Горячее цинкование металла: технология, оборудование, ГОСТ



Цинкование относится к анодным покрытиям металла, когда на обрабатываемую поверхность наносится материал, имеющий меньший электродный потенциал. Этот способ промышленной обработки металлических поверхностей является очень распространенным методом защиты металла от негативного воздействия окружающей среды. Технология цинкования металла зависит от параметров обрабатываемого изделия и предлагаемых условий эксплуатации. В нашей статье мы подробно разберем все разновидности и особенности этой технологии.
Общие требования
1.1. На стадии предварительных переговоров до заключения дополнительного соглашения (или договора) на выполнение работ по цинкованию металлоконструкций Заказчик обязан передать Подрядчику в целях определения последним наличия (отсутствия) технической возможности цинкования следующие документы:
- Чертеж или пакет чертежей в разряде КМД, адаптированные только на русском языке с габаритными размерами и техническими условиями на предмет выполнения антикоррозионного покрытия методом горячего цинкования в соответствии с ГОСТ 9.307 – 89;
- Чертежи иностранного производства (на английском, немецком, китайском и других языках на согласование не принимаются);
- Сертификат или сертификаты на металл из которого выполнено изделие или металлоконструкция включающая в себя разный сортамент металлоизделий (уголок, швеллер, двутавр, труба, пластина или круг).
1.2. Передаваемые металлоконструкции должны иметь маркировку в виде клейма (марки изделия), соответствующего марке, указанной в товаросопроводительном документе. Металлоконструкции должны передаваться пакетами (по маркам и профилю), снабженными бирками. На бирке должно быть указано наименование Заказчика, марка изделия (наименование), количество штук в пакете, общий вес пакета.
1.3. На цинкование принимаются металлоконструкции, изготовленные из низкоуглеродистых сталей (СТ 3 СП, 09 Г2 С, СТ 20 и др.).
Читайте также: Термостойкая краска для печи: лучшие модели, характеристики
1.4. Габаритные размеры элементов стальных конструкций, подлежащих цинковому покрытию, должны быть не более: по длине — 12,5м, по ширине — 1,5м и по высоте — 3,0м.
Требования к конструкции изделий, подлежащих цинкованию (в соответствии с ГОСТ 9.307 – 89)
2.1. В металлоконструкциях не должно быть “карманов”, закрытых полостей и воздушных мешков; все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей, расплавленного цинка и газов.
2.2. Сварку элементов стальных конструкций следует производить встык, либо двусторонними швами, либо односторонним швом с подваркой.
2.3. Сварные швы должны быть равномерными, плотными и сплошными по всей длине.
2.4. Все детали металлоконструкций должны иметь технологические отверстия (как для выполнения требований пункта 2.1., так и для подвешивания самих изделий). Технологические отверстия должны иметь диаметр от 15 до 30 мм и быть расположены на расстоянии от 10 до 30 мм от торца детали.
2.5. Расположение и целесообразность выполнения технологических отверстий в предоставляемой Заказчиком конструкторской документации должны быть согласованы с Подрядчиком и утверждены специалистами ЦГЦ ООО «ЭЦМ» до заключения сторонами дополнительного соглашения (или договора).
ОСОБОЕ ВНИМАНИЕ ОБРАТИТЬ!
2.6. Герметичные емкости, барабаны, змеевики из труб, узлы с резьбовыми соединениями, покрытию методом горячего цинкования не подлежат.
2.7. Во избежание взрыва не допускается наносить покрытие на изделия, имеющие закрытые полости.
2.8. Полые изделия и изделия сложной формы подвергают пробному цинкованию.
2.9. Не допускается цинковать изделия со сварными соединениями в “нахлестку”.
Требования к поверхности основного металла (в соответствии с ГОСТ 9.307 – 89)
3.1. На поверхности основного металла не допускаются:
- закатанная окалина;
- заусеницы;
- поры;
- включения (грязь, остатки абразивного материала от механической обработки);
- сварочные шлаки;
- остатки формовочной массы;
- графит;
- смазка (силикон);
- металлическая стружка;
- маркировочная краска;
3.2. Не допускаются поры, свищи, трещины наплавные сопряжения сварных швов (зачистка швов обязательна).
3.3. Острые углы и кромки изделий, за исключением технически обоснованных случаев, должны быть скруглены радиусом не менее 0,3 мм.
При соблюдении вышеуказанных требований Подрядчик гарантирует нанесение покрытия методом горячего цинкования в соответствии с ГОСТ 9.307 – 89.
Читайте также: Проставки под рессоры: с его начать на УАЗ «буханка»
Это интересно: Холодная штамповка металла: технология, виды, оборудование
Требования к надежности покрытия и контролю основного металла
Проверке подлежат 2 – 5% продукции из партии, но не меньше 3-х единиц. Контролю продукции единичного производства подлежат все изделия. Перед нанесением защитного покрытия указанные изделия проходят проверку на предмет соответствия нормам, которые предъявляются к конструкции и качеству поверхности основного металла.
Полуфабрикаты (трубный прокат, проволока и т.д.) подлежат входному контролю, предполагающему проверку деталей на соответствие нормам, которые предъявляются к конструкциям и качеству поверхности основного металла, а также требованиям, которые регламентируют нормативно-технические документы на поставку.
После нанесения проводится проверка цинкового покрытия по нескольким параметрам таким, как толщина, внешний вид и прочность сцепления. Проверке подлежат все партии товара (под партией понимают единицу груза, который включает одно и более единиц с идентичными параметрами, которые относятся к одному заказу). При этом контролю подлежат изделия, на которые слой цинка нанесли в течение одной рабочей смены с погружением в одну и ту же ванну.
Контроль прочности сцепления и толщины покрытия выполняется в отношении следующего металлопроката:
- Сварные механизмы в объеме до 5% от партии, но не меньше 1 единицы;
- Части стальных деталей в объеме до 1% от партии, но не меньше 2 единиц;
- Крепежные элементы с резьбой в объеме до 0.5% от партии, но не меньше 3 единиц.
Для проведения проверок используются методы статистического контроля горячего цинкования по ГОСТ 18242. В России действуют следующие стандарты ГОСТ Р 50779.71-99 и ГОСТ Р ИСО 2859-1-2007.
Проверку толщины оцинкованного покрытия по металлографической методике контроля разрешено выполнять только на одном изделии из партии.
Конструкции, на которых проверка выполнялась с применением разрушающих методов, допускается представлять к приемке по завершению работ по восстановлению покрытия.
Проверке внешнего вида оцинкованного покрытия подлежат все 100% изделий.
Контроль толщины покрытия
Проверка этого параметра осуществляется до проведения дополнительной обработки покрытия (использование консервационных смазок, хроматирование, др.). Для проведения неразрушающего контроля используются специальные измерительные приборы, в которых допустимая доля погрешности не превышает ±10%.
Контроль толщины слоя проводится только на поверхностях без резьбы и накатки на расстоянии минимум 5 мм от углов, ребер, соединительных участков и отверстий. Проверка толщины покрытия на элементах и узлах с резьбовым соединением для крепежа осуществляется на торцах гаек и головках болтов.
Если результаты проверки были неудовлетворительными, согласно требованиям ГОСТ, проводится повторный контроль указанных параметров. При этом тестированию подлежит удвоенное количество изделий. Если повторный контроль также дал отрицательные результаты, браком считается вся партия деталей.
Проверка содержимого ванны при проведении горячего цинкования выполняется по требованию клиента. Процедура проводится до извлечения деталей из ванны.
Для каких целей металлоконструкции подвергают оцинковке
Процесс подразумевает наложение тонкого слоя цинка, перед нанесением поверхность обрабатывается механическими и химическими способами. Покрытие обеспечивает защиту не только барьерную, но и электрохимическую реакцию. Горячее цинкование используется в большинстве случаев при работе с металлами, так как оно наиболее подвержено градирующим процессам. Способ горячего цинкования является наиболее приемлемым, так как имеет сбалансированную стоимость процесса, высокий результат.

