схемы имеют пневматические и пневмогидравлические механизмы поворота В электрических механизмах применяют асинхронные или шаговые электродвигатели Из механических механизмов поворота наиболее часто применяют рычажные, мальтийские, кулачковые и зубчатые.
После перемещения заготовки по транспортеру к станку в дело вступает загрузочное устройство. По месту расположения загрузочные устройства делятся:
- на непосредственно встроенные в автоматы и являющиеся их неотъемлемыми узлами и работающие от общего привода;
- расположенные около станков и между участками линии и имеющие самостоятельный привод
По характеру подачи деталей загрузочные агрегаты делят на непрерывные и циклические. Они приводятся в действие от механического, гидравлического или пневматического привода.
В зависимости от принятого метода накопления деталей устройства делят:
- на бункерные (мелкие детали в них располагаются навалом);
- магазинные (детали в емкости располагаются ориентированно в один ряд);
- штабельные (детали в емкости располагаются ориентированно в несколько рядов или слоев)
По конструктивному исполнению загрузочные устройства делят на цепные, фрикционные, трубчатые, дисковые и лотковые. Детали могут перемещаться под действием подающего диска, толкателя, цепи, вибрационного механизма, вращающихся щеток и других механизмов, а также под действием силы тяжести.
Среди загрузочных приспособлений как наиболее совершенные надо выделить манипуляторы и промышленных роботов.
Зажимные приспособления АЛ, как уже говорилось, есть двух видов: стационарные и приспособления-спутники.
Стационарные приспособления являются частью станка АЛ. В них подают, устанавливают, закрепляют и обрабатывают заготовки с надлежащим направлением режущего инструмента. После обработки заготовку открепляют, удаляют из приспособления и передают на транспортирующее устройство для перемещения на следующий станок Стационарные зажимные приспособления обычно одноместные однопозиционные, реже многопозиционные (поворотные) и многоместные. Эти приспособления автоматических линий имеют свои особенности. Заготовки в эти приспособления подаются и устанавливаются простейшим движением транспортирующего устройства линии В качестве установочных элементов используют опорные планки и два выдвижных пальца с коническими фасками. По сложной траектории (дуги и прямые) с помощью автооператоров заготовки деталей типа тел вращения обычно подаются в центры станков.
Автоматический контроль правильности установки заготовки в приспособление предупреждает брак и аварии. Работа приспособлений жестко согласована с действиями станка и конвейера.
Приспособления-спутники представляют собой устройства, которые несут закрепленные в них заготовки по всей трассе АЛ. Их применяют для обработки заготовок сложной конфигурации, реализуя принцип постоянства установочных баз Приспособление- спутник обычно представляет собой плиту прямоугольной формы с базовыми и зажимными элементами. В начале линии на спутнике вручную устанавливают и закрепляют заготовку Дальнейшее перемещение спутника с заготовкой не отличается от перемещения корпусной заготовки. Как и у корпусной детали, у плиты приспособления-спутника есть опорная поверхность и два установочных отверстия В конце линии заготовку открепляют и снимают Приспособления-спутники, кроме повышения качества обработки заготовки, усложняют АЛ из-за необходимости их возврата, удорожают ее и вынуждают организовывать жесткую транспортную связь.
Большой проблемой на автоматических линиях является удаление стружки. Ее удаляют из рабочей зоны станков, смывая эмульсией, сдувая сжатым воздухом или перемещая подвижными элементами станков и конвейера. При обработке деталей из чугуна без охлаждения применяется отсасывание металлической стружки и графитовой пыли с помощью гидроциклонов. Удаление стружки из отверстий производится выдуванием или вытряхиванием на спецустройствах. В особенно затруднительных случаях применяют экзотические методы вроде взрыва. Для улучшения отвода сливной стружки и предотвращения ее сворачивания в клубок на режущем инструменте применяют стружколомы, с опорных поверхностей приспособлений такую стружку смывают и сдувают Для обеспечения чистоты опорных поверхностей детали моют на встроенных в АЛ моечных машинах. После удаления со станка стружку транспортируют двумя способами: конвейерами, расположенными вне линии и встроенными в линию При этом используются скребки, шнеки, виброимпульсы, смыв стружки струей СОЖ из сопел, расположенных вдоль канала для удаления стружки, с помощью электромагнитов
3. Системы управления АЛ
Завершает и объединяет в одно целое конструкцию автоматической линии система управления, которая вместе с комплексом механизмов рабочих и холостых ходов является обязательной составной частью автоматической машины, выполняющей заданный технологический процесс без участия человека Система управления определяет характер взаимодействия управляемых рабочих органов автоматической машины и объединяет:
- систему управления всеми движениями и очередностью работы основных и вспомогательных механизмов;
- системы блокирования и сигнализации, обеспечивающие безаварийность работы основных и вспомогательных механизмов;
- систему регулирования, служащую для подналадки станков и инструментов;
- систему контроля, служащую для анализа результатов обработки
В системах управления АЛ применяют электрические, гидравлические и пневматические устройства связи, которые делятся:
- на внешние (обеспечивают согласование работы независимых друг от друга участков АЛ);
- внутренние (цепи управления, обеспечивающие последовательную работу отдельных механизмов станков, входящих в АЛ);
- промежуточные (обеспечивают согласованную работу отдельных станков какого-либо участка АЛ);
- вспомогательные (согласовывают работу отдельных агрегатов с другими системами управления).
Внешние и вспомогательные связи почти всегда бывают электрическими, а промежуточные — комбинированными (электромеханическими, электрогидравлическими или электропневматиче- скими) . Внутренние связи обеспечиваются разными устройствами: механическими, электрическими, пневматическими, гидравлическими или их комбинацией. На автоматических линиях управление последовательностью фаз работы агрегатов, в зависимости от назначения и состава оборудования, размера линии, а также длительности цикла ее работы, бывает централизованным, децентрализованным или смешанным.
Система управления автоматической линии включает программоноситель, считывающее устройство, устройство ввода программы, передаточно-преобразующее устройство, исполнительное устройство, систему обратной связи. Основными программоносителями, от которых поступают команды управления АЛ, являются:
- передвижные упоры (например, в АЛ применяются силовые столы, на верхнюю плоскость которых устанавливаются шпиндельные узлы с самостоятельным приводом вращения — фрезерные, расточные, револьверные бабки Включение различных этапов цикла стола происходит по команде, поступающей от конечного выключателя после нажатия на него упора);
- распределительные валы с кулачками (например, при включении в АЛ многошпиндельных или одношпиндельных токарных автоматов, управляемых от одного или двух распределительных валов — при включении в АЛ специализированных станков);
- копиры (например, те же гидрокопировальные токарные полуавтоматы);
- перфоленты, компакт-диски, флэш-карты.
Управление каждого отдельного станка обязательно согласуется с общим управлением АЛ.
Конструкции и оборудование автоматических линий.
Автоматические линии из агрегатных станковприменяют для обработки корпусных деталей. Агрегатные станки автоматических линий имеют свыше 70 % нормализованных узлов, поэтому они получили широкое распространение. На рисунок 2 показана типовая схема автоматической линии из агрегатных станков. Обрабатываемые заготовки, последовательно проходя через все позиции обработки, не снимаются с транспортера. В каждой рабочей позиции заготовки фиксируются и зажимаются в стационарных приспособлениях.
В состав автоматической линии помимо станков входят транспортная система и система управления. Транспортная система состоит из устройства для перемещения деталей, загрузочных, поворотных, ориентирующих устройств, приспособлений для установки и закрепления обрабатываемых заготовок, устройств для отвода стружки и накопителей заделов.
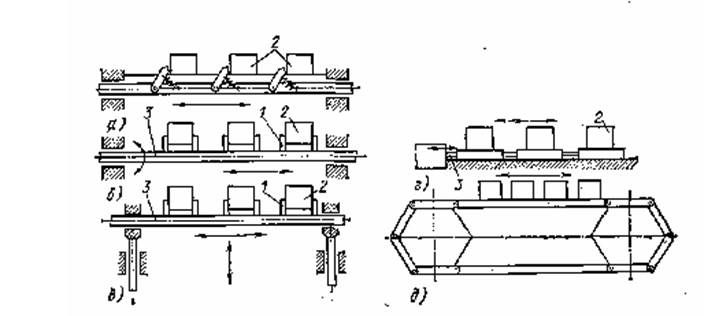
Рисунок 2 — Конвейеры
Устройства для перемещения деталей. В автоматических линиях для перемещения обрабатываемых заготовок с одной рабочей позиции на другую применяют различные транспортные средства — конвейеры, механические руки, а также лотки и трубы и т. п. Например, для перемещения корпусных деталей, а также деталей, закрепленных в приспособлениях-спутниках, применяют качающиеся конвейеры. Кроме качающихся конвейеров в автоматических линиях применяют цепные, ленточные и другие конвейеры.
Качающийся конвейер с собачками показан на рисунок 2, а. При перемещении заготовок 2 эти конвейеры совершают возвратно-поступательное движение вдоль линии. Качающиеся штанговые конвейеры с флажками (рисунок 2, б) обеспечивают точное перемещение и базирование заготовок на рабочих позициях станков линии. Качающиеся конвейеры с флажками совершают прямолинейное возвратно-поступательное движение и вращательное движение штанги 3 с флажками 1 вокруг своей оси. Заготовки 2 перемещаются только при движении штанги вперед.
У качающегося грейферного конвейера с флажками (рисунок 2, в) штанга 3 при перемещении заготовок на линии последовательно выполняет два возвратно-поступательных движения (в горизонтальном и вертикальном положениях). Заготовки 2 перемещаются флажками 1.
На толкающих качающихся конвейерах (рисунок 2, г) обрабатываемые заготовки 2 перемещаются штоком 3 гидро- или пневмоцилиндра, который давит на заготовку, находящуюся в соприкосновении со штоком. При движении штока вперед все находящиеся на конвейере обрабатываемые заготовки перемещаются одновременно.
Цепные конвейеры (рисунок 2, д) применяют на многих линиях, где требуется непрерывное перемещение заготовок в процессе их обработки. В качестве качающихся цепные конвейеры почти не применяют. Это объясняется тем, что точное перемещение обрабатываемых заготовок для их фиксации при базировании и зажиме на рабочих позициях цепной конвейер не обеспечивает.
Приспособления для установки и закрепления заготовокна автоматических линиях применяют двух видов: стационарные и приспособления-спутники. Стационарные приспособления предназначены только для выполнения определенной операции обработки на одном определенном агрегате (станке). Эти приспособления выполняют следующие функции: предварительное ориентирование заготовки, базирование, окончательное ориентирование и фиксирование ее в этом положении, закрепление и раскрепление, направление режущих инструментов при обработке. В стационарных приспособлениях заготовки устанавливаются автоматически. Это осуществляется специальными питателями, которые могут совершать относительно простые пространственные перемещения заготовок. Следовательно, подача заготовок с конвейера в стационарное приспособление, установка их на базовые поверхности, фиксация, закрепление, раскрепление и перемещение из рабочей зоны станка на конвейер должны осуществляться простыми транспортными движениями питателя. Стационарные приспособления используют на автоматических линиях в основном для заготовок, неподвижных при обработке (головки и блоки цилиндров двигателей и т. д.).
