Схема автоматической линии порошковой окраски
Популярность порошковой покраски обусловлена наличием у неё множества преимуществ перед привычной жидкой технологией нанесения лакокрасочного материала. Но чтобы воспользоваться этим методом, необходимо не только подготовить специальное оборудование, но и обладать определенными навыками.
Проще всего поручить проведение подобных работ специалисту, который качественно и быстро справится с этой задачей. Но стоят такие услуги довольно дорого. Поэтому многие домашние мастера предпочитают выполнять окрашивание подобным методом своими руками. А для того чтобы избежать сложностей во время проведения работ, полезно вначале изучить азы такой технологии.
Достоинства и недостатки
Неслучайно метод окрашивания объектов с использованием порошковой краски пользуется большой популярностью не только у строителей, но и у многих домашних мастеров. Ведь он обладает такими важными достоинствами, как экономичность и экологическая чистота, в чём заметно превосходит традиционную жидкую краску. Объясняется это отсутствием в составе порошковой краски опасных для здоровья растворителей и более медленным расходом. Все не сумевшие закрепиться после распыления на обрабатываемой поверхности частички краски можно собрать и использовать в дальнейшем для окрашивания других объектов.
Плюсы материала
Основными достоинствами порошковой краски можно назвать следующие:
- Отсутствие неприятного запаха, которым обладает его жидкий аналог.
- Сухие краски не склонны к самовозгоранию.
- Процедура окрашивания требует минимум времени.
- В случае получения не совсем удачного результата изделие легко перекрасить.
- Окрашивание проводится в один этап.
- Прекрасно ложится даже на не очень ровное покрытие.
- Лакокрасочное покрытие получается очень равномерным.
- Перед окрашиванием не приходится наносить грунтовочный слой.
- Сухие краски не подвержены коррозионным процессам и температурным перепадам.
Минусы окрасочного состава
В то же время эта технология имеет и ряд существенных недостатков:
Читайте также: Акриловая декоративная штукатурка стен: фото и видео
- Невозможность использования для деревянных и пластмассовых конструкций.
- Для окрашивания крупных объектов необходимо большая печь для полимеризации.
- Трудности с получением тонкого слоя окрасочного материала.
- Высокая цена.
Порошковая покраска как идея для бизнеса
Если учесть все преимущества данного вида работ, то становится очевидным, что такой бизнес будет довольно выгодным. Если у вас нет возможности сразу вложить большую сумму в свое дело, желательно хотя бы просто узнать, как выполняется порошковая окраска своими руками.
Но стоит учесть, что потратиться все равно придется. В первую очередь нужно будет позаботиться о наличии специального оборудования и отдельного помещения. В качестве последнего вполне подойдет простой гараж, но при условии, что в нем достаточно много места для размещения всех инструментов и непосредственного проведения работ. А какое необходимо оборудование для порошковой окраски?
Критерии выбора
Один из ключевых вопросов, который должен решить мастер — выбор конкретной порошковой краски для обработки объекта. Это очень важно, так как от материала напрямую зависит качество покрытия изделия. В магазинах предлагается большое количество различных видов сухих красок, обладающих разными характеристиками.
Хорошая краска должна удовлетворять определенным функциональным требованиям. Основными среди них являются:
- Механическая стойкость. Материал должен быть устойчивым к износу, прочным, невосприимчивым к царапинам, ударам и истиранию.
- Температурная стойкость. От краски требуется, чтобы она была устойчива к воздействию высоких температур, а также нагревам как периодическим, так и постоянным.
- Электроизоляционные свойства. В большинстве своем полимерные покрытия являются диэлектриками, а это дает возможность использовать их для изоляции готовых изделий от электричества.
- Химическая стойкость. Выбираемый материал должен хорошо переносить взаимодействие с маслами, жирами, моющими средствами, бензином и другими веществами, с которыми будет контактировать покрытие в процессе эксплуатации.
- Стойкость к ржавчине. При выборе краски важно, чтобы она была устойчивой к воздействию химикатов и влаги — главных причин развития коррозии.
Дополнительно краска может отличаться между собой декоративными свойствами:
- Гладкие покрытия. Представлены в различных цветовых вариантах.
- Текстурные. Могут предусматривать определенные спецэффекты, например, апельсиновая корка, морщинистость и пр.
- Прозрачные. Используют для защиты металлических, сантехнических и других изделий.
- Тонированные. Позволяют высветить металл или подложку под различные виды материалов — металл, бронзу и пр.
- Степень блеска. В зависимости от этого различают полуглянцевые и глянцевые, а также покрытия с разной степенью блеска — от тусклого до сильного.
Виды пистолетов для порошковой покраски
Порошковое окрашивание может производиться двумя способами: путем погружения и распылением красителя. Первый вариант — весьма сложный технологический процесс, поэтому применяется только в производственных условиях для покраски крупногабаритных объектов (профнастил, металлические конструкции и каркасы).
Метод распыления осуществляется с помощью пистолета, такой способ доступен для выполнения покраски в домашних условиях. Принципы функционирования пистолетов позволяют разделять их на несколько разновидностей.
Электростатический
Электростатический пистолет для покраски позволяет обрабатывать поверхности вне зависимости от того, какой формой они обладают. Способствует появлению сверхтонких покрытий, обычно их толщина достигает всего 30-250 микронов. Это экономичный вариант, который не будет трудозатратным, когда занимаются обслуживанием. Потому такой пистолет — лидер на современном рынке. При необходимости не уйдёт много времени даже на то, чтобы заменить краску.
При использовании таких инструментов не нужно предварительно нагревать поверхность. Из основных недостатков стоит отметить высокую стоимость, такую порошковую окраску сможет применить не каждый.