Читайте также: Горячая объемная штамповка металла: суть и преимущества технологии
Способ горячего цинкования на производстве
Основное назначение цинкования – повышение прочности металлоконструкции. Оцинкованную деталь не нужно окрашивать для защиты от коррозии, в совокупности процесс приближен к стоимости окраски, но имеет больше преимуществ.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным строительным комитетом СССР
С.В.Марутьян, канд. техн. наук (руководитель темы), С.А.Клочко, Л.Н.Павлова, С.Г.Гутник, Л.М.Белоусова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.05.89 N 1379
3. Стандарт полностью соответствует международным стандартам ИСО 1461-89*, СТ СЭВ 4663-84 ________________ * Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
4. ВЗАМЕН ГОСТ 9.307-85
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 9.302-88 | 4.2.3 |
| ГОСТ 9.402-80 | 1.2.5 |
| ГОСТ 3118-77 | 4.2.3 |
| ГОСТ 6709-72 | 4.2.3 |
| ГОСТ 19251.1-79 — ГОСТ 19251.3-79 | 4.3 |
| ГОСТ 19251.5-79 | 4.3 |
Настоящий стандарт устанавливает общие требования (далее — требования) к защитным покрытиям, нанесенным методом горячего цинкования (далее — покрытиям) на конструкционную сталь, в том числе повышенной прочности, стальные конструкции, изделия из фасонного проката и листовой стали, комплекты труб, трубы большого диаметра, изогнутые или сваренные до нанесения покрытия, контейнеры, изделия из стальной проволоки, крепежные изделия, обрабатываемые в общей массе, стальные и чугунные отливки, поковки, штампованные стальные изделия, а также к основному металлу и методам контроля качества покрытий.
Настоящий стандарт не распространяется на покрытия, нанесенные непрерывным способом.
Контроль толщины покрытия
Магнитный метод
В основе данной методики лежит фиксация изменений уровня магнитного сопротивления, что обусловлено разной толщиной проверяемого слоя. Для этого применяют специальные измерительные устройства (магнитные толщиномеры).
Процесс проверки предполагает снятие минимум 5 измерений в центральной части и у краев проверяемой поверхности одной детали. За результат принимают среднеарифметическое значение, основываясь на полученных измерениях.
Допустимая погрешность магнитного метода составляет ±10%.
Металлографический (арбитражный) метод
В основе методики лежат измерения толщины оцинкованного покрытия с использованием поперечного шлифа при помощи металлографических микроскопов разных видов. Образец для создания шлифа вырезают непосредственно из оцинкованной детали.
Замеры толщины покрытия выполняются на шлифе в трех и более зонах, которые равномерно распределены на поверхности изделия (длина участка составляет около 1 см). В качестве результата засчитывают среднеарифметическое значение от проведенных замеров.
Допустимая погрешность металлографического метода составляет ±10%.
Гравиметрический метод
Определение средней толщины покрытия выполняется по неразрушающим методам или при помощи гравиметрического метода на основании данных о весе образца до и после получения или же до и после удаления покрытия. Это обусловлено требованиями, которые регламентирует ГОСТ 9.302.
Чтобы снять покрытие, используют раствор, состоящий из 2 г трехокиси сурьмы или 3.2 г хлористой сурьмы, которую растворяют в 500 см соляной кислоты, плотность которой, согласно ГОСТ 3118, должна составлять 1.19 г/см, ч.д.а. Для приготовления раствора в требуемой пропорции используют колбу объемом 1 дм, в которой смесь до метки дополняют дистиллированной водой, согласно нормам ГОСТ 6709.
Допустимая погрешность составляет ±10%.
Контроль химического состава для горячего цинкования регламентируется требованиями следующих ГОСТ: 19251.1, ГОСТ 19251.2, ГОСТ 19251.3, ГОСТ 19251.5.
Согласно требованиям этих стандартов, массовый объем цинка в рабочей массе ванны должен составлять не менее 98%.
Достоинства и недостатки метода
Основными преимуществами метода является стоимость при долгосрочном использовании. Уход после процедуры горячего цинкования за деталью не требуется при отсутствии механических воздействий. Цинкование металлоконструкций имеет ряд преимуществ:
- Обработка может производится к деталям любой формы и сложности, так как подразумевает опускание изделия целиком в ванны с цинком.
- При незначительных механических повреждениях, покрытие имеет свойства к самовосстановлению, при некоторых случаях без вмешательства человека.
- Горячее цинкование осуществляется при обработке емкостей и труб, так как стойкость к коррозии и другим воздействиям повышается более, чем в 5 раз.
- В процесс обработки забиваются все мелкие недостатки изделий.
- Эксплуатация не требует дальнейшего ухода за поверхностями, так как защищена слоем цинка.