На многих автоматических линиях применяют приспособления-спутники. Они служат для закрепления заготовок сложной конфигурации, не имеющих удобных поверхностей для надежного базирования при транспортировании и обработке. Эти приспособления сохраняют ориентацию при транспортировании и легко базируются, фиксируются и закрепляются в рабочих позициях линии. Установку и закрепление заготовок в таких приспособлениях, а также освобождение и удаление готовых деталей осуществляют вручную или автоматически с помощью специальных устройств, установленных в начале линии.
Накопительные устройства.Для уменьшения потерь рабочего времени, связанного с наладкой отдельных станков автоматической линии, ее разделяют на отдельные участки, каждый из которых при остановке других может работать самостоятельно. Чтобы каждый участок линии мог работать независимо от других, перед началом каждого из участков создают межоперационные заделы. Для приема, хранения и выдачи деталей из межоперационных заделов на линиях применяют специальные автоматические накопители. Накопительные устройства делятся на два вида: транзитные (проходные) и тупиковые. Транзитные накопители устроены так, что заготовки перемещаются в них при нормальной работе линии, т. е. для выдачи из накопителя одной заготовки необходимо перемещать все заготовки, находящиеся в нем. Тупиковые накопители сконструированы так, что при бесперебойной работе двух смежных участков линии поток деталей с предыдущего участка поступает на последующий, минуя накопитель. Накопитель включается в работу только в случае остановки предыдущего участка линии.
Система управления автоматическими линиями. Для последовательной работы всех механизмов автоматических линий применяют комплекс автоматического управления, включающий:
а) систему управления всеми движениями и очередностью работы основных и вспомогательных механизмов;
б) систему блокирования, обеспечивающую безаварийность работы машин, механизмов и инструментов;
в) систему регулирования, служащую для подналадки станков и инструментов;
г) систему контроля, служащую для контроля размеров обрабатываемых заготовок;
д) систему сигнализации, облегчающую обслуживание линии;
е) программируемые контроллеры.
В перечисленных системах автоматического управления применяют электрические, гидравлические и пневматические устройства связи. Устройства связи (цепи управления), в свою очередь, подразделяют на внешние, внутренние, промежуточные и вспомогательные.
Внешние связи управления обеспечивают согласованную работу нескольких независимых друг от друга участков автоматической линии. Промежуточные связи обеспечивают согласованную работу отдельных станков какого-либо участка. Внутренние связи представляют собой цепи управления, обеспечивающие последовательную работу отдельных механизмов станков, входящих в автоматическую линию. Вспомогательные связи управляют последовательностью фаз работы отдельных агрегатов с другими системами управления. Внешние и вспомогательные связи почти всегда бывают электрическими, а промежуточные— комбинированными (электромеханическими, электрогидравлическими или электропневматическими). Внутренние связи — механические, электрические, пневматические, гидравлические или комбинированные.
На автоматических линиях применяют различные системы управления последовательностью фаз работы основных и вспомогательных агрегатов (централизованные, децентрализованные и смешанные), которые выбирают в зависимости от назначения и состава оборудования, размера линии, а также длительности цикла ее работы.
Удаление стружки. В автоматических линиях применяют следующие способы удаления стружки: механический — с помощью скребков, щеток, винтовых конвейеров и т. п.; гравитационный, когда стружка подается на наклонную плоскость и скатывается в специальный стружкосборник; смывание стружки струей жидкости; сдувание стружки сжатым воздухом; с помощью электромагнитов.
Снабжение автоматических линий смазочно-охлаждающими жидкостямиможет осуществляться несколькими способами:
а) централизованным от общезаводской системы;
б) от специально изготовленной для данной линии станции очистки и подачи смазочно-охлаждающих жидкостей к отдельным станкам (применяют при отсутствии централизованного способа снабжения);
в) от местных станций для очистки и подачи смазочно-охлаждающих жидкостей (станции установлены на тех станках линии, обработку на которых производят с охлаждением).
Похожие записи:
- АВТОМАТИЧЕСКИЕ ЛИНИИ СТАНКОВ — ОБОРУДОВАНИЕ ДЛЯ СТАРТА ВАШЕГО БИЗНЕСА
- ТЕХНОЛОГИЯ МАШИННОЙ ФОРМОВКИ
- Индустриальное (техническое) масло — что это: характеристики, виды, применение, производители, ГОСТ
- Порошковые краски, порошковая краска купить в Москве, купить краску порошковую в Москве, краска ral порошковая
Автоматическая линия
![]()
![]()
- Автоматическая линия — группа машин, которые, имея общие механизмы управления, автоматически выполняют в технологической последовательности цикл операций по обработке изделий. Автоматическая линия оборудована автоматическими транспортными средствами для перемещения изделий от одной машины к другой.
Автоматизация производства, с помощью автоматических линий является одним из самых простых, надежных и важных направлений технического прогресса. Среди других направлений развития автоматизации надо назвать системы программного управления и кибернетические системы с логическим управлением. При обработке на автоматической линии изделие последовательно перемещается от одной машины к другой. Он устанавливается и закрепляется в определенном положении для обработки сам или вместе с устройством, перемещая его.
Связанные понятия
Агрегатный станок — металлорежущий станок, который состоит в основном из оптимального числа деталей (унифицированных) кинематически не связанных между собой агрегатов. Единой системой управления задается взаимозависимость и последовательность движения агрегатам станка. В основном агрегатные станки применяются на заводах массового производства. Станки обладают большим экономическим эффектом. На этих станках можно выполнять: сверление, зенкерование, растачивание, фрезерование, нарезание внутренних.
Поточная линия — комплекс оборудования, взаимосвязанного и работающего согласовано с заданным ритмом по единому технологическому процессу. Рабочие места размещаются в соответствии с последовательностью технологического процесса. Поточная линия обеспечивает непрерывность технологического процесса, позволяет его механизировать. Поточная линия называется также конвейером, так как главной её частью обычно является конвейер — механизм для непрерывной транспортировки.
Станочное приспособление — устройство для базирования и закрепления заготовки при обработке на металлорежущем станке.
Металлоре́жущий стано́к — агрегатный механизм (станок), предназначен для обработки металлических и неметаллических заготовок. Обычно имеет шпиндель либо планшайбу. Работы на данном оборудовании осуществляются механическим способом с применением резцов, свёрл и пр. режущего инструмента.
Расточные станки — группа металлорежущих станков, предназначена для обработки заготовок крупных размеров в условиях индивидуального и серийного производства. На этих станках можно производить растачивание, сверление, зенкерование, нарезание внутренней и наружной резьб, обтачивание цилиндрических поверхностей, подрезку торцов, цилиндрическое и торцовое фрезерование. Иногда на расточных станках можно произвести окончательную обработку заготовки корпусной детали без перестановки её на другие станки.
Упоминания в литературе
Управление автоматическими линиями осуществляется с помощью автоматизированной системы управления, обслуживающий персонал ведёт наблюдение (контроль) за работой агрегатов, обеспечивает их ремонт и наладку. Наиболее распространены роторные и роторно-конвейерные линии. Роторные автоматические линии состоят из рабочих и транспортных роторов, соединённых общим приводом. Рабочий ротор представляет собой жёсткую систему, на которой монтируется группа орудий обработки заготовки. Транспортные роторы (барабаны или диски) передают заготовки с одного рабочего ротора на другой и транспортируют готовые изделия. Рабочие и транспортные роторы работают синхронно, передавая заготовки с одной технологической операции на другую. На автоматических роторных линиях выполняются операции штамповки, прессования, сборки и т. д. Они часто применяются для штамповки деталей (напр., радиодеталей), в производстве изделий из пластмасс, в пищевой промышленности для расфасовки и упаковки продуктов и т. д. Роторные линии имеют высокую производительность, однако число выполняемых на них операций, их последовательность и время выполнения жёстко ограничены. Гораздо более гибкими являются роторно-конвейерные линии, на которых детали передвигаются конвейером, огибающим рабочие роторы.
Механическая обработка сборочных единиц чаще производится на полуавтоматических и автоматических линиях , в которых последовательно установлен ряд станков, соединенных конвейерами, перекладчиками и загрузочными устройствами.
На деревообрабатывающем станке получают изделия и материалы из дерева: доски, брус, фанеру, древесные плиты, конструкции для изготовления мебели, окна, двери, тару, лыжи, паркет, перекрытия, музыкальные инструменты, детали для декоративной отделки интерьеров. Деревообрабатывающие станки используются на деревообрабатывающих заводах и в небольших мастерских. Комбинированный станок, способный выполнять разные действия, имеет несколько шпинделей, установленных на общей станице, универсальный имеет один шпиндель, но на нем устанавливают разные деревообрабатывающие инструменты. Механизм привода электрический, применяется также и дистанционное управление. Обработка древесины существовала очень давно, так как дерево использовалось и в домостроении, в судостроении, для изготовления мебели, посуды, оружия, различных конструкций. Но инструменты для деревообработки были примитивными и низкопроизводительными. Деревообрабатывающая промышленность как отрасль появилась в начале в. И с середины XIX в., с общим ростом машиностроения стала интенсивно развиваться. В России в конце в. началось фабричное изготовление мебели, фанеры и других изделий из древесины, но технический уровень производства отставал от развитых стран. Но в начале XX в. уже появились хорошо оснащенные предприятия по деревообработке, в основном лесопильные, в Архангельске, Онеге. В 30-е гг. XVIII в. рост деревообрабатывающих предприятий увеличился, что связано с общим развитием промышленности в стране. Деревообрабатывающие заводы были построены на Урале, Красноярске, Днепропетровске, Киеве, Ленинграде, Тавде, Карелии, на Дальнем Востоке и северо-западе. Сейчас деревообрабатывающая промышленность – это хорошо оснащенная, перспективная и развивающаяся отрасль народного хозяйства. На больших деревообрабатывающих заводах работают станки-автоматы, станки-комбайны, автоматические линии с дистанционным управлением.
Связанные понятия (продолжение)
Технологи́ческий проце́сс (сокращенно ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
Выправочно-подбивочно-отделочная машина — путевая машина непрерывного действия, выполняющая за один проход комплекс работ: дозировку и уплотнение балласта, подбивку, выправку и отделку железнодорожного пути. Применяется на железнодорожном транспорте при строительстве, ремонте и текущем содержании пути.
Станок — машина (агрегатный механизм), используемая (как правило, в промышленности) для обработки различных материалов, либо приспособление для выполнения чего-либо.
Автоматизация технологического процесса — совокупность методов и средств, предназначенная для реализации системы или систем, позволяющих осуществлять управление самим технологическим процессом без непосредственного участия человека, либо оставления за человеком права принятия наиболее ответственных решений.
Литьё полимеров под давлением — технологический процесс переработки пластмасс путём впрыска расплава полимера под давлением в литьевую форму с последующим его охлаждением. Термин — литье под давлением отражает особенность процесса формования, когда для компенсации объемной и линейной усадки используются значительные давления расплава при заполнении и охлаждении в оформляющей полости (литьевой форме).