Трибостатический
Трибостатический пистолет отличается отсутствием генератора частиц в обычном понимании этого слова. Образование заряда осуществляется за счёт того, что частицы лакокрасочного материала трутся друг о друга. Сложность набора достаточной величины заряда краской – главная трудность, с которой сталкиваются владельцы трибостатического типа устройств при проведении окрашивания. Требуется проводить чёткую регулировку первичной краски.
Качество зарядки сильно зависит от уровня влажности, с которым работает трибостатическое оборудование. Порошок осаждается слишком быстро, да и сам заряд понижается при работе на любых типах поверхностей.

Флюидизированный
Данная разновидность распылителей предназначена для того, чтобы наносить краску послойно. Потому легко набрать достаточную толщину. Обычно она находится на уровне 250 микронов. Благодаря применению технологии мастеру проще следить за тем, какой остаётся толщина напыления в каждый конкретный момент времени, пользуясь распылителем.

Читайте также: Какую выбрать эмаль для ванн
Подготовительные работы, эксплуатация покрытия и распылителя в данном случае обходятся действительно дёшево, не требуют дополнительных трат. Но у данного варианта есть и недостатки, среди которых:
- требование к наличию простой формы у обрабатываемой поверхности, на которой организуют процесс распыления порошка;
- необходимость в любом случае предварительно греть деталь своими руками, а затем высушивать её;
- повышенный расход краски при обработке поверхности;
- подобная технология также требует применения металла, который устойчив к воздействию высоких температур.
На видео: лучший распылитель для порошковой покраски на дому.
Суть технологии
Главное отличие этого метода заключается в том, что на обрабатываемый объект краску наносят в сухом виде. Чтобы было понятнее, рассмотрим более подробно этот процесс, который можно представить в виде двух этапов:
- нанесение порошка;
- закрепление краски.
В тот момент, когда материал распыляют на поверхность, его мельчайшие частички получают заряд, противоположный заряду объекта, в отношении которого проводится окрашивание. В результате они притягиваются друг к другу из-за противоположных знаков заряда. Это приводит к оседанию частичек порошка на поверхности, которую окрашивает мастер.
Но в таком виде поверхность не годится для эксплуатации. Чтобы созданное покрытие сохранило свой цвет и структуру, его необходимо закрепить. Для фиксации порошка на поверхности прибегают к методу запекания. Он предполагает нагревание объекта в специальной камере. Под воздействием высокой температуры сухой порошок плавится, превращаясь в очень прочную пленку. Подобная технология окрашивания нередко применяется для обработки металлических конструкций.
Оборудование для порошковой покраски
Чтобы воспользоваться этим методом окрашивания, вам потребуется определенное оборудование. Среди необходимых для работы приспособлений вам понадобится:
- распылитель;
- камера для запекания краски.
При помощи распылителя будет распыляться непосредственно сам лакокрасочный материал. Этот инструмент бывает двух видов — ручной и автоматический. Камера запекания необходима для осуществления процесса полимеризации. Именно благодаря ему порошок приобретет необходимые свойства, превратившись в надежную плёнку.
Если у вас нет намерения впоследствии регулярно пользоваться технологией порошкового окрашивания, то можно не тратиться на приобретение специальной печи. Ее отлично сможет заменить обычная духовка.
Чтобы процесс покраски проходил по всем правилам, вы должны обеспечить соблюдение определенных условий:
- хорошее освещение;
- достаточная вентиляция.
Особое внимание необходимо уделить последнему пункту: не позаботившись о создании хорошей вентиляции в помещении, вы рискуете нанести серьезный вред своему здоровью. Даже если у вас нет специального помещения для проведения подобных работ, вы можете этим заниматься и в обычном гараже.
Что же касается выполнения второго условия, то обеспечить достаточное освещение для качественного проведения покраски можно при помощи обычных ламп дневного света. Если вы решите пренебречь этим требованием и станете проводить порошковую покраску без использования этих источников освещения, то краска при распылении будет оседать на горячие лампы.
Когда вы закончите работу по окрашиванию, вам придется подумать о том, как собрать остатки краски. Лучше всего с этой задачей справится пылесос циклонного типа. Ни в коем случае не используйте обычный агрегат, так как он очень быстро засорится.
Подготовка поверхности к окрашиванию
Советуем запастись терпением, когда вы начнете подготавливать металлическую поверхность к окрасочным работам. Это потребует от вас значительных временных и трудовых затрат. Но помните, что от того, как вы проведете этот важный этап, будет зависеть и конечный результат. Поэтому уделите этому особое внимание.
Во время подготовки металла к покраске вам придётся выполнить ряд этапов:
- очистить металлическую поверхность от загрязнений;
- удалить следы жира;
- обработать материал антикоррозионным составом;
- нанести фосфатирующие средства для улучшения сцепления краски.
Обработку поверхности металла можно выполнять вручную или с использованием химических средств. В первом случае вам понадобятся металлические щётки или шлифовальный диск. Дополнительно необходимо протереть металл чистой тканью, предварительно смоченной в растворителе. Второй способ предполагает использование специальных составов — кислот, щелочей и растворителей. При выборе наиболее подходящего состава исходите из типа материала, с которым вам предстоит работать и масштаба и сложности загрязнений.
Читайте также: Норма расхода водоэмульсионной краски при внутренних работах
Во время обработки металла не помешает нанести на него конверсионный подслой. Он защитит краску от проникновения влаги и грязи, что исключит ее отслаивание, а это позволит сохранить результат вашей работы в первозданном виде надолго. Непосредственно на конверсионный подслой можно наносить фосфатирующие средства.
В рамках подготовки поверхности к покраске необходимо не забыть выполнить такую важную процедуру, как пассивирование. Смысл ее заключается в нанесении на поверхность нитратов хрома и натрия. Благодаря этой процедуре вы защитите металл от коррозионных процессов после окрашивания.
Закончив подготовку поверхности и обработав ее необходимыми веществами, обязательно сполосните металл и высушите. После этого можно начинать саму процедуру окрашивания.
Распыление порошка
Возьмите распылитель и начинайте равномерно наносить сухую краску на подготовленную поверхность. Рекомендуется предварительно защитить рабочую зону специальной ширмой, иначе во время окрашивания краска будет разлетаться по всему помещению.
Оборудование для порошковой окраски TESLA
Наша компания – официальный представитель компании “TESLA”, производителя качественного оборудования для порошковой окраски. Для производства оборудования используются современные материалы и технологии. Установки изготовлены из прочных материалов (можно применять на промышленных объектах), рассчитаны на длительные сроки работы, гарантируют стабильный заряд краски все время использования. Кроме этого, расход порошковых распылителей составляет всего от 110 г/м2. Распылители легко управляются, не требуют дополнительного обучения сотрудников.
В некоторых устройствах порошковой покраски «Tesla» используется технология покраски PULS COATING. Она накладывает слой краски всего 40-70 микрон и уменьшает расход на 20%. Эта технология позволяет качественно перекрашивать поверхности и избегать появления «апельсиновой корки».
Трибостатический распылитель Tesla Tribo
Имеется бункер с ожижением, предназначен для небольших объемов окраски. Уникальная система подачи порошка ЦИКЛОН.
- Работает со всеми видами порошковых красок.
- Не нужно трясти для равномерной подачи.
- Не забивается комками.
- Равномерная подача краски (не “сплевывает” крупные фракции).
Трибостатический распылитель Tesla Profi 2
Новый распылитель с системой подачи порошка ЦИКЛОН. Отлично работает со всеми порошковыми красками: лежалыми, влажными, сметкой. Не нужно больше трясти распылитель для равномерной подачи некачественной порошковой краски и разбивания комков непросеянной краски.
- Работает со всеми видами порошковых красок.
- Не нужно трясти для равномерной подачи.
- Не забивается комками.
- Равномерная подача краски (не “сплевывает” крупные фракции).
Цена: 29 900 руб.