Читайте также: Фрезерование пазов дисковыми фрезами
Недостатки существуют абсолютно при каждой работе, обработка цинковым слоем происходит неравномерно. Повышенный расход материала при выполнении работ, обусловленность формой ванны, детали большего размера обработать не получится. Изделия, обработанные слоем цинка получаются габаритнее, обработанные изделия могут доставить трудностей при монтаже или сварке.
Контроль уровня прочности сцепления покрытий
Метод нагрева
Метод предполагает нагревание образцов-свидетелей или деталей до температуры 190 ±10 ℃. При температуре такой величины детали выдерживают в течение часа, а затем охлаждают естественным путем (на воздухе). Обработанная поверхность должна иметь равномерное покрытие, исключая отслаивания и вздутия.
Метод крацевания
Метод предполагает использование латунных и стальных щеток, оснащенных проволокой диаметром от 0.1 до 0.3 мм. В процессе обработки поверхности щетки вращаются со скоростью 1500 – 2800 об/мин.
Крацевание поверхности проводят в течение 15 секунд. Обработанная поверхность должна иметь равномерное покрытие, исключая наличие вздутий и отслаиваний.
Метод нанесения сетки царапин
Данный метод применяется для покрытий толщиной до 50 мкм. На подготовленную поверхность, которую предварительно очистили, при помощи приспособления, оснащенного стальным острием, наносят по 4 – 6 параллельных и перпендикулярных линий. Насечки наносят под углом 30° на глубину до основного металла на расстоянии друг от друга 2.0 – 3.0 мм.
Нужно учитывать, что твердость стального острия должна быть больше твердости покрытия. Нанесение линий осуществляется в одном направлении. Если на обработанной поверхности отсутствуют отслаивания покрытия, тогда уровень прочности сцепления считается достаточным.
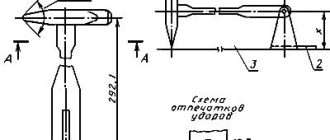
Метод удара поворотным молотком
Перед проверкой поверхность детали с толщиной основного металла от 3 мм, необходимо очистить от пыли и других загрязнений, а затем обезжирить, используя растворители на органической основе.
На плоскую поверхность детали поворотный молоток, масса которого составляет 212.5 г, устанавливают так, чтобы его головка падала на изделие строго вертикально. Выполняют минимум два удара молотком, выдерживая расстояние между отпечатками, которое должно составлять 6 мм. При этом расстояние от края отпечатка до кромки детали должно быть не меньше 13 мм.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Статьи по темам: Изделия из металла, Металлообработка, Сварка, Лазерная резка, Металлоконструкции, Плазменная резка, Гибка металла, Шкафы, Свойства металлов, Механическая обработка, Покраска
Это интересно: Термодиффузионное цинкование металла: технология, оборудование, плюсы и минусы
Цинкование в домашних условиях
Гальваническое цинкование можно выполнить в домашних условиях. Это простая процедура, но она требует высокой точности исполнения и большой аккуратности. Вам потребуется источник тока, в качестве которого можно применить автомобильный аккумулятор. Но можно воспользоваться и зарядным устройством на 6-12 В и 2-6 А.