Ба́ровая маши́на — машина, оснащённая баровым рабочим органом. Баровые машины используются преимущественно в горном деле и земельных работах.
Конвейерное производство — система поточной организации производства на основе конвейера, при которой оно разделено на простейшие короткие операции, а перемещение деталей осуществляется автоматически. Это такая организация выполнения операций над объектами, при которой весь процесс воздействия разделяется на последовательность стадий с целью повышения производительности путём одновременного независимого выполнения операций над несколькими объектами, проходящими различные стадии.
Числовое программное управление (сокр. ЧПУ; англ. computer numerical control, сокр. CNC) — область техники, связанная с применением цифровых вычислительных устройств для управления производственными процессами.Оборудование с ЧПУ может быть представлено.
Система числового программного управления (СЧПУ) «Электроника НЦ-31» — это система контурного управления типа ЧПУ. Она предназначена для оперативного управления станками со следящими электроприводами по двум линейным осям, главным приводом и измерительными фотоимпульсными датчиками. Система позволяет создавать мультипроцессорные конфигурации (до четырёх процессоров), стандартная корзина позволяет использовать два процессора, но во всех станочных применениях используется однопроцессорная конфигурация.
Ремонтопригодность — свойство объекта техники, характеризующее его приспособленность к восстановлению работоспособного состояния после отказа или повреждения.
Дорожная фреза (холодная фреза) — дорожная машина, предназначенная для рыхления и измельчения грунта (в том числе асфальтобетонных покрытий). Делятся на самоходные, навесные и прицепные. Используются для фрезерования (удаления) верхнего слоя дорожных покрытий и, в некоторых случаях, последующего сбора снятого материала для повторного использования. Часто используются при ремонте автомобильных дорог.
Электроэрозионная обработка (аббр. ЭЭО) — Обработка, заключающаяся в изменении формы, размеров, шероховатости и свойств поверхности электропроводной заготовки под действием электрических разрядов, возникающих между заготовкой и электродом-инструментом.
Конвейерная лента (транспортёрная) — тяговый и грузонесущий орган ленточного конвейера. Ленточный конвейер является одним из многих типов конвейерных систем, который состоит из двух или более шкивов (иногда называют барабаны или ролики) с бесконечной петлей — конвейерной ленты, которая вращается вокруг них. Один или оба шкива приводятся в действие, перемещая ленту и материал по ней. Приводной шкив называется приводным шкивом (барабаном), в то время как шкив без питания называется натяжным шкивом.
Механическая обработка — обработка изделий из стали и других материалов с помощью механического воздействия с применением резца, сверла, фрезы и другого режущего инструмента. Сам процесс обработки осуществляется на металлорежущих станках, в установленном порядке согласно технологическому процессу.
Модельно-ориентированное проектирование (МОП) — это математический и визуальный метод решения задач, связанных с проектированием систем управления, обработки сигналов и связи. МОП часто используется при управлении движением в промышленном оборудовании, аэрокосмической и автомобильной промышленности. МОП является методологией, применяемой при разработке встроенного программного обеспечения.
Технологическая операция — это часть технологического процесса, выполняемая непрерывно на одном рабочем месте, над одним или несколькими одновременно обрабатываемыми или собираемыми изделиями, одним или несколькими рабочими.
Обрабо́тка ре́занием — обработка, заключающаяся в образовании новых поверхностей отделением поверхностных слоёв материала с образованием стружки. Осуществляется путём снятия стружки режущим инструментом (резцом, фрезой и пр.).
Взаимозаменяемость — свойство элементов конструкции, изготовленных с определённой точностью геометрических, механических, электрических и иных параметров, обеспечивать заданные эксплуатационные показатели вне зависимости от времени и места изготовления при сборке, ремонте и замене этих элементов.
Хонингова́ние — вид абразивной обработки конических и цилиндрических поверхностей, который позволяет устранять шероховатости на поверхности заготовок, корректировать их геометрическую форму и повышать точность их габаритных размеров. Проводится с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических поверхностей путём совмещения вращательного и возвратно-поступательного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным.
Зубофрезерование – один из видов лезвийной обработки, обеспечивающий нарезание зубчатых колес эвольвентного профиля: цилиндрических (прямозубых и косозубых) колес внешнего зацепления, червячных колес. Операция зубофрезерования выполняется на специальных зубофрезерных станках, обеспечивая высокую точность и качество поверхности детали. Режущий инструмент, используемый для обработки заготовок – червячная модульная фреза.
Конструкторская документация (КД) — графические и текстовые документы, которые, в совокупности или в отдельности, определяют состав и устройство изделия и содержат необходимые данные для его разработки, изготовления, контроля, эксплуатации, ремонта и утилизации.
Промышленная автоматика — общее название разнообразных механических, электрических, пневматических, гидравлических и электронных устройств, применяемых для автоматизации технологических процессов, дискретных, непрерывных и гибридных производств — ТЭЦ, конвейеров, станков с числовым программным управлением, промышленных роботов, зданий, а также транспортных средств и транспортной инфраструктуры, систем логистики.
Смазочно-охлаждающая жидкость (СОЖ) — обобщённое наименование разнообразных жидких составов, используемых главным образом при обработке металлов резанием или давлением. Наиболее распространенные СОЖ — нефтяные масла (обычно с противоизносными и противозадирными присадками) и их 3-10% водные эмульсии. Часто в отношении СОЖ применяют более корректный технический термин жидкое смазочно-охлаждающее технологическое средство (СОТС).
Стапель — оборудование для восстановления рамы и геометрии кузова автомашины, устройство, которое позволяет выправлять кузов до нормативных параметров путём приложения разнонаправленных усилий.
Лазерная резка — технология резки и раскроя материалов, использующая лазер высокой мощности и обычно применяемая на промышленных производственных линиях. Сфокусированный лазерный луч, обычно управляемый компьютером, обеспечивает высокую концентрацию энергии и позволяет разрезать практически любые материалы независимо от их теплофизических свойств. В процессе резки, под воздействием лазерного луча материал разрезаемого участка плавится, возгорается, испаряется или выдувается струей газа. При этом.
Трудоёмкость — количество рабочего времени человека, затрачиваемого на производство единицы продукции. Трудоёмкость обратно пропорциональна показателю производительности труда (количеству продукции, вырабатываемой за единицу рабочего времени). Понятие трудоёмкости тесно связано с понятием капиталоёмкости (количества капитала, затрачиваемого на производство единицы продукции).
Конве́йер (от англ. convey «передавать») — машина непрерывного транспорта, предназначенная для перемещения сыпучих, кусковых или штучных грузов.
Термопластавтомат (ТПА) — инжекционно-литьевая машина, применяемая для изготовления деталей из термопластов методом литья под давлением.
Узел (сборочная единица) — изделие, составные части которого (детали) подверглись соединению между собой сборочными операциями на предприятии-изготовителе.
Металлические конструкции (также: металлоконструкции, сокр.: МК) — общее название конструкций из металлов и различных сплавов, используемых в различных областях хозяйственной деятельности человека: строительстве зданий, станков, масштабных устройств, механизмов, аппаратов и т. п.
Для контроля расхода и учёта воды и теплоносителя с 40-х годов XX века в промышленности применяются электромагнитные расходомеры. Неоспоримые достоинства электромагнитных расходомеров — отсутствие гидродинамического сопротивления, отсутствие подвижных механических элементов, высокая точность, быстродействие — определили их широкое распространение.
Листогиб или листогибочный пресс — устройство для холодной гибки листового металла.
Формо́вка — технологический процесс изготовления форм, придания формы воплощается в огромном спектре разнообразных производств. В литейном производстве применяется как при самом литье, так и при изготовлении форм для литья. При изготовлении железобетонных изделий, используют процессы экструзии, виброформования, послойного виброформования. В пищевой промышленности — это хлебопечение, кондитерское производство. Широко используются технологии формовки листовых материалов.
Автоматическая сварка металлов — механизированный способ неразъемного соединения изделий (деталей, полуфабрикатов) из металлов в результате их местного расплавления.
Препреги (англ. pre-preg, сокр. от pre-impregnated — предварительно пропитанный) — это композиционные материалы-полуфабрикаты.
Фре́зерные станки́ — группа металлорежущих и деревообрабатывающих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное (иногда осуществляется одновременно вращающимся.
Ротационная вытяжка — способ изготовления полых тел вращения из листовых или из полых заготовок.
Автома́тика (от греч. αύτόματος — самодействующий) — отрасль науки и техники, которая разрабатывает технические средства и методы для осуществления технологических процессов без непосредственного участия человека.
Ультразвуковая сварка — сварка, источником энергии при которой являются ультразвуковые колебания.
Счётчик воды (водосчётчик) — прибор, предназначенный для измерения и учёта объёма воды, проходящего по водопроводу в месте установки счётчика. Как правило, объём измеряется в кубометрах или литрах. Также в качестве единиц измерения могут применяться галлоны, кубические футы и другие единицы измерения. Наиболее частое практическое применение водосчётчиков — учет расхода воды.
Объёмный гидропривод — это гидравлический привод, в котором используются объёмные гидромашины. Термин происходит от того, что принцип действия объёмных гидромашин основан на попеременном заполнении рабочего объёма жидкостью и вытеснения жидкости из него. Объёмный гидропривод машин позволяет с высокой точностью поддерживать или изменять скорость машины при произвольном нагружении, осуществлять слежение — точно воспроизводить заданные режимы вращательного или возвратно-поступательного движения, усиливая.
Строительно-дорожные машины — группа машин (автомобильной техники), предназначенных для проведения строительных работ, а также для эксплуатации и содержания дорог. Несмотря на широкое употребление, термин «строительно-дорожные машины» не является устоявшимся. Употребляется также термин «дорожно-строительные машины». В отношении данного класса машин применяются аббревиатуры СДМ и ДСМ.
Электротехни́ческая сталь, также имеет названия динамная сталь, трансформаторная сталь, кремнистая электротехническая сталь — сплав железа обычно с кремнием, иногда легированный алюминием, готовый продукт выпускается в виде тонких листов толщиной от 0,05 до 2 мм.
Гидравлический двигатель (гидродвигатель) — гидравлическая машина, предназначенная для преобразования гидравлической энергии в механическую. К гидродвигателям относят гидромоторы, гидроцилиндры, гидротурбины и поворотные гидродвигатели.
Автомобильные весы могут использоваться в различных отраслях промышленности, где требуется взвешивание транспорта, гружёного сырьём: металлургия, горнодобывающая промышленность, топливно-энергетический комплекс, строительство и т.д. На базе автомобильных весов проектируются и внедряются.
Автоматические линии — массовая автоматическая обработка станками
![]()
На рисунках представленных ниже всё конечно смотрится довольно красиво, но на практике надо провести очень большие расчеты и доводки корпуса, особенно с демфированием и жёсткостью стенок колонок. Также хочу отметить важность самих динамиков при расчете короба для ТЛ. В зависимости от динамика и различных физических свойств — абсорбирующего материала, длина канала будет регулироваться во время процесса проектирования для настройки и устранения неровностей в его отклике. Внутреннее разделение обеспечивает существенную фиксацию всей структуры, уменьшая изгиб и окраску короба. Внутренние поверхности канала или линии обрабатываются абсорбирующим материалом демпфируются , чтобы обеспечить правильное следование частоты.