Вибросито TSL VIBRO
Вибросито TSL VIBRO предназначено для просеивания порошковой краски или других сыпучих смесей как первичной, так и уже использованной с целью отсева сорности и размельчения комков которые могут возникать при попадании влаги в краску./p>
- облегченная конструкция
- надежный электрический вибродвигатель
- пыле, влагозащищенное исполнение выключателя с возможностью его перемещения.
- добство в чистке е обдувке
Цена: 34 900 руб.
Оборудование для порошковой окраски TSL +
Комплект TSL плюс – это TSL Profi и полноценная окрасочная установка с забором краски из бака. Включает в себя:
- Блок пневматического регулирования для обеспечения плавной регулировки подачи на распылитель воздушно-порошковой смеси
- Трубка 5 метров для подачи порошка и весь комплект воздушных трубок.
- Эжектор в сборе
- Бак 50 л. в сборе со всеми трубками, пластиной ожижения, регулятором воздуха.
Цена: 41 500 руб.
Вибростол для порошковой окраски TSL Vibro
Назначение – забор порошковой краски из коробки. Включает в себя эжектор (насос) с надежным итальянским вибродвигателем с небольшим потреблением тока. Можно устанавливать коробку порошковой краски в разных вариантах. Смена краски и переход на другой цвет осуществляется за несколько минут. Вибростол может в дальнейшем укомлектоваться блоками с распылителями Tesla.
Цена: 59 000 руб.
Ручная установка напыления порошковых красок в электростатическом поле с баками Tesla Mini 10
Баки 10 или 50л., функция PULS COATING, цифровой дисплей, улучшенная тележка. Все регулировки: подача порошка, транспортного воздуха, обдув коронирующего электрода, ожижение порошка в баке. На входе имеется регулятор давления и фильтр масло-влаго отделитель. Защита от высокого давления воздуха на входе для предотвращения разрушающего воздействия на пневмокомпоненты.
Основными достоинствами: отличное качество покрытия, возможность работать с красками типа «металлик», «антик» и подобными, которые считаются проблемными в нанесении; надежность в работе и легкость в эксплуатации; получение стабильных результатов вследствие непрерывной и равномерной подачи порошковой краски; возможность окраски изделий из стекла, керамики, металла, других проводников.
Цена: 64 000 руб.