Теоретически для приготовления электролита подойдет любая соль, которая может раствориться в воде. Но с практической точки зрения необходим специальный раствор цинка.
Вам потребуется следующий состав для электролита:
- магний или сернокислый аммоний – 50 г;
- сернокислый цинк – 200 г;
- 1 литр воды;
- уксуснокислый натрий – 15 г.
В данном случае гальваническое цинкование будет проведено лучшим образом. Но вы можете использовать аккумуляторный электролит, представленный водным раствором с серной кислотой. В него добавляют цинк до прекращения реакции. Затем цинк остается, а кислота переходит в состояние соли. На дне образуется осадок, если у вас получится слишком концентрированный раствор кислоты. В данном случае необходимо добавить воды.
Электролиты относят к категории опасных ядов. Из-за этого с ними следует работать очень осторожно и только в защитной одежде. Работу выполняйте в помещении, которое можно хорошо проветрить.
Прибегая к гальванической оцинковке, отдайте предпочтение посуде из стекла или винипласта. Если деталь небольшая, можно воспользоваться литровой банкой. При гальванике должна быть возможность закрепления изделия к емкости. Электролит заливают в емкость после процеживания.

Изделие предварительно обезжиривают, чтобы цинк покрыл поверхность ровным и прочным слоем. После этого его помещают в раствор и держат до 10 секунд. После этого его нужно хорошо промыть в чистой воде. Данный процесс называют химическим активированием. Затем начинается анодирование стального предмета.
Для цинкования деталей необходимо применение цинкового электрода. Его делают из имеющегося куска цинка. В нем необходимо просверлить отверстие подходящего размера. Затем в него продевают медную проволоку, на которой он и подвешивается. Для этого у электрода должна быть не только плоская, но и подходящая для удобства форма. А поверхность поверхности должна быть примерно той же, что и площадь у самого изделия.
Используйте провода из меди для подключения к источнику питания. Следите, чтобы плюс был подведен к цинковому электроду. При этом минус подводится к самому изделию. Период воздействия составляет от 10 до 40 минут. Таким образом получится цинковое покрытие, у которого будет высокий класс.