Поиск данных по Вашему запросу:
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Т-линия четверть волновой корпус. Что получилось?
Книгу акустические системы своими руками гапоненко
Динамики: Высокочастотные Купольные среднечастотники 2. Но мало кто сейчас задаётся вопросом, почему эти заблуждения так долго считались истиной и за критику ложных утверждений можно было взойти на костёр.
Всё дело в том, что мало кто тогда, да и сейчас тоже, вообще задумывается над тем, что делает, тем более говорит, а думает только то, чему научили в школе или в семинарии. Большинство почему-то считает, что считание на калькуляторе по формулам или выискивание в интернете новых программ это и есть работа ума, они, наверняка, в детском саду считали, что сборка домика из кубиков — это тяжёлый физический труд.
Скорее всего они это дело не любили и приходилось их заставлять. А ведь нет формул или программ построения домиков или во всяком случае дети их не знают, но у одних получается, а у других всё разваливается.
Построение акустической системы разумнее начинать с низкочастотного оформления, поэтому корпус является основой будущей системы и определяет внешнюю привлекательность и бытовую функциональность будущей системы не говоря уже о звуке.
Выбирая себе колонки, многие любители задаются вопросом, какой тип корпуса лучше, иногда покупая колонки, просят динамик потяжелее, считая, что чем больше и тяжелее диффузор, чем толще подвес и больше ход, тем глубже бас.
Есть множество книг с уймой формул, которые громоздятся друг на друга, следуют одна из другой, и порой создаётся впечатление, что кто-то специально запутывает следствие, хотя чаще всего всё написано правильно, тем более, что в конце всегда есть внушительный список используемой литературы, так, что достаточно прочитать пару книжек и нет смысла повторяться.
Всё дело в том, что при помощи формул легче обьяснять сложные закономерности, а компьютерные программы пишут для зарабатывания денег или для престижа и рекламы фирмы производителя. Они предназначены скорее для обучения и, если без формул непонятно как решить проблему построения акустики, то и с формулами ничего не выйдет.
Задача акустического оформления состоит в согласовании колебаний достаточно жёсткого диффузора с воздухом, у которого плотности почти нет.
Есть несколько основных видов и масса комбинаций и промежуточных вариантов. Некоторые из них мы рассмотрим. Открытое акустическое оформление или акустический экран представляет собой такой тип оформления, в котором излучению обеих сторон диффузора ничего не мешает. Точнее они находятся в одинаковых условиях.
Это может быть как просто головка динамическая, установленная на подставке или кронштейне, так и головка установленная в акустический экран, который, в свою очередь может быть плоским, изогнутым и или с небольшими боковыми стенками. Основным преимуществом открытых АС является то, что в них не ухудшаются никакие акустические параметры, например не повышается резонансная частота применяемой головки, не изменяется добротность, не ухудшается динамика излучаемых колебаний в отличии от всех других оформлений.
Излучатель необходимо размещать не симметрично относительно центра экрана, в этом случае на частотной характеристике системы не возникнет пик и провал из-за акустического короткого замыкания. В настоящее время используется редко, в основном из-за непонимания преимуществ ОАО, но в то же время находят применение в автомобилях, где динамик устанавливается на заднюю полку и неплохо работает благодаря небольшому объёму салона. Однако открытое акустическое оформление имеет неоспоримое преимущество перед любыми другими, в нём полностью исключено отражение звуковых волн от близко расположенных внутренних поверхностей боковых, верхней, нижней и особенно задней стенок, которых у открытого акустического оформления по понятным причинам нет.
Так же полностью отсутствуют корпусные резонансы, присутствующие во всех типах АС имеющих в той или иной степени закрытые корпуса. Главное преимущество — это бесконечный объём на который нагружена как задняя, так и передняя часть диффузора, соответственно полное отсутствие компрессии и соответственно дополнительного искривления и торможения подвижной системы, увеличения жесткости колебательной системы и связанных с этим искажениях. Частный случай открытого оформления — корпус с панелью акустического сопротивления.
Представляет собой корпус с небольшими отверстиями или с большими, но затянутыми плотным материалом, который и создаёт то самое сопротивление. Занимает промежуточное положение между АЭ и ЗК, в зависимости от степени открытости позволяет частично получить преимущества ОАО, но сохраняет в той же степени недостатки корпусной акустики.
Закрытый корпус — это оформление суть которого определяется названием. Излучение задней стороны диффузора полностью замкнуто внутри корпуса, и он являет собой пример классического акустического оформления особо любимого преподавателями соответствующих учебных заведений.
Достоинство его в простоте расчёта и изготовления как раз для студентов , хорошим демпфированием диффузора и в защите от перегрузки на инфранизких частотах. Однако упругость находящегося в корпусе воздуха складывается с упругостью подвеса подвижной системы и учитывая жёсткие требования к размерам современной акустики, резко повышает нижнюю рабочую частоту.
Использование мягкого подвеса в сочетании с толстой катушкой и большим магнитом позволяет получать быстрый, динамичный бас, но только при достаточно низкой добротности динамика. Закрытый корпус почти всегда используют в средне- и высоко-частотном диапазонах и совершенно напрасно где нужно не экономить на мелочах и используя правило: обьём среднечастотного оформления в литрах должен быть не менее диаметра динамика в дюймах, можно достичь неплохих результатов, использование меньшего объёма неизбежно ведёт к существенным искажениям звучания.
Особо хочется отметить различного рода резонаторы. Их отличает одна особенность — использование излучения обратной стороны диффузора. Трансмиссионная линия и лабиринт — представляют собой свёрнутую трубу постоянного или переменного сечения, так или иначе заполненую звукопоглатителем.
Смысл такого подхода заключается в настройке длины лабиринта или трансмиссионной линии на такую частоту, чтобы воздух в выходном отверстии конструкции двигался синфазно с перемещениями диффузора. Штука хорошая, но сложная в изготовлении и довольно большая при низкой частоте настройки. Фазоинвертор — ящик с отверстием, наиболее часто встречающийся тип оформления, несомненным достоинством которого является возможность достигнуть в сравнительно небольшом объёме сравнительно низкой граничной частоты.
Применение отверстия или трубы ФИ позволяет использовать излучение задней стороны диффузора, которая заставляя колебаться воздух в корпусе, заставляет колебаться воздух в трубе ФИ.
Причём воздух в фазоинверторе колеблется синфазно с передней стороной диффузора, и противофазно с задней, что существенно уменьшает амплитуду колебаний диффузора на частоте настройки ФИ.
При расчёте фазоинвертора необходимо учитывать что площадь сечения отверстия фазоинвертора должна быть не менее трети площади диффузора иначе получается промежуточный вариант между ЗК и ФИ, имеющий недостатки обоих, к тому-же в отверстии маленького сечения воздух движется быстрее и создаёт нежелательные призвуки. Ещё призвуки образуются на угловатых переходах отверстий фазоинверторов, поэтому необходимо разрабатывать конструкции имеющие плавные сопряжения деталей и не имеющие близкорасположенных отражающих поверхностей.
От использования отверстия ФИ площадью менее одной пятой от площади диффузора лучше воздержаться. Преимущества ФИ перед ЗК — вопрос спорный т. К тому же у ФИ полностью отутствует демпфирование колебаний подвижной системы на частотах ниже частоты настройки ФИ, что приводит к серьёзным искажениям и уменьшает надёжность системы. Пассивный излучатель — разновидность ФИ, где вместо массы воздуха в трубе колеблется масса пассивного излучателя.
Может показаться, что у ПИ отсутствуют недостатки присущие классическому ФИ, и если массу воздуха изменить невозможно, то массу ПИ можно менять в широких пределах. Менять-то можно, но только в существенно более тяжёлую по сравнению с воздухом сторону, из-за чего получается запаздывающий, медленный и глухой бас. Поэтому ПИ мало распространены т.
Полосовой резонатор — аккустическое оформление в англоязычной литературе называемое bandpass бывает самых различных конструкций, но если у всех предыдущих акустических оформлений динамик одной стороной смотрел наружу и соответственно пытался прокачать почти бесконечный объём помещения, то у ПР он обеими сторонами возбуждает специально настроенный объём воздуха и звучит только через отверстия фазоинверторов, и только на тех частотах на которые они настроены.
Распространено мнение, что ПР имеет наибольшый КПД, но это миф как женский оргазм за который ешё приходится платить за миф запаздывающим, размытым басом т. Рупорный излучатель для низкочастотного оформления используются очень редко из-за громадных размеров. Но зато в средне- и высокочастотном диапазоне, где размеры не так велики, рупору нет равных по КПД, хотя и за это приходится платить характерно окрашеным рупорным звучанием. В основном рупора применяются в профессиональных системах для достижения максимальной отдачи, часто в ущерб качеству звука.
Особенно плачевно звучание пластмассовых рупоров, которые из-за своей тонкостенности дребезжат тем больше, чем ниже частота раздела и соответственно больше амплитуда смещения подвижной системы. В бытовых системах Hi-Fi уровня рупора не применяются даже для ВЧ динамиков, из-за существенного ухудшения звучания. Есть ещё много других менее распространённых видов акустического оформления которые ещё ждут своих разработчиков и вдохновителей.
Как бы там ни было, подвижная система динамической головки движится с максимальной динамикой тавтология , когда нет никакого аккустического оформления, поскольку движению диффузора мешают только масса подвижной системы, жесткость подвесов и упругость воздуха.
Головка установленная в акустический экран звучит глуше, так как звуковая волна, прежде чем замкнуться, должна обойти вокруг экрана и соответственно возбудить существенно больший объём воздуха, на что необходимо затратить большое количество энергии, которая отнимается у непосредственно прямого излучения, зато снижается нижняя частота рабочего диапазона.
Добавляя к экрану боковые, верхнюю и нижнюю стенки ещё более удлиняется путь звуковой волны, ещё больше увеличивается объём возбуждённого воздуха, ухудшается динамика, ещё снижается частота. Дальнейшее ухудшение динамического диапазона достигается частичным закрытием задней стороны перекрывая её снизу и сверху, оставляя открытой более или менее широкую полосу посередине так делают комбики , либо выполняя всю стенку из материала с небольшими отверстиями затянутыми материалом, называя это панелью акустического сопротивления, для преодоления которого необходимо затратить энергию, которая отнимается у прямого излучения.
Закрытый полностью объём создаёт условия стопроцентного демпфирования движения диффузора и, чем меньше объём, тем больше искажения.
Фазоинвертор вообще тормозит подвижку, каждый наверно с инересом наблюдал, как закрывая отверстие фазника рукой, увеличивается амплитуда смещения диффузора, а не наоборот. Большинство даже не задумывалось над этим, но более продвинутые разумные должны были догадаться, что фазоинвертор добавляет нагрузку динамику, от этого тот и смещается меньше, соответственно больше искажения.