Ручная установка напыления порошковых красок в электростатическом поле с баками Tesla Mini 50
Производительная, надежная и простая в эксплуатации ручная установка напыления порошковых красок в электростатическом поле с баками 10 или 50л. и функцией PULS COATING , многофункциональным цифровым дисплеем и улучшенной конструкцией тележки. Все регулировки: подача порошка, транспортного воздуха, обдув коронирующего электрода, ожижение порошка в баке. Имеет на входе регулятор давления и фильтр масло-влаго отделитель. Защита от высокого давления воздуха на входе для предотвращения разрушающего воздействия на пневмокомпоненты.
Цена: 72 000 руб.
Ручная установка напыления порошковых красок в электростатическом поле с баком 50 л. Tesla 111R
Недорогая, высокопроизводительная, надежная и простая в эксплуатации ручная установка напыления порошковых красок в электростатическом поле с баком 50л. Может комплектоваться различными типами баков по усмотрению заказчика. Имеет на входе регулятор давления и фильтр масло-влаго отделитель. Цифровой дисплей. Защита от высокого давления воздуха на входе для предотвращения разрушающего воздействия на пневмокомпоненты.
Цена: 94 000 руб.

Оборудование для порошковой покраски Tesla 201R
Высокопроизводительная, профессиональная, надежная и простая в эксплуатации ручная установка напыления порошковых красок в электростатическом поле с баком 50л. и функцией PULS COATING(описание внизу страницы), многофункциональным цифровым дисплеем и улучшенной конструкцией тележки. Может комплектоваться различными типами баков.
Цена: 99 000 руб.
Ручная установка напыления порошковых красок в электростатическом поле с баком 50л. Tesla Optima
Возможность работы в трёх настраиваемых режимах для окрашивания плоских деталей, изделий сложной формы и перекрашивания. Точная цифровая настройка электрических параметров. Функция PULS COATING, многофункциональный цифровой дисплей и улучшенная конструкция тележки. Может комплектоваться различными типами баков. Все регулировки: подача порошка, транспортного воздуха, обдув коронирующего электрода, ожижение порошка в баке. Имеет на входе регулятор давления и фильтр масло-влаго отделитель. Защита от высокого давления воздуха на входе для предотвращения разрушающего воздействия на пневмокомпоненты.
Цена: 109 000 руб.

Читайте также: Какую шпатлевку для паркета выбрать?
Оборудование для порошковой покраски Tesla 201R DUO
Позволяет работать сразу двум операторам с забором краски из одного бака. Высокопроизводительная, профессиональная, надежная и простая в эксплуатации ручная установка напыления порошковых красок в электростатическом поле с баком 50л. и функцией PULS COATING(описание внизу страницы), многофункциональным цифровым дисплеем и улучшенной конструкцией тележки. Может комплектоваться различными типами баков.
Цена: 139 000 руб.

Оборудование для порошковой покраски Tesla 201RV DUO
Позволяет работать сразу двум операторам с забором краски из одной коробки. Высокопроизводительная, профессиональная, надежная и простая в эксплуатации ручная установка напыления порошковых красок в электростатическом поле с баком 50л. и функцией PULS COATING(описание внизу страницы), многофункциональным цифровым дисплеем и улучшенной конструкцией тележки. Может комплектоваться различными типами баков.
Цена: 149 000 руб.