Данная технология гальванического цинкования металла заключается в том, что на поверхность наносят состав, имеющий вид красящего состава. В результате, используется не краска с цинком, а металл, представленный в форме краски. В качестве цинкователя используется большое количество материалов, которые выпускают современные производители. Но состав цинка в них меняется, от чего будет зависеть качество готовой поверхности.
Если вы планируете цинкование своими руками, обратите внимание на предложенную инструкцию производителя. У многих смесей есть серьезные требования к предварительной подготовке.

Оцинковка металла производится продуктом, который включает две составляющих – цинковый порошок и связующую жидкую смесь. Их продают вместе, но поставляют в отдельных емкостях. Прежде чем использовать продукт, отдельные компоненты необходимо смешать в соответствии с инструкцией.
Состав наносят при температурном режиме 5-40 градусов и при режиме влажности от 30 до 98 %. Проводите работы исключительно в хорошо проветриваемом помещении, используя индивидуальные средства защиты.
Таким образом, вы можете защитить стальные изделия от коррозии, используя простое оборудование для цинкования металла. При соблюдении простой технологии получается качественное покрытие, обеспечивающее хорошую защиту от процессов коррозии. А поверхность приобретает высокие декоративные характеристики.
Покрытие металла цинком своими руками (2 видео)
Разные методы цинкования (25 фото)
Технология холодного цинкования
Обработка поверхности металлоконструкций осуществляться с использованием разных антикоррозийных композиций, особенности состава, свойства и характеристики которых устанавливаются профильным стандартом – ГОСТ 9.305-84.
Настоящий стандарт определяет требования к металлическим и неметаллическим основаниям, производство которых выполнялось по электрохимической и химической методике.
Согласно требованиям ГОСТ 9.305-84, смеси для проведения холодного цинкования допускается использовать на разных конструкциях, за исключением деталей, выполненных из высокопрочных сталей и магниевых сплавов. Перед нанесением антикоррозийных составов металлическая поверхность проходит определенную подготовку.
Работы по подготовке включают:
Читайте также: Достоинства, недостатки и пошаговая инструкция по удалению ржавчины электролизом
- удаление загрязнений и солей путем обмыва поверхности;
- очистка металла абразивоструйным, гидроабразивным или гидродинамическим методом, что позволяет удалить ржавчину и окалину, а также придать поверхности нужный уровень шероховатости;
- высушивание детали, если очистка проводилась гидроабразивным или гидродинамическим методом;
- удаление заусенец, острых кромок и варочных брызг (эти работы выполняются вручную);
- очистка от пыли путем использования воздушных потоков, которые направляют на поверхность под высоким давлением.
Подготовка металлоконструкций предполагает полную очистку поверхности, на которой не должно оставаться жира и следов масел (для этого применяются растворители).
По завершению подготовительных работ проводятся мероприятия по нанесению выбранного состава на поверхность изделия. Холодный способ обработки предполагает поддержание в помещении, где наносится цинковый состав, температурного режима в диапазоне от -20°C до +40°C.
При этом, согласно рекомендациям производителей таких составов, поверхность обрабатываемой детали должна быть минимум на 3°C больше точки росы. Если это условие будет нарушено, то на изделии образуется влага, которая снижает качество нанесенного защитного слоя.
Рассчитывают точку росы при помощи психрометра, термометра, гигрометра или другого устройства. Полученные показания сравнивают с параметрами, которые приведены в таблице.
Физико-химические показатели качества покрытия
5.1 Физико-химические показатели качества покрытия приведены в таблице 2.
Таблица 2 — Показатели качества покрытия
— вздутия, раковины, трещины, наросты, отслоения, вкрапления;
— отсутствие покрытия на ответственных поверхностях, а также на отдельных частях (местах) поверхности или полостях изделий, если это отсутствие не установлено в НД на изделие;
— несмываемые остатки технологических смесей.
** Испытание проводят по требованию потребителя.
*** Испытание проводят в рамках приемосдаточных испытаний по требованию потребителя и периодических не реже одного раза в год.
Примечание — Номенклатура контролируемых физико-механических (химических) показателей для покрытий с дополнительной обработкой по 3.2 — по НД на конкретный материал (состав, покрытие), применяемый для дополнительной обработки.
5.2 В деталях и арматуре, имеющих глухие отверстия и пазы шириной до 12 мм, а также сквозные гладкие и резьбовые отверстия и пазы шириной до 6 мм, толщину покрытия на глубине более одного диаметра или одной ширины не нормируют, при этом на этих участках не допускается отсутствие покрытия. Наличие покрытия в данных местах, а также в резьбах и глухих отверстиях контролируют металлографическим методом по ГОСТ 9.302.
Требования к покрытию
Внешний вид
После нанесения цинковое покрытие должно обладать сплошной структурой и быть равномерным, исключая наличие забоин, трещин и вздутий. Допускается, что на самой поверхности могут присутствовать незначительные шероховатости. Также допускается, что покрытие может иметь разные оттенки: от серебристо-блестящего до матового темно-серого цвета.
Если на металлоконструкции присутствует рябизна, царапины или следы, оставленные вследствие захвата детали подъемными устройствами без разрушения целостности покрытия до основного металла, а также крупинки гартцинка, диаметр которых не превышает 2 мм – это не считается дефектом. Однако наплывы цинка не считаются браком, если они не мешают сборке.
Разрешено проводить восстановление непрокрытых областей при условии, что их ширина не более 2 см, а их общий объем не превышает 2% от общей площади конструкции. Защиту непрокрытым участкам осуществляют при помощи газотермического напыления цинка (допустимая минимальная толщина составляет 120 мкм) или путем нанесения на их поверхность лакокрасочного цинкосодержащего слоя (количество цинка в массе сухой пленки составляет 80 – 85%, допустимая минимальная толщина составляет 90 мкм).
Толщина цинкового покрытия
Толщина защитного слоя не должна быть меньше 40 мкм, максимальная – не больше 200 мкм. Выбор конкретной толщины определяется на основании предполагаемых условий эксплуатации обработанных конструкций, а также требований, прописанных в нормативно-технических актах для конкретного проката.
Прочность сцепления
Покрытие отличается достаточным уровнем сцепления при условии, что оно способно выдерживать проверку по любому из применяемых методов (нанесение сетки царапин, крацевание, нагрев, удары поворотным молотком).
Зачем металлические изделия подвергают цинкованию
Цинкование предполагает, что на поверхность металлического изделия наносится слой цинка, толщина которого может находиться в интервале 40–65 мкм. За счет такого покрытия обеспечивается не только барьерная, но и электрохимическая защита металла от коррозии. Оцинкование, которое можно выполнять по разным технологиям, используется преимущественно по отношению к стали.
Горячее цинкование металла, если сравнивать его с другими технологиями, отличается оптимальным сочетанием доступной стоимости технологического процесса с высокими защитными свойствами получаемого цинкового слоя. Нанесенное методом горячего цинкования покрытие даже при эксплуатации изделия в самых неблагоприятных условиях способно прослужить не менее 65–70 лет, полностью сохранив свои защитные свойства.