Особенно печально то, что из-за сопротивления воздуха сжатию и растяжению, искривляется диффузор и не работает как поршень. Как видно из вышеизложеного выбор акустического оформления непростая задача, которую можно решать только параллельно с выбором параметров динамиков, т. Для довершения работ с конструированием акустической системы, для согласования динамических головок необходим правильный выбор конструкции и элементов фильтра , конечно в случае использования многополосных систем.
Бесспорным и главное самым лучшим решением является, конечно, широкополосник в открытом акустическом оформлениии.
Транспортные системы и механизмы АЛ
Конструкции транспортных систем и механизмов АЛ зависят по большей части от параметров обрабатываемых деталей.
Транспортные системы АЛ являются одной из их основных характеристик. Они делятся:
- по целевому назначению (на системы для межоперационного и межстаночного перемещения и для удаления стружки);
- по способу перемещения деталей (циклического и непрерывного действия);
- по методу перемещения деталей (под действием силы тяжести, принудительно и смешанным способом)
Основными видами транспорта АЛ являются:
- элементарные транспортеры;
- распределительные транспортеры (разделяющие поток заготовок на две или более части и соединяющие разделенные потоки);
- поворотные устройства (поворачивающие заготовку вокруг вертикальной или горизонтальной оси);
- подъемники (поднимающие заготовки вверх при расположении транспортера над станками);
- манипуляторы (передают заготовки с транспортера в зону обработки станка);
- транспортеры для уборки стружки и пр.
Для перемещения заготовок с одной рабочей позиции на другую применяют разные виды транспортеров: толкающие, цепные, подвесные, ленточные, роликовые, винтовые, инерционные, лотки, трубы и т. п.
Одна из модификаций шагового штангового транспортера с собачками показана на рис. 2, а. Для перемещения деталей, имеющих развитую опорную поверхность, эти транспортеры совершают возвратно-поступательное движение вдоль линии. Все детали 1, находящиеся на транспортере, за один цикл синхронно перемещаются на величину хода штанги 3 от пневмоцилиндра 4. При движении штанги 3 в обратном направлении собачки 2 проскальзывают под деталями.

Рис. 2. Простейшие транспортные системы автоматических линий: 1 — деталь; 2 — перемещающий элемент транспортера; 3 — штанга; 4 — привод.
Цепные транспортеры (рис. 2, б) применяют на многих линиях, где надо непрерывно двигать заготовки в процессе обработки. Движение деталей 1 на таком транспортере не является синхронным. В конце транспортера детали обычно накапливаются в небольшом заделе. В качестве шаговых цепные транспортеры почти не применяют. Это объясняется тем, что обеспечить точное перемещение заготовок для их фиксации при базировании и зажиме на рабочих позициях цепной транспортер не может.
Транспортные системы бывают с жесткой, гибкой и смешанной связью.
Жесткая межоперационная связь характеризуется отсутствием или очень малой величиной межоперационных заделов. В АЛ с жесткой связью заготовки загружаются, обрабатываются, разгружаются и передвигаются от станка к станку синхронно через кратные промежутки времени и в случае остановки любого агрегата или устройства вся линия останавливается.
В АЛ из агрегатных станков для обработки корпусных деталей большей частью применяют транспортные системы с жесткой связью оборудования, к которым относятся шаговые конвейеры с убирающимися собачками или поворачивающимися флажками. В целях сокращения простоев в АЛ с жесткой связью применяют конвейеры с управляющимися собачками, которые позволяют производить небольшое межоперационное накопление деталей между станками.
Гибкая межоперационная связь обеспечивается наличием межоперационных заделов, размещаемых в накопителях или транспортной системе, что создает возможность при выходе из строя любого станка работу остальных агрегатов до истощения межоперационных заделов не прекращать. Показанные на рис. 2 штанговый и цепной конвейеры относятся к системам с жесткой и гибкой связью соответственно.
В АЛ с гибкой связью для обработки главным образом деталей типа тел вращения (кольца, фланцы, валики) чаще всего применяются транспортные системы в виде цепных, роликовых, винтовых и вибрационных конвейеров, подъемников, лотков. При гибкой связи координация перемещений деталей в линии отсутствует.
Для уменьшения потерь рабочего времени, связанного с наладкой отдельных станков АЛ, в линию встраивают накопительные устройства. Для этого сплошной поток разделяют на отдельные участки, каждый из которых при остановке других может работать самостоятельно В синхронных АЛ транспортная система практически не может быть использована в качестве накопителя заготовок Детали, находящиеся на холостых позициях линии, не могут расходоваться в период простоя отдельных станков В несинхронных АЛ накопители находятся между отдельными станками или участками В системах линий накопители находятся также между отдельными линиями.
Для обеспечения работы АЛ по обработке корпусных деталей наиболее простые накопители заделов выполняются в виде площадок-складов, расположенных на стыке участков линии. Такие накопители обслуживаются рабочими вручную.
Автоматизированные накопители заделов корпусных деталей бывают двух типов: проходные (транзитные) и тупиковые.
Проходные накопители характеризуются тем, что в них детали транспортируются и при нормальной работе, а не только при простое одной из смежных секций. Обычно в качестве проходного накопителя корпусных деталей используется транспортер для передачи заготовок из секции в секцию (рис. 3). Транспортер выполнен в виде бесконечной цепи со свободно вращающимися роликами 3. При достижении деталью 2 неподвижного упора 1 или ранее поданной детали ролики прокатываются по нижней поверхности детали 2 (см. ролик в разрезе).

Рис. 3. Схема проходного накопителя заделов для корпусных деталей
Тупиковый накопитель (рис. 4) работает только при простое одной из смежных с ним секций. Секция 6 передает детали на позицию 8, соединенную с поперечным транспортером 5, а также с транспортером 7, предназначенным для передачи деталей в тупиковый накопитель заделов и из него Наличие деталей на позициях 2 и 8 контролируется конечными выключателями. Транспортер секции 6 выдает деталь на позицию 8 лишь при условии что на этой позиции нет детали.
Рис. 4. Схема тупикового накопителя корпусных деталей
Транспортер секции 5 совершает ход вперед только в том случае, если на позиции 8 есть заготовка (ее он забирает), а на позиции 2 она отсутствует. Транспортер секции 1 совершает ход вперед, забирая деталь с позиции 2, лишь если на этой позиции есть деталь.
Эти условия соблюдаются при нормальной совместной работе секций. При простое секции 6 позиции 8 и 2 свободны (и транспортеры 5 и секции 1 не работают), и если на первом транспортере 3 накопителя есть деталь, то этот транспортер выдает деталь, транспортер 7 подает ее в позицию 8 и этим включаются транспортеры 5 и секции 1. Если начнет работать секция транспортера 7, то выдача деталей из накопителя прекращается. Если секция 6 не работает, то израсходуется весь запас и остановятся все транспортеры секций 6 и 1 и накопителя.
Если при нормальной работе с позиции 2 деталь не забирается секцией 1 и в накопителе есть свободная емкость, то с позиции 8 деталь забирается транспортером 7 и штанга накопителя начинает работать на накопление до тех пор, пока не начнет работать секция 1 или не окажется израсходованной емкость накопителя.
Уменьшение потерь не единственный критерий для деления линии на секции. Накопитель заделов вводится между двумя смежными станками, только если это не связано с крупными затратами Иногда накопители совсем не применяются из-за больших затрат на их устройство.
В качестве накопителей мелких деталей используются бункера.
Емкость накопителей заделов зависит от средней длительности простоя секции. Бункер для накопления мелких заготовок должен вмещать не меньше десятикратного числа заготовок, нужных для ликвидации простоя средней длительности На линиях для крупных деталей в накопителе собирают столько деталей, чтобы их хватило на время работы линии, превышающее простой в 1,5-6 раза. К чрезмерному увеличению размеров накопителей надо относиться осторожно и помнить, что незавершенное производство, создаваемое накопителями, отрицательно влияет на экономические показатели работы АЛ.
На многих автоматических линиях выполняется обработка деталей с двух сторон. Для изменения стороны обработки деталь надо повернуть. Механизмы изменения ориентации обрабатываемых деталей зависят от вида связи между станками: жесткая она или гибкая. При жесткой связи используются кантователи — поворотные столы, выполняющие эту операцию в строго определенном порядке. Во втором случае чаще используются разные загрузочные устройства или их элементы, использующие профиль детали и силы тяжести, разные упоры и ограничители.
Гидравлические механизмы поворота выполняют на основе гидроцилиндра в совокупности с зубчатой передачей и обгонной муфтой, в сочетании с мальтийским крестом или рычажно-храповым механизмом, а также на основе гидродвигателя или однополостного гидромотора. Аналогичные схемы имеют пневматические и пневмогидравлические механизмы поворота В электрических механизмах применяют асинхронные или шаговые электродвигатели Из механических механизмов поворота наиболее часто применяют рычажные, мальтийские, кулачковые и зубчатые.
После перемещения заготовки по транспортеру к станку в дело вступает загрузочное устройство. По месту расположения загрузочные устройства делятся:
- на непосредственно встроенные в автоматы и являющиеся их неотъемлемыми узлами и работающие от общего привода;
- расположенные около станков и между участками линии и имеющие самостоятельный привод
По характеру подачи деталей загрузочные агрегаты делят на непрерывные и циклические. Они приводятся в действие от механического, гидравлического или пневматического привода.
В зависимости от принятого метода накопления деталей устройства делят:
- на бункерные (мелкие детали в них располагаются навалом);
- магазинные (детали в емкости располагаются ориентированно в один ряд);
- штабельные (детали в емкости располагаются ориентированно в несколько рядов или слоев)
По конструктивному исполнению загрузочные устройства делят на цепные, фрикционные, трубчатые, дисковые и лотковые. Детали могут перемещаться под действием подающего диска, толкателя, цепи, вибрационного механизма, вращающихся щеток и других механизмов, а также под действием силы тяжести.
Среди загрузочных приспособлений как наиболее совершенные надо выделить манипуляторы и промышленных роботов.
Зажимные приспособления АЛ, как уже говорилось, есть двух видов: стационарные и приспособления-спутники.
Стационарные приспособления являются частью станка АЛ. В них подают, устанавливают, закрепляют и обрабатывают заготовки с надлежащим направлением режущего инструмента. После обработки заготовку открепляют, удаляют из приспособления и передают на транспортирующее устройство для перемещения на следующий станок Стационарные зажимные приспособления обычно одноместные однопозиционные, реже многопозиционные (поворотные) и многоместные. Эти приспособления автоматических линий имеют свои особенности. Заготовки в эти приспособления подаются и устанавливаются простейшим движением транспортирующего устройства линии В качестве установочных элементов используют опорные планки и два выдвижных пальца с коническими фасками. По сложной траектории (дуги и прямые) с помощью автооператоров заготовки деталей типа тел вращения обычно подаются в центры станков.
Автоматический контроль правильности установки заготовки в приспособление предупреждает брак и аварии. Работа приспособлений жестко согласована с действиями станка и конвейера.