Установка напыления порошковых красок в электростатическом поле с вибростолом Tesla OPTIMA VIBRO DUO
Позволяет работать сразу двум операторам с забором краски из одной коробки. Возможность работы в трёх настраиваемых или автоматических режимах для окрашивания плоских деталей, изделий сложной формы и перекрашивания. Двухпостовая, высокопроизводительная, профессиональная, надежная и простая в эксплуатации современная установка напыления порошковых красок в электростатическом поле с вибростолом и функцией PULS COATING, многофункциональным цифровым дисплеем и улучшенной конструкцией тележки.
Цена: 179 000 руб.
Автоматический манипулятор для покраски TSL 2000D
80 управляющих программ , Необслуживаемый электропривод. Предназначен для длительной стабильной работы с высокой загрузкой. Стандартные варианты исполнения хода манипулятора 1.5м, 1.8м, 2м, 2.5м высота от основания до нижней точки опускания штанги 670мм от верхнего габаритного размера до высшей точки подьема штанги 310 мм.
Цена: 460 000 руб.
Также в продаже имеется запчасти, отдельно комплектующие (эжекторы, распылители, насадки, манометры, баки и т.п.).
Автоматические линии порошковой окраски
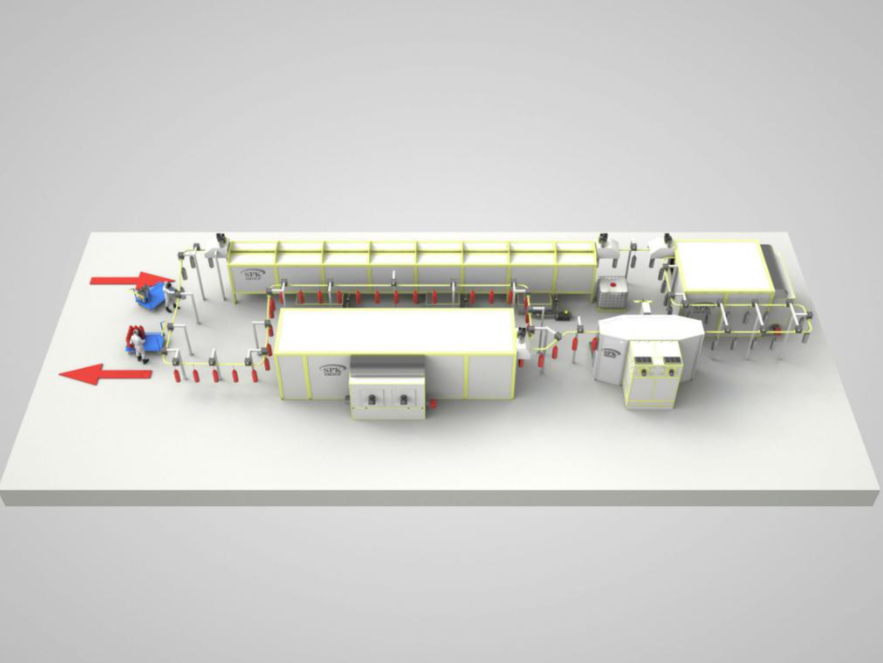
Автоматическая линия порошковой окраски — это комплекс оборудования, где манипуляторы через пистолеты распылители окрашивают, автоматически перемещаемые изделия. В ходе процесса получается полимерное порошковое покрытие на поверхности металла, техники и даже спортинвентаря. Это экономичная и экологичная технология покраски.
Состав автоматической линии порошковой окраски
Комплексное оборудование для окрашивания металлов и других поверхностей оснащено целым рядом различных устройств:
- установкой, где происходит подготовка к покраске;
- рабочими камерами для технологических процессов по нанесению красителя;
- пистолетами для распыления порошка;
- рекуперационной системой;
- печами полимеризации и сушки;
- покрасочными конвейерами.
Отличительной особенностью автоматических линий служит перемещение окрашиваемых элементов в соответствии с технологическим циклом, выполняемый автоматическим конвейером.
Принцип работы
В специальной установке подготавливают поверхность для покраски, удаляют загрязнения с площади окрашиваемой детали. Корпус агрегата, это рабочее пространство, где с помощью форсунок под давлением происходит распыление моющих растворов. Внизу под корпусом стоят ванны, заполненные химическим раствором и водой для промывки. Их место расположения определяют на стадии проектирования линии. Деталь готовят для покраски, прогоняя через отсеки и последовательно обрабатывая препаратом, которое требует технология.
Процедура очистки состоит из обезжиривания и вытравливания разными химикатами. Мойку осуществляют погружением детали, используют и струйное распыление раствора.
Циркуляционным насосом, соединенным с ванной подают раствор на форсунки. Насос состоит из манометра и запорной арматуры для регуляции требуемого давления. По числу технологических стадий устанавливают столько же и ванн. От сложности технологического процесса обработки, зависит количество установленных ванн.
В печи сушки удаляют остатки воды. Она состоит из теплоизолированного корпуса, где по внутренним воздуховодам распределяется горячий воздух. Нагревает воздух теплогенератор, а перемещают циркуляционными вентиляторами. После химической обработки и промывки металла, его нужно сушить при высокой температуре, деталь передвигается в конвейере. Интенсивная циркуляция воздушной среды, нагревает и высушивает металл. Абсолютно сухое изделие нужно обязательно, потому что качество высыхания влияет на однородное нанесение слоя порошковой краски.
Автоматическая линия имеет основной и важный участок – кабину, где происходит нанесение красителя напылением. В камере создаются условия для идеальной покраски. На ее изготовление используют металл, оцинкованную сталь или пластик. Внутри камера состоит из герметизированных стыков с большими округленными радиусами, которые позволяют проводить чистку, когда нужно заменить цвет красителя. В состав кабины входит:
- рабочая камера;
- блок фильтрации;
- циклон;
- блок воздушной очистки;
Благодаря фильтрам в максимальной степени очищается воздух. Потеря красящих материалов приравнена до 5%, если краска собирается на дне циклона, ее используют повторно.
Монтаж камеры осуществляют вместе с циклоном, который имеет блок аспирации. Где разделяется краска от воздуха. В корпусе циклона вентиляторы создают воздушные потоки, от чего порошок оседает на внутренних стенках в цилиндре и конусе. Нижняя горловина циклона оснащена ситом, чтобы очищать вторичный порошок от грязи и подавать краску в центр. Чистый воздух поступает на фильтрацию возле верхнего отверстия и возвращается в цех. В такой системе можно часто и быстро менять цвет, не привлекая дополнительных устройств.
Формируется покрытие в печах полимеризации, устройство и принцип работы которых такой же, как и в сушильной печи. Когда печь нагревается, красочный материал расплавляется до вязкой пленки, вещество распространяется по поверхности, проникая на микроскопические неровности. После затвердевания образуется полимерное покрытие. К манипулятору прикреплены пистолеты распылители, они передвигаются по вертикальной оси. С помощью манипуляторов происходит равномерное и бесперебойное распыление краски, чем добиваются качественного покрытия. Автоматическая система позволяет наносить краску:
- равномерно по всей поверхности;
- экономно;
- безопасно;
- автоматически останавливать процесс, если он вышел за границы заданного участка;
- с долгим сроком службы;
- с программируемым автоматическим ходом, регулируя скорость.
Автоматическая система оснащена:
- сенсорным дисплеем;
- дистанционным управлением;
- записью хода технологического процесса.
Автоматические системы нанесения порошковых красителей в основном применяют для больших объемов работ. Чтобы изделия перемещались используют специальную транспортную систему. От качества, которой зависит уровень производительности окрашиваемых деталей. Для оценки эксплуатационных характеристик устройства, берут показатели:
- скорости;
- грузоподъемности;
- объем, который придется красить.
Автоматическую линию проектируют каждому клиенту в индивидуальном порядке.
Коротко о главном
Производитель проектируя, автоматическую линию для порошковой окраски изделий, учитывает требования заказчика, в каком состоянии находятся детали для покраски, размер цеха, влажность в производственном помещении. На этом основании комплекс оборудования будет соответствующей производительности, со сменой цвета краски по необходимости, покрытие стойким.