Положение цинка в электрохимическом ряду металлов
Особенности технологии
Используют при холодном цинковании краски – различные цинкосодержащие смеси. Требования к ним, как и к любым цинковым покрытиям, полученным по различным технологиям, регламентирует ГОСТ 9.305-84. Так, в этом документе указано, что холодная оцинковка может выполняться на любых металлических изделиях и конструкциях, кроме тех, которые изготовлены из сталей повышенной прочности или магниевых сплавов.
Чтобы в результате выполнения холодного поверхностного цинкования получить на металлическом изделии или конструкции слой с высокими защитными свойствами, необходимо тщательно подготовить обрабатываемую поверхность.
Заключается такая подготовка, согласно ГОСТу, в выполнении следующих процедур.
- С обрабатываемой поверхности удаляются закоксованные участки, загрязнения различной природы, остатки солей, повреждения, вызванные воздействием природных факторов.
- Металлу придается требуемый уровень шероховатости, для чего может быть использована абразивоструйная, гидроабразивная или гидродинамическая обработка. Таким образом с изделия можно также удалить продукты окисления и ржавчину.
- Проводится финишная ручная очистка металла, выполняемая для удаления с него сварочных брызг, острых кромок и заусенцев.
- С изделия удаляют остатки пыли струей сжатого воздуха.