Приспособления-спутники представляют собой устройства, которые несут закрепленные в них заготовки по всей трассе АЛ. Их применяют для обработки заготовок сложной конфигурации, реализуя принцип постоянства установочных баз Приспособление- спутник обычно представляет собой плиту прямоугольной формы с базовыми и зажимными элементами. В начале линии на спутнике вручную устанавливают и закрепляют заготовку Дальнейшее перемещение спутника с заготовкой не отличается от перемещения корпусной заготовки. Как и у корпусной детали, у плиты приспособления-спутника есть опорная поверхность и два установочных отверстия В конце линии заготовку открепляют и снимают Приспособления-спутники, кроме повышения качества обработки заготовки, усложняют АЛ из-за необходимости их возврата, удорожают ее и вынуждают организовывать жесткую транспортную связь.
Большой проблемой на автоматических линиях является удаление стружки. Ее удаляют из рабочей зоны станков, смывая эмульсией, сдувая сжатым воздухом или перемещая подвижными элементами станков и конвейера. При обработке деталей из чугуна без охлаждения применяется отсасывание металлической стружки и графитовой пыли с помощью гидроциклонов. Удаление стружки из отверстий производится выдуванием или вытряхиванием на спецустройствах. В особенно затруднительных случаях применяют экзотические методы вроде взрыва. Для улучшения отвода сливной стружки и предотвращения ее сворачивания в клубок на режущем инструменте применяют стружколомы, с опорных поверхностей приспособлений такую стружку смывают и сдувают Для обеспечения чистоты опорных поверхностей детали моют на встроенных в АЛ моечных машинах. После удаления со станка стружку транспортируют двумя способами: конвейерами, расположенными вне линии и встроенными в линию При этом используются скребки, шнеки, виброимпульсы, смыв стружки струей СОЖ из сопел, расположенных вдоль канала для удаления стружки, с помощью электромагнитов
Трансмиссионная линия
Как развивалось оформление низких частот в АС? Чтобы ответить на этот вопрос, достаточно ознакомится с этой небольшой схемой, наглядно демонстрирующей эволюцию корпусов акустических систем: от закрытых корпусов до ATL Advance Transmission Line — трансмиссионной линии — от PMC Speakers. Трансмиссионная линия представляет собой особый предмет гордости компании, который они используют в каждой из своих АС — это акустическое оформление колонок, которое существенно улучшает отдачу в низкочастотном диапазоне и благотворно влияет на качество звучания в целом. По сути, трансмиссионная линия представляет собой тоннель достаточно большой длины, свернутый наподобие лабиринта внутри корпуса акустической системы и заканчивающийся отверстием в ее стенке. По всей длине он заполнен специальным запатентованным PMC демпфирующим материалом, эффективно поглощающим колебания от тыльной стороны динамиков в определенной части звукового диапазона, начиная от верхнего баса и выше. В результате удается добиться более глубокого и управляемого баса, чем в аналогичном корпусе, оснащенном портом фазоинвертора, что решает главную проблему последнего — выход из-под контроля излучения в самом низу рабочего диапазона. Причем такой характер звучания сохраняется даже на малых уровнях громкости, что будет кстати при прослушивании музыки или просмотре кино в вечернее и ночное время.
лабиринт (labyrinth), трансмиссионная линия (transmission-line), . расчетов и эксперименты показали, что использование корпусов со.
Альтернатива гудящим фазоинверторам: трансмиссионные линии (TQWT, ALT)
Сегодня самым популярным акустическим оформлением как домашних, так и студийных АС заслуженно считается фазоинверторное. Применение фазоинвертора — это простой и недорогой способ получить достаточное количество низких частот без использования большой площади излучающей поверхности динамиков и шкафоподобных корпусов. Однако, как и другие рациональные решения в электроакустике, применение фазоинверторов имеет недостатки. И недостатки критично сказываются на верности воспроизведения. Среди самых вредных недостатков этих АС можно выделить бубнение, турбулентное гудение, резонансное дребезжание, уханье и прочие “злокачественные” особенности ФИ-звучания.

От всего вышеописанного хочется избавиться. Сложно найти меломана, который хотя бы раз не ругал фазоинверторную акустику и не искал альтернативу. С последней всё не так просто. Среди возможных вариантов относительное распространение получила лабиринтная акустика. Проблема лабиринтов в том, что они не технологичны и требуют высокой культуры производства, что закономерно отражается на стоимости. Относительно бюджетный вариант лабиринта — трансмиссионная линия, она позволяет добиться плавной АЧХ, при этом сохранить высокое звуковое давление в НЧ диапазоне, но менее требовательна к расчетам, производственным затратам и конструктивно проще классической лабиринтной акустики. Под катом речь о её истории, особенностях и современном применении.
Общие сведения
Трансмиссионная линия представляет собой полый волновод переменного или постоянного сечения. Один конец волновода закрыт, второй открыт. Динамический излучатель размещается со стороны закрытого конца. Труба, как правило, свернута и качественно задемпфирована. Суть в том, чтобы уменьшить амплитуду колебаний диффузора динамического излучателя в области наиболее низких частот вблизи резонансной частоты трубы и при этом компенсировать уменьшение отдачи от динамика собственными колебаниями трансмиссионной линии в основной, наиболее низкочастотной моде.
В подавляющем большинстве случаев этого можно добиться, когда длина трансляционной линии совпадает с четвертью длины колебаний на частоте собственного резонанса динамика. Гапоненко в своей книге “Акустические системы своими руками” описывает это следующей формулой:
Где L — т.н. “акустическая” длина, которая превышает реальную геометрическую длину линии на величину:
где S — площадь поперечного сечения трансляционной линии.
Иными словами, необходимо настроить корпус на резонансную частоту, при которой воздух на выходе из волновода будет двигаться синфазно с колебаниями диффузора. Правильно спроектированная трансмиссионная линия характеризуется высокой точностью в НЧ диапазоне при сохранении достаточно мощных, акцентированных басов.
Суть в том, что спроектировать ТЛ легче, чем другие типы лабиринтного оформления, при этом типичных фазоинверторных проблем не будет. Характерные гундосые и турбулентные призвуки не характерны для такой акустики. Главным достоинством таких АС является верность воспроизведения в НЧ диапазоне, при этом с сохранением достаточно небольших габаритов.
“Обратной стороной” трансляционной линии, как и у конструктивно родственных лабиринтов, является критичность к верному расчету. Значительные ошибки при расчетах существенно отразятся на звуке, проявятся ненужные дребезжащие резонансы, либо внушительная неравномерность АЧХ. Радует здесь то, что рассчитать её проще, чем более сложные типы лабиринтов.
Хорошо забытая труба Войта
Самое раннее упоминание об использовании трансмиссионной линии, которое мне удалось обнаружить — это опыт Пола Войта. Этого пионера электроакустики мир предпочел забыть знает, как отца электродинамического излучателя. В 1930-м Войт разработал, запатентовал и даже пустил в ограниченную серию акустические системы с трансмиссионной линией оригинальной конструкции.

Paul Voigt
Дело в том, что в то время Войт разрабатывал АС для кинотеатров, которые традиционно для того времени оформлялись в рупоры. Затем он переключился на радиоприёмники и домашнюю акустику, где применяемый им широкополосный двухдиффузорный динамик с механическим кроссовером не отличался мощным низом. Это вызвало необходимость в поиске нового акустического оформления более подходящего для подобных АС.
Начав разработку, он экспериментировал и в определенный момент решил установить динамик в не очень традиционном месте, т.е. не в начале конусовидного рупора, а на одной из его сторон. В такой конструкции порт используется для регулировки заднего потока. Сама регулировка осуществляется увеличением, либо уменьшением количества демпфирующего материала в зависимости от типа используемого драйвера. Резонансная частота зависит от длины волновода, а также положения динамика.

Современный вариант TQWT
Трансмиссионная линия, названная позже трубой Войта — в разрезе очень напоминает классический рупор, снабженный дополнительными стенками. Сам Войт назвал динамик TQWT (Tapered Quarter Wave Tube) — конической четвертьволновой трубой. Такое название корпус получила по той причине, что как и во всех других классических типах ТЛ, для первой моды в трубе умещается четверть длины волны, для второй три четверти, для третьей пять и т.д.

Относительным недостатком такой конструкции является невозможность выбрать низкую частоту среза, так как в этом случае можно получить выражение искажения на НЧ. В остальном оформление позволяет создать сравнительно компактную напольную акустику с “ровными” НЧ, близкую по характеристикам к более сложным лабиринтам.
TQWT — практически не применяется в массовой акустике, но очень часто используется радиолюбителями при создании собственных АС. Проблема в том, что полноценной, развитой теории, описывающей акустические процессы TQWT-систем, пока нет, чего нельзя сказать о хорошо описанных фазоинверторах.
ATL — трансмиссионная линия в полочниках
Когда упоминаются трансмиссионные линии, как правило речь идёт о напольных системах. Считается, что формфактор и объем полочников требуют максимально компактных решений, коим является фазоинвертор. Однако есть компания, которая нашла сравнительное эффективное конструкторское решение по трансмиссионной линии в полочниках. Основатели и разработчики из PMC являются принципиальными противниками ФИ-акустики и убеждены, что будущее за их инновацией. PMC одна из немногих современных компаний, которые специализируются на АС с трансмиссионной линией.
За десятилетия существования компания разработала десятки моделей для студийных и домашних АС с трансмиссионной линией, некоторые из которых существуют до сих пор. До 2000-х годов они производили преимущественно напольные системы, так как классическая ТЛ зачастую предполагала именно такой формфактор.

Позже инженеры несколько усложнили конструкцию и создали т.н. «трансмиссионную линию последнего поколения» или ATL (Advanced Transmission Line). Особенность такой конструкции в дополнительных элементах, позволяющих получить достоинства ТЛ в полочниках. Относительный минус этой конструкции в том, что по сложности и технологичности ATL близка к прочей лабиринтной акустике, что гарантированно увеличивает стоимость. Радует лишь то, что один из руководителей PMC Питер Томас считает, что:
”мы действительно верим в то, что с повышением цены должно расти и качество… наши покупатели далеко не дураки.” (из интервью Саше Метсону в 2010 году).»
Итог и несколько слов в защиту ФИ
Несмотря на ощутимые минусы фазоинверторной акустики, физика её работы хорошо описана, и большинство акустических эффектов предсказуемы. Это безусловно позволяет получить прогнозируемый результат, что очень важно при массовом производстве. Ряд компаний освоили трансляционные линии, однако она остается менее технологичной и более дорогой.
Возможно, в определенный момент трансмиссионные линии станут достаточно доступными и массовыми, но это произойдет не раньше момента, когда будут теоретически описаны основные процессы, происходящие в трансмиссионной линии. Если говорить о массовых и недорогих (до $500) АС найти что-то кроме ФИ и колонок с пассивным излучателем будет крайне сложно.
Тем, кому надоели проблемы фазоинверторных АС, при этом эстетика или габариты помещений не позволяют применять закрытый ящик, пожалуй, стоит задуматься над приобретением или созданием собственной трансмиссионной линии. Я буду признателен за любые мнения относительно трансляционной линии, особенно интересны люди, которым доводилось самостоятельно создавать такие АС.