Екатерина Сафронова Специалист отдела порошково-полимерных покрытий SPK GROUP
Автоматическая линия порошковой окраски
Компанией «Антанта» смонтировано уже более 15 конвейерных автоматических линий порошковой окраски. В данном разделе мы рассмотрим: из какого оборудования состоят автоматические линии, в каких случаях они необходимы, какова их цена и что необходимо учитывать при их выборе.
Автоматическая линия порошковой покраски включает оборудование:
1.1 Камеры струйной подготовки поверхности.
1.2 Камера сушки
2.1 Камера напыления порошковой краски.
2.2 Манипуляторы с установками распыления порошковой краски.
2.3 Печь полимеризации.

1. Участок подготовки поверхности.
1.1. Камера струйной подготовки поверхности.
Узнать цену

В автоматических линиях порошковой покраски в большинстве случаев для подготовки поверхности используются камеры струйного облива.
Струйная подготовка поверхности является наиболее универсальным и эффективным методом подготовки изделий перед порошковой окраской. Это обусловлено рядом факторов:
- высокой производительностью данного метода,
- возможностью обработки мелких и крупных деталей,
- использованием в ручных и автоматических участках порошковой окраски.
Струйная подготовка поверхности состоит из нескольких этапов: обезжиривание, аморфное фосфатирование, промывка технической водой, промывка деминерализованной водой.
При струйной очистке, на изделие, находящиеся в специальном туннельном агрегате, через форсунки под давлением подается жидкость, соответствующая стадии очистки. Стекая в поддон камеры, далее жидкость проходит через фильтр очистки от грубых примесей и попадает в свой накопительный бак.
Каждая жидкость имеет свой контур циркуляции и подачи через форсунки. Переключение контуров циркуляции и клапанов, переключающих контур стока, происходит в автоматическом режиме.
С использованием выше указанных методов возможно создание практически бессточных технологий. При этом в качестве отходов будет накапливаться только различный шлам.

Необходимость применения деминерализованной воды, в качестве последнего этапа струйной очистки, определяется качеством технической воды в месте установки участка порошковой окраски. Т.е. если техническая вода соответствует параметрам для промывки, то деминерализационная установка не требуется.
Совмещение стадий фосфатирования и обезжиривания в одной камере.
В тех случаях, когда поверхность металла не имеет серьезных загрязнений, таких как конверсионные масла и графитовая смазка, стадию аморфного фосфатирования можно совмещать со стадией обезжиривания в одной камере подготовки поверхности, что позволяет экономить производственные площади и сокращает расходы на автоматизированную линию порошковой окраски.
Промывку технической и деминерализованной водой можно так же совмещать в одной струйной камере. Но, при этом, фосфатирование и промывку водой мы не рекомендуем совмещать, т.к. даже при разделении контуров подачи и распыления фосфатных жидкостей и промывочной воды, все равно часть химикатов со стенок камеры и изделий попадает в промывочную воду, ухудшая качество промывки, и наоборот, вода попадает в фосфатную жидкость, уменьшая ее концентрацию. И вода и фосфаты рециркулируют по кругу.

1.2. Камера сушки.
После очистки поверхности хим-растворами и промывки водой необходимо высушить изделия для последующего нанесения порошковой краски. Для этого предназначена камера сушки.
В качестве энергоносителя может выступать как электроэнергия, так и газ. Метод нагрева — конвективный. Камера сушки снабжена циркуляционным электрокалорифером и имеет вытяжную вентиляцию. Интенсивная циркуляция горячего воздуха обеспечивает быстрый нагрев и сушку изделий.
Изделие, выходящее из камеры сушки, должно быть полностью сухим, так как от этого напрямую зависит качество и однородность получаемого покрытия.
2. Участок порошковой покраски.
Узнать цену
2.1. Камера напыления порошковой краски конвейерного типа.