Этапы холодного цинкования
Для того чтобы оцинкованный слой отличался хорошей адгезией с обрабатываемой поверхностью, на ней не должно быть жировых и масляных пятен. Если такие пятна имеются, их необходимо удалить перед холодным цинкованием, для чего используются растворители углеводородной группы. ГОСТ, в частности, оговаривает следующие требования к качеству подготовки обрабатываемой поверхности.
- Количество и размеры частиц пыли, сохранившейся на поверхности изделия после ее обеспыливания, должны соответствовать требованиям стандарта ISO 8502-3.
- Уровень обезжиривания поверхности, который проверяется при помощи люминесцентной методики, должен соответствовать ГОСТу 12.2.052.
- Степень шероховатости поверхности, проверяемая при помощи профилометра или компаратора, должна отвечать требованиям стандарта ISO 8503-1.

Холодное цинкование кузова автомобиля своими силами
После того как проверено качество подготовки к холодному цинкованию, можно наносить на изделие жидкий цинк – специальную смесь, содержащую данный металл. Используя различные краски или смеси с цинковой составляющей, следует обращать внимание на то, при какой температуре воздуха их рекомендуют применять производители. Надо также иметь в виду, что температура самой обрабатываемой поверхности должна быть минимум на 3° выше, чем точка росы. Если пренебречь этим требованием, можно столкнуться с тем, что на поверхности обрабатываемого изделия будет конденсироваться влага, которая значительно ухудшит характеристики наносимого покрытия.
Для определения точки росы, что требуется не только при проведении холодного цинкования, можно использовать различные измерительные приборы, к числу которых относятся гигрометр, термометр, психрометр или специальные измерительные устройства. Показания приборов, полученные при таких измерениях, сверяются с данными справочных таблиц. Таким образом точно определяется точка росы для конкретного случая.

Зависимость точки росы от температуры и относительной влажности
Краску цинковую можно наносить в несколько слоев. Очень важно, чтобы каждый новый слой наносился только после того, как прежний просохнет до указанной производителем используемого состава степени. Каждый слой краски для холодного цинкования должен наноситься максимально равномерно. Холодная оцинковка, как уже говорилось выше, может выполняться при помощи пневматического краскопульта или безвоздушным методом. Как правило, последний способ, который предполагает применение валиков или кистей, используют в тех случаях, когда защитное покрытие необходимо нанести не на всю поверхность изделия, а только на его отдельные участки.
Толщина сформированного защитного слоя, а также степень его адгезии с обработанной поверхностью обязательно проверяются, для чего используются специальные измерительные устройства. Кроме того, осуществляется визуальный контроль нанесенного покрытия, что позволяет оценить его декоративные характеристики, а также выявить на нем дефекты и плохо обработанные участки.
Особенности процедуры
Все стальные изделия подвержены процессу коррозии. Особенно актуальным это становится во влажных условиях. Если использовать цинкование металла, обеспечивается самая надежная антикоррозийная защита. Это связано с тем, что в результате данного процесса на поверхности появляется гальваническая пара вместе с основной сталью. В ней большая степень электроотрицательного заряда характерна цинку. Данный уровень стали существенно ниже. Именно поэтому ее рекомендуют покрыть данным составом.
В этой паре основное воздействие агрессивной среды приходится именно на поверхность покрытия цинком. При этом химическая реакция с основным металлом практически исключается. В результате подобная защита обеспечивается до тех пор, пока у оцинковки сохраняется достаточный слой. Поверхность перестанет давать нужный эффект, когда покрытие полностью разрушится.
Цинкование стальных изделий дает не только хорошую барьерную, но и электрохимическую защиту. Данный процесс можно выполнить разными способами, выбор которых определяется наличием специальных средств и оборудования. В некоторых случаях можно нанести цинк в домашних условиях.
Обратите внимание! Под воздействием влаги и кислорода защитное покрытие разрушается. На его месте появляется гидрооксид цинка, который дает некоторые защитные свойства.
Во всем мире для антикоррозийной защиты широко применяется цинкование металла. Это связано с тем, что у цинка невысокая стоимость. Кроме того, он дает высокую защиту от воздействия внешней среды. А процесс цинкования отличается невысокими затратами, что делает его доступным для самостоятельного использования.
При попадании цинка в атмосферу начинается активное взаимодействие с кислородом. В результате данного процесса на поверхности появляется тонкий слой оксидной пленки, который предохраняет сталь от агрессивного воздействия внешних факторов. Для получения качественного результата необходимо правильно подобрать толщину будущего покрытия. Она во много определяется временем проведения процесса и температурным режимом.
Если вы применили цинкование металла в домашних условиях, такое изделие нельзя подвергать дальнейшей механической обработке. В противном случае защитный слой исчезнет и работу придется повторить.