Традиционная реклама продаём акустические системы, в нашем каталоге представлены как традиционная акустическа с ФИ, так и АС с другими типами акустического оформления, в том числе с трансляционной линией.


Вы точно человек?
Максимально бюджетно дорабатываю самодельные колонки для 8ми дюймовых широкополосников 10гдш. Акустический лабиринт — вид акустического оформления громкоговорителя. Противоречивая штука, из-за че. Изготовление колонок по чертежам инженера конструктора акустических систем Александра Рогожина. Атлас Тайфун. Двухполосная акустика лабиринт на основе широкополосника Визатон Frs и нч динамика Виза. В данном видео мы рассмотрим лёгкий способ расчёта ЧВ сабвуфера. Ставь лайки! Лабиринты Рогожина модифицированные. Собранные своими руками, в домашних условиях.
С. В. Гапоненко. Акустические. своими руками

By Пит , October 25, in Акустические системы. Предлагаю обсудить акустическую систему типа т-линия описанную в книге Гапоненко С. Автор рассматривает различные акустические системы, но как самую простую в изготовлении, расчете, а так же наиболее хорошо звучащую систему он рекомендует т-линию. В качестве динамика предлагается использовать автомобильные коаксиальные динамики «MOREL tempo coax 6×9» с внешним фильтром конструкцию которого можно доработать по рекомендациям автора книги. Чертеж коробки прилагается ниже.
Switch to English регистрация.
Наши обзоры
Запомнить меня. Для снижения нижней граничной частоты, корпус акустической системы выполнен в виде разновидности резонатора Гельмгольца. Если два указанных потока направить перпендикулярно друг другу, то их взаимодействие будет выражаться не в изменении отдачи акустической системы в зависимости от разности фаз излучения головки громкоговорителя и резонатора здесь и далее речь идет о низкочастотном звуковом диапазоне , а лишь в изменении формы результирующей волны в области сложения двух потоков. Такое сложение волн возможно, если одна из волн будет плоской, а вторая цилиндрической, причем первый поток проходит внутри второго, в продольном направлении. Излучение фронтальной стороны диффузора можно считать плоской волной на расстояниях от диффузора меньших, чем его геометрические размеры см. Для получения цилиндрической волны в предлагаемой АС используется порт тоннель резонатора специальной, потокообразующей конструкции см.
Автооператоры
Автоматические линии в зависимости от пожелания заказчика разделяют на несколько видов исполнения:
Консольные автооператоры имеют боковую направляющую, следовательно для их размещения не требуется большой высоты цеха. Однако данный тип автооператоров не может переносить большой груз.
- способ перемещения подвески: 2-х координатный;
- грузоподъемность: от 100 до 350 кг;
- пролет стрелы: до 1,5 метров;
- тип токоподвода: траковый или гибкий;
- способ управления: тельферный пульт, радиопульт или программное управление;
- исполнение металлоконструкций и всех элементов: простое, химстойкое или взрывозащищенное.
Автооператоры портального типа наиболее широко распространены в промышленности вследствие простоты конструкции, высокой надежности, высокой производительности и наибольшей грузоподъемности, удобству монтажа и обслуживания.
- способ перемещения подвески: 2-х координатный
- грузоподъемность: от 300 до 2000 кг
- длина пролета: до 13 метров
- тип токоподвода: траковый или гибкий
- способ управления: тельферный пульт, радиопульт или программное управление
- исполнение металлоконструкций и всех элементов: простое, химстойкое или взрывозащищенное.
Автооператоры подвесного типа занимают относительно не большую производственную площадь, обеспечивают свободный доступ к ваннам и трубопроводной арматуре.
- способ перемещения подвески: 2-х координатный
- грузоподъемность: от 50 до 500 кг
- длина пролета: до 3,5 метров
- тип токоподвода: траковый или гибкий
- способ управления: тельферный пульт, радиопульт или программное управление
- исполнение металлоконструкций и всех элементов: простое, химстойкое или взрывозащищенное.
Автооператоры мостового типа отличается от портального и подвесного типа возможностью перемещения в 3-х координатах.
- способ перемещения подвески: 2-х и 3-х координатный
- грузоподъемность: от 100 до 2000 кг
- длина пролета: до 13 метров
- тип токоподвода: траковый или гибкий
- способ управления: тельферный пульт, радиопульт или программное управление
- исполнение металлоконструкций и всех элементов: простое, химстойкое или взрывозащищенное.
Без преувеличения можно сказать, что в механизированных и автоматических линиях одну из ключевых ролей играет конструкция и надежность грузоподъемного оборудования – автооператоров.
Представляем вашему вниманию конструктивные особенности и применяемые решения при изготовлении автооператоров:
1. Предусмотрена антикоррозионная защита металлических конструкций автооператора и переносной траверсы. Металлоконструкции автооператора проходят следующие стадии антикоррозионной защиты:
- Подготовка поверхности перед окраской: Абразивоструйная очистка до шероховатости Sa 2 по ISO 8501-1;
- Окраска поверхности (безвоздушное распыление) защитным покрытием (Грунт) Jotamastic 90 Ral 840 HR (серый), толщина сухой плёнки 200 мкм. Jotamastic 90 — Двухкомпонентное эпоксидное мастичное покрытие полиаминного отверждения, допускающее различные степени подготовки поверхности. Обладает высоким сухим остатком и высокой стойкостью к истиранию и химическому воздействию.
- Окраска поверхности (безвоздушное распыление) финишным защитным покрытием Hardtop AS Ral 1003 (жёлтый), толщина сухой плёнки 100 мкм. Hardtop AS- Двухкомпонентное полиуретановое верхнее покрытие, обладающее: превосходным блеском, цветоустойчивостью, стойкостью к истиранию, устойчивостью к растворителям и химически агрессивным веществам, высокой эластичностью, водостойкостью.
2. В механизмах подъема траверсы и горизонтального перемещения автооператора применяются мотор-редукторы фирмы SEW EURODRIVE (Германия), являющейся мировым лидером в области производства приводного оборудования. Мотор-редукторы SEW EURODRIVE отличаются высокой энергоэффективностью и имеют оптимальное соотношение производительности и компактности.
3. Колеса перемещения и ограничительные ролики производства фирмы BLICKLE (Германия), выполненные из высококачественного полиуретанового эластомера Blickle Extrathane. Данные колеса обладают следующими качествами:
- Высокой твердостью;
- Стойкостью к агрессивным средам;
- Низким уровнем шума;
- Высокой стойкостью к истиранию;
- Широким температурным диапазоном применения от -30С до +90С.
4. В автооператорах используются подшипниковые узлы фирмы SKF (Швеция). Данная машиностроительная компания является крупнейшим в мире производителем подшипников, уплотнений, систем смазки и мехатроники.
5. В механизмах подъема траверсы и передвижения автооператора для передачи крутящего момента используются кулачковые муфты KTR (Германия) тип ROTEX. Муфты ROTEX® обладают следующими качествами:
- Эффективно компенсируют осевое, радиальное и угловое смещение соединяемых валов;
- Отличаются малыми габаритными размерами, малым весом;
- Имеют низкий маховый момент при высокой передаче крутящего момента;
- Благодаря прецизионной всесторонней обработке, муфты обладают высокими антифрикционными свойствами, что значительно увеличивает срок службы муфты.
6. В качестве грузонесущего органа используется текстильная стропа (ремень) имеющая стойкость к внешнему химическому воздействию агрессивных сред и обладающая коэффициентом запаса на разрыв не ниже 5-ти единиц, что снижает вероятность обрыва стропы. Использование двух ветвей строп для поднимания каретки практически исключает падение груза на дно ванны.
7. Точное позиционирование траверсы относительно ванн в вертикальном направлении достигается следующими решениями:
- Использование жестких направляющих с применением съемных накладок из нержавеющей стали;
- Использование ограничительных роликов фирмы BLICKLE (Германия), фиксирующих перемещение каретки в 5-ти координатах;
- Установка энкодера фирмы SIKO (Германия) — счетчика оборотов вертикального перемещения траверсы, точно задающего верхнее и нижнее положение траверсы.
8. Точное позиционирование автооператора относительно ванн в горизонтальном направлении достигается следующими решениями:
- Использование ограничительных роликов фирмы BLICKLE (Германия), охватывающих рельс транспортной системы с двух сторон;
- Применение лазерной системы позиционирования на датчиках фирмы SICK (Германия) обеспечивает высокую точность позиционирования и надежный контроль за положением автооператора.
9. Для плавного регулирования скорости перемещения автооператора и траверсы применяются частотные преобразователи Schneider Electric (Франция), отличающиеся высокой эффективностью и надежностью.
10. Для компактного подвода питания автооператора используется траковый токоподвод фирмы IGUS (Германия). Пластиковый траковый токоподвод для надежной защиты от механических повреждений укладывается в лоток из нержавеющей стали.
Гапоненко С.В. Акустические системы своими руками
Акустические системы своими руками. ISBN Книга содержит простые рекомендации по построению хорошо звучащих акустических систем. Принципиальной особенностью в подходе автора является отказ от фазоинвер торов в акустическом оформлении в пользу закрытых ящиков и трансмиссионной линии, применение одного излучателя в частотном диапазоне, определяющем стереоэффект Гц , а также применение простейших последовательных разделительных филь тров первого порядка. Такие подходы обеспечивают качественное звучание за счет хороших переходных харак теристик, хорошей пространственной сцены и одновременно избавляют от сложных рас четов и измерений. Книга предназначена для широкого круга читателей, радиолюбителей, любителей каче ственного звука. Автор и издательство не несут ответственности за возможный ущерб, причиненный в ходе использования материалов данной книги.
Трансмиссионная линия и лабиринт — представляют собой КПД, хотя, в случае неудачной реализации и неточных расчетов за это.
Гапоненко С.В. Акустические системы своими руками
ВИДЕО ПО ТЕМЕ: Трансмиссионная линия или TQWT делаю корпус акустики
Правила форума. Форум автозвука и установки музыки в автомобиль. Форум автозвука Хороший звук для каждого Теория автозвука О расчете и изготовлении корпусов Расчет акустического оформления типа четвертьволновый резонатор четвертьволновик. Страница 3 из 4 Первая 1 2 3 4 Последняя К странице: Показано с 21 по 30 из
RU Портал радиолюбителя, начинающему радиолюбителю, Arduino, Raspberry Pi, книги по радиотехнике и электронике, простые схемы, схемы, радиотехнические журналы, видео, программы для радиолюбителя. Книга содержит простые рекомендации по построению хорошо звучащих акустических систем.
Расчет микрополосковой линий
Обычно применяемая в СВЧ ИС микрополосковая линия представляет собой несимметричную полосковую линию, заполненую диэлектриком с высокой относительной диэлектрической проницаемостью ε. Конструктивно МПЛ выполняют в виде диэлектрической подложки, на одну сторону которой наносят проводящую полоску в виде пленки металла, а другую полностью покрывают металлической пленкой, которая служит проводящей (заземленной) поверхностью.