Камера напыления в автоматизированной линии предназначена для оптимизации нанесения порошковой композиции на изделие.
Основные функции камеры напыления:
- Очистка воздуха от порошковой смеси, не осевшей на изделии. При правильно сделанной камере напыления, порошковая краска не вылетает за пределы объема камеры, тем самым не загрязняя помещение и воздух.
- Сбор или рекуперация порошковой краски. Уловленная порошковая краска, после сброса с фильтров, собирается в отдельном бункере, после чего может быть использована по новой.
Составные части камеры напыления:
- Сборная, закрытая панелями, конструкция с двумя отсеками для загрузки и выгрузки изделий и двумя окнами для напыления порошковой краски, расположенными с противоположных сторон.
- Блок мультициклонов (устанавливается в зависимости от конструкции).
- Блок картриджных фильтров с фильтром тонкой очистки.
Конструкция камеры напыления.

Камера напыления представляет собой сборную конструкцию из отбортованных панелей, что позволяет при необходимости легко ее демонтировать и вновь монтировать. Стыковка панелей выполнена таким образом, что отбортованные стороны остаются снаружи, поэтому внутренние стенки камеры покрытия не имеют выступов, что позволяет легко её очистить при смене цвета краски.
С целью эффективной работы фильтров и обеспечения постоянной воздушной тяги в камере напыления осуществляется очистка этих фильтров пневмоударом, с задаваемой на пульте управления периодичностью. Фильтры тонкой очистки, расположенные в верхней части блока фильтров, задерживают частицы, проходящие через первичный фильтр (размеры этих частиц – менее 10 микрон).
Очищенный от всех частиц воздух выбрасывается в помещение, что, во-первых, исключает необходимость монтажа вентиляционной системы, во-вторых, предотвращает выброс теплого воздуха из помещения.
Для обеспечения эффективной очистки увлекаемого из камеры напыления воздуха с частицами не осевшей на изделия порошковой краски и с одновременным обеспечением необходимой воздушной тяги, предотвращающей распространение порошковой краски вне камеры, мы устанавливаем мультициклон и блок картриджных фильтров.
Блок картриджных фильтров имеет систему очистки пневмоударом в ручном и/или автоматическом режимах с установкой периода очистки. Каждый из импортных фильтров имеет 11 м2 эффективной площади. Количество устанавливаемых фильтров, количество циклонов в мультициклоне и тип вентилятора рассчитываются исходя из параметров камеры напыления.

2.2. Манипуляторы с установками распыления порошковой краски.
Нанесение порошковой краски на изделие осуществляется через окна камеры напыления, при помощи распылительных установок, ручным или автоматическим способом.
В зависимости от конструкции конвейерной линии применяется или ручное напыление порошковой краски с участием маляра или автоматическое нанесение при помощи специальных манипуляторов (станций) или стендов с закрепленными на них распылителями.
Манипуляторы (станции) чаще всего используются при окраске высоких изделий. В данном случае станция осуществляет плавное перемещение распылителей вверх-вниз в диапазоне высоты изделия. Скорость перемещения и разгона задаются с пульта управления.
Установки напыления с распылителями подбираются в зависимости от способа напыления (ручной или автоматическая станция). Для подбора оптимального оборудования, мы сотрудничаем с несколькими производителями распылительных установок: Gema (Швейцария), Eleсtron (Турция), Tesla (Корея).
2.3. Печь полимеризации конвейерного типа.

Предназначена для реализации техпроцесса отверждения (полимеризации) покрытий. В качестве энергоносителя может использовать электроэнергия или природный газ. Метод нагрева — конвективный.
Основные показатели качества печи полимеризации:
- Равномерный прогрев всего внутреннего объема печи с разницей не более +/- 5С. о
- Оптимальная скорость конвекции, при которой порошковая краска не сдувается с изделий.
- Время нагрева пустой цикличной печи не более 30 минут до 180 С. о
- Температура внешних стенок печи не более 50С о .
Тип конструкции конвейерной печи полимеризации зависит от выбранной схемы конвейера, размера изделий и размера помещения выделенного под линию порошковой окраски.
Печь полимеризации имеет разборную конструкцию. Все элементы камеры полимеризации могут быть транспортированы к месту монтажа через стандартные проемы дверей.
Камера полимеризации состоит из теплоизолирующих панелей, обеспечивающих температуру внешней стороны печи не выше 40 Со, при поддержании температуры внутри печи 200 Со. Печь снабжена циркуляционным электрокалорифером и имеет вытяжную вентиляцию.
Отдельно отметим надежность и долговечность изготавливаемых нами термокамер (камеры сушки и полимеризации), число установленных нами термокамер достигло почти 500 штук, некоторые из них эксплуатируются уже более 10 лет. Эти обстоятельства позволяют нам устанавливать на термокамеры гарантийный срок ДВА года. Например, в соответствии с требованием Заказчика (Зеленодольский завод пластиковых труб) изготовленная нами термокамера непрерывно и безостановочно работала в течение 14 месяцев, а такую гарантию на непрерывную работу не давал ни один из наших конкурентов.
3. Автоматическая транспортная система конвейерного типа.
Транспортная система в линии порошковой покраски предназначена для размещения и перемещения изделий по стадиям техпроцесса нанесения порошковых покрытий. В конвейерной линии порошковой окраски в первую очередь от транспортной системы зависит производительность всего участка. При подборе конвейерной транспортной системы основными параметрами являются — скорость движения и грузоподъемность конвейера.

4. Как подобрать автоматическую линию порошковой окраски?
Потребность в автоматической линии порошковой покраски возникает, когда на предприятии организовано крупное серийное производство одинаковых деталей, нуждающихся в порошковой покраске. Автоматическая линия всегда разрабатывается индивидуально под определенные размеры и форму деталей, с небольшими отклонениями по размерам «от-до».
Процесс проектирования и расценки автоматической конвейерной линии порошковой окраски происходит индивидуально по каждому заказу и требует большого опыта в данной сфере. Ниже представлена спроектированная планировка конвейерного участка порошковой покраски.
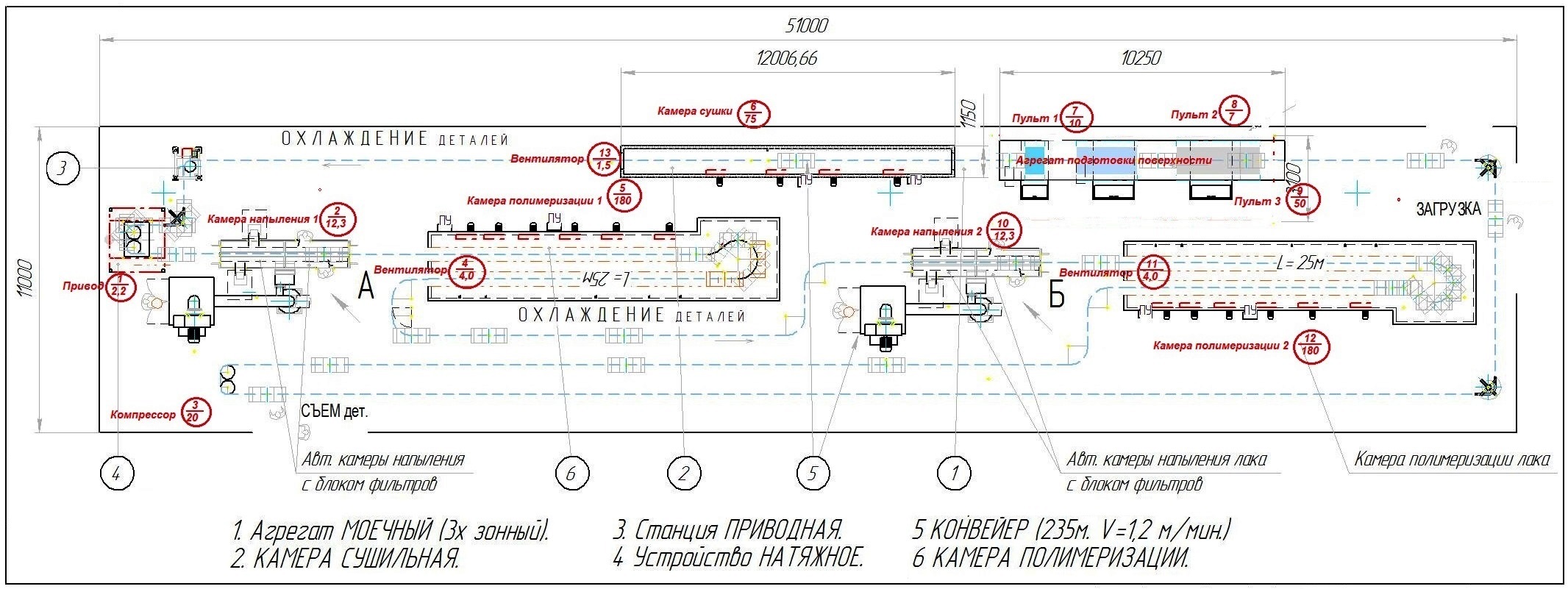
Компания «Антанта» запустила свою первую автоматическую линию в 2011 годуС тех пор спроектировано, произведено и смонтировано более 15 конвейерных линий порошковой окраски. Производство автоматической линии занимаетот 3 до 6 месяцев. Цена варьируется от 8 до 25 млн. рублей. При этом, производством ручных линий порошковой покраски мы занимаемся с 2005 года.
Техническое задание на расчет цены.
Узнать цену
Для выбора вариации автоматической порошковой линии и получения сметного расчета стоимости просим Вас заполнить техническое задание. Расчеты занимают ориентировочно 5-7 дней, после чего мы направим Вам подробное коммерческое предложение на оборудование с планировкой размещения в Вашем помещении.
Источник https://malyarka-shop.ru/otdelka/oborudovanie-dlya-naneseniya-poroshkovyh-pokrytij.html
Источник https://ptsline.ru/avtomaticheskie-linii-poroshkovoy-okraski/
Источник https://antanta.su/liniya-poroshkovoy-okraski/