Волновое сопротивление МПЛ W зависит от ε и соотношения размеров линии ω/h :
где W – волновое сопротивление МПЛ,
ε – диэлектрическая проницаемость подложки,
В качестве подложки используется материал электроизоляционный фольгированный МИ1222-1-35-1,5-1 класс толщиной h=0.8 мм и с диэлектрической проницаемостью ε=5.5 [8]. Из формулы 2.4.1 получим требуемое значение ω для получения заданной величины волнового сопротивления W=50 Ом.
МПЛ нуждается в экранировке. Обычно СВЧ ИС для экранировки, а также для защиты от механических повреждений помещают в металлический корпус. Расстояние от его стенок до поверхности подложки с полосковыми проводниками должно быть в 4-5 раз больше толщины подложки, при этом влияние корпуса на электрические параметры МПЛ будет малым.
Рассчитаем четвертьволновой замкнутый шлейф. Длина волны в свободном пространстве выражается по формуле 2.4.3:
где с = 300000 км/c – скорость света,
f=808 МГц – рабочая частота.
Так как длина волны в МПЛ меньше в свободном пространстве, то пересчитаем длину волны, из графика [9] отношение λо/λв = 2.Тогда длина четверть волнового замкнутого шлейфа равна:
Ширина четвертьволнового шлейфа та же что и МПЛ, т.е. ω=1.2 мм.
Расчет смесителя
Выбор схемы смесителя
В приемниках длинных, средних, коротких и метровых волн рационально использовать транзисторные преобразователи частоты. В приемниках дециметровых волн можно применять преобразователи с транзисторными и диодными (резистивными, туннельными и параметрическими) смесителями. Приемники сантиметровых и миллиметровых волн имеют преобразователи с диодными смесителями. В разрабатываемом приемнике рабочая длина волны 37 см, т.е. дециметровый диапазон, тогда по выше приведенным рекомендациям будем осуществлять синтез транзисторного смесителя, так как диодные смесители имеют больший коэффициент шума и меньший коэффициент усиления что в конечном итоге отразится на уменьшении чувствительности приемника.
Одним из важнейших узлов приемника является смеситель, осуществляющий функцию переноса спектра частот в ту или иную область. В диапазоне СВЧ биполярные транзисторы используются до частот 4..6 ГГц, на более высоких частотах лучшие показатели имеют ПТШ. В зависимости от схемы построения смесители делятся на небалансные (НБС), называемые еще однотактными, и балансные (БС), или двухтактные. Однако НБС в современных приемниках РЛС применяются весьма редко, так как имеют ряд недостатков по сравнению с БС. Ниже рассмотрим преимущества БС. Основным преимуществом является способность подавлять шум амплитудной модуляции колебаний гетеродина, что весьма важно для получения низкого коэффициента шума. Наряду с этим БС работает при меньшей мощности гетеродина, имеет повышенную помехоустойчивость к сигналам помех определенных частот, а также позволяет уменьшить мощность гетеродина, просачивающуюся в антенну, что позволяет увеличить скрытность работы пассивной РЛС.
Балансные схемы в основном делают в интегральном исполнении [6]. Для балансных преобразователей используются дифференциальные каскады (рисунок 3.1).

Коллекторное напряжение на смесительные транзисторы VT1 и VT2 подано через среднюю точку катушки индуктивности выходного резонансного контура, настроенного на промежуточную частоту. Токи i1 и i2 транзисторов VT1 и VT2 через выходной контур текут встречно, и выходное напряжение пропорционально их разности. Напряжение гетеродина на смесительные транзисторы подано через транзистор VT3 синфазно. Поэтому токи i1 и i2 с частотой гетеродина, его гармоник и составляющие токов шумов гетеродина, имеющие в обоих транзисторов одинаковые фазы, взаимно компенсируются и не создают напряжения в выходных цепях. Под действием напряжения гетеродина меняется крутизна характеристики каждого из транзисторов VT1 и VT2.
Рисунок 3.1 Схема балансного смесителя.
Напряжение сигнала действует на транзисторы смесителя противофазно, поэтому составляющие тока промежуточной частоты также противофазны. Эти токи в выходном контуре текут встречно, поэтому составляющие промежуточной часты складываются.
Также в балансном преобразователе, как и в балансном усилителе, происходит компенсация четных гармоник преобразуемого сигнала. В частности, в балансном преобразователе компенсируются помехи с частотами полузеркальных каналов.
Балансная схема является аналоговым перемножителем напряжений, построенным по методу переменной крутизны, т.е. на основе зависимости крутизны транзистора от тока эмиттера. Такая схема не балансна по одному из напряжений, одно из них проходит на выход. Схема двойного балансного смесителя для напряжений сигнала и гетеродина приведена на рисунке 3.2. Смеситель построен на основе трех дифференциальных транзисторных пар. Напряжение Uc подано на транзисторные пары VT1, VT2 и VT3, VT4 крутизна характеристик которых меняются под действием напряжения Uг с помощью транзисторов VT5 и VT6. На тразисторы каждой пары напряжение сигнала подается противофазно, а напряжение гетеродина – синфазно на оба транзистора одной пары, но противофазно для разных пар. Токи всех транзисторов определяются ГСТ на транзисторе VT7, напряжение на базе которого стабилизировано цепью из резистора R1 и транзистора VT8 в диодном включении.

Рисунок 3.2. Смеха двойного балансного смесителя.
Основными параметрами балансного смесителя являются:
Рабочий диапазон частот;
Коэффициент шума N;
Подавление напряжения входного сигнала на выходе по отношению к уровню сигнала промежуточной частоты Sс;
Подавление напряжения гетеродина на выходе по отношению к уровню сигнала промежуточной частоты Sг;
Коэффициент передачи по мощности K.
Рассмотрев различные варианты схемы построения смесителя остановимся на двойной балансной схеме смесителя в интегральном исполнении.
Выбор элементной базы
Произведя обзор по отечественной и зарубежной элементной базе был выбран наиболее подходящий смеситель. Сверхширокополосный монолитный интегральный смеситель М43209, применяется в качестве двойного балансного преобразователя частоты, имеет следующие параметры [9]:
Рабочий диапазон частот – 15-1000 Мгц;
Динамический диапазон – не менее 80 дБ;
Коэффициент шума N – не более 8 дБ;
Подавление напряжения входного сигнала на выходе по отношению к уровню сигнала промежуточной частоты Sс – не менее 20 дБ;
Подавление напряжения гетеродина на выходе по отношению к уровню сигнала промежуточной частоты Sг – не менее 20 дБ;
Коэффициент передачи по мощности K – не менее 7 дБ.
Расчет смесителя
Синтез смесителя как было сказано выше произведем на основе сверхширокополосного монолитного интегрального смесителя М43209, его схема приведена на рисунке 3.3.
Возьмем за основу типовую схему включения, но при этом внесем некоторые изменения. Так как гетеродинный вход дифференциальный, то на вход дополнительно включим трансформатор, чтобы можно было использовать синфазный сигнал гетеродина, таким образом напряжение на гетеродинах входах будет противофазно. На сигнальный вход будем сразу подавать противофазный сигнал с ПАВ – фильтра, так что отпадает необходимость использовать трансформатор. На выходе смесителя поставим резонансный контур. Схема включения приведена рисунке 3.4:
Рисунок 3.3. Схема электрическая принципиальная М43209.
Сигнал подается на дифференциальный вход модуля (выводы 6,7 ). Сигнал гетеродина подается также на дифференциальный вход (выводы 1,2 ). Резистор R1 служит для согласования выхода гетеродина и входа смесителя. Конденсаторы С1 и С2 являются разделительными и служат для развязки смесителя и гетеродина по постоянному току. Номиналы конденсаторов рассчитываются по формуле 2.1, получаем что С1=С2>39 пФ. Возьмем номиналы конденсаторов из стандартного ряда С1=С2=470 пФ. Трансформатор Т1 служит для получения противофазного сигнала. Индуктивность обмоток рассчитывается по формуле 3.2.1:
где ωо – рабочая частота, рад/сек,
L – индуктивность обмоток.
На выходе модуля (выводы 10,12) цепочки R3, С3 и R4, С4 является фильтрами нижних частот, предназначенные для фильтрации частоты гетеродина и несущей. Частота среза фильтра должна быть больше 5 МГц, чтобы не давилась промежуточная частота. Возьмем частоту среза fc=80 Мгц. Номиналы резисторов R3=R4=50 Ом, так как микросхема для устойчивой работы должна быть нагружена на 50 Ом. Исходя из этого рассчитаем номиналы конденсаторов С3 и С4 по формуле 3.2.2:
fс=80 МГц – частота среза.
Индуктивность обмоток выберем таким образом, чтобы резонансный контур, состоящий из индуктивности обмоток и С3, С4 были настроены на промежуточную частоту 5 МГц. Соединение обмоток трансформатора Т2, приведенные на рисунке 3.4, обеспечивает симметрию схемы и два несимметричных выхода. Индуктивность обмоток рассчитывается по формуле 3.2.3:
где L – индуктивность обмоток,
С=С3=С4=36 пФ – емкость контура,
fпр=5 МГц – промежуточная частота.
Емкости С5, С6 и индуктивность проводов служат фильтрами по высокой частоте 5 МГц в цепи питания. Индуктивность выбирается исходя из условия, что на высокой частоте оно имеет большое сопротивление порядка 1000 Ом.
Номиналы емкости рассчитываются по формуле .
Из ряда номинальных величин выбираем С5=С6=470 пФ
Емкость С7 и индуктивность проводов служит фильтром для низкой частоты в цепи питания. Индуктивность выбирается исходя из условия, что на низкой частоте оно имеет большое сопротивление порядка 1000 Ом. Номинал емкости С7 такой же, что и в цепи питания МШУ, т.е С7=0.047 мкФ.
ЛАБИРИНТ РОГОЖИНА РАСЧЕТ
Уважаемый покупатель, если вы нашли этот товар дешевле в другом магазине, то укажите, пожалуйста, ссылку на это предложение и мы попробуем сделать еще дешевле. Когда товар «Акустические системы своими руками — Гапоненко С. Быстрый заказ — это заказ 1 товара в 1 клик! Если Вы хотите заказать более 1-го товара, пожалуйста, оформите заказ через кнопку «Купить». Наши операторы свяжутся с Вами для уточнения деталей. Мы поищем фотографии разворотов для книги и когда добавим, Вам на Email придет извещение.
Что нового? Если это ваш первый визит, рекомендуем почитать справку по сайту. Для того, чтобы начать писать сообщения, Вам необходимо зарегистрироваться.
Источник https://stromet.ru/avtomaticheskielinii/avtomaticheskie-linii-massovaya-avtomaticheskaya-obrabotka-stankami/
Источник https://kartaslov.ru/%D0%BA%D0%B0%D1%80%D1%82%D0%B0-%D0%B7%D0%BD%D0%B0%D0%BD%D0%B8%D0%B9/%D0%90%D0%B2%D1%82%D0%BE%D0%BC%D0%B0%D1%82%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B0%D1%8F+%D0%BB%D0%B8%D0%BD%D0%B8%D1%8F
Источник https://audiojob.ru/usilitel/transmissionnaya-liniya-akustika.html