Преимущества горячего цинкового покрытия
- Пирогенные свойства цинка существенно снижают риск возгораний. Полученное методом горячего цинкования покрытие значительно превосходит в этом отношении специальную краску или пластик;
- В результате погружения металлического элемента в расплавленный цинковый раствор возникает сложная химическая реакция, способствующая формированию сплава железа и цинка. Вновь образованное покрытие намного глубже проникает в труднодоступные участки, придает конструкции устойчивость к физическим воздействиям;
- Незначительные повреждения цинкового покрытия (например, царапины) не снижают его защитных свойств, металл по-прежнему будет предохранен от коррозийных процессов даже в поврежденном месте;
- Значительное увеличение, по сравнению с другими методами обработки, срока службы изделия и его надежности.
предлагает услугу горячего цинкования по низким ценам в Москве и Московской области. Качество работ обусловлено обязательным выполнением следующих условий.
Во-первых, предварительно изделие подвергается пескоструйному очищению, обезжириванию и кислотному травлению.
Во-вторых, обрабатываемая поверхность покрывается флюсом.
В-третьих, строго соблюдается последовательность технологических действий и технических требований обработки от начала процесса до выемки изделия из ванны с расплавленным цинком.
Контроль качества покрытий по ГОСТ 9-307
Важные моменты при процедуре описаны контролем Госстандарта. Требований к обработке существует множество, основные из них:
- Требования к металлу, при данном разделе описаны категории изделий из стали, которые можно обрабатывать.
- Внешний вид и качество покрытия, а также толщина готового изделия определены согласно ГОСТу.
- Методы контроля качества определяются способами определения качества готовой продукции.

Процесс горячего цинкования труб
Контроль и его методы подразумевают проверку готовой продукции путем нанесения механических повреждений или специальных меток. Горячее цинкование металлоконструкций определяется также температурным воздействием, изделие нагревается до 200 ⁰С, визуально проверяется на наличие повреждений либо отслаивания металла.
Зависимость точки росы от температуры и относительной влажности

Важно отметить, что наносить каждый последующий слой покрытия можно только после полного высыхания предыдущего слоя.
На очищенную поверхность наносят антикоррозийную композицию, в составе которой присутствует цинк. Чтобы исключить образование конденсата, наносить составы следует с учетом рекомендаций производителей в отношении рабочих температур.
Нанесение краски с цинком осуществляется в несколько слоев. При этом каждый последующий слой наносят только после полного высыхания предыдущего. Ускорить высыхания краски позволяет безвоздушная технология или применение пневмокраскопультов.
Качество нанесенного защитного покрытия, а также уровень адгезии проверяют с помощью специальных измерительных устройств. Также проводится визуальный осмотр для выявления участков, которые необходимо доработать, и других дефектов покрытия.
Технология горячего цинкования металла
Технология горячего цинкования отличается от других способов обработки металла несомненными достоинствами:

- Данная технология позволяет обрабатывать детали из металла очень сложной геометрической формы. Так, широкое распространение получила оцинковка труб.
- Если произошло механическое повреждение цинкового покрытия, то запускаются процессы самовосстановления. В некоторых случаях постороннее вмешательство даже не потребуется.
- Технология цинкования металла горячим способом приводит к созданию покрытия, особо устойчивого к воздействию жидкой среды. Если сравнивать этот метод с другими методами оцинковки, то устойчивость покрытия будет выше в 6 раз. Такие свойства позволяют использовать технологию с целью обработки труб и разного рода емкостей.
- С помощью этой технологии можно избавиться от различных дефектов обрабатываемой поверхности (поры, раковины и пр.).
- Горячее цинкование позволяет получить детали с надежным покрытием, эксплуатация которых экономически гораздо выгоднее. Такие изделия не надо будет регулярно красить или еще как-то защищать от вредного воздействия окружающей среды. Соответственно, это оптимальная технология для обработки элементов, которые в дальнейшем будут расположены в труднодоступных местах (под землей, в стенах и т. п.).
У этой технологии есть и свои недостатки. Самым весомым из них является то, что можно обработать заготовку только определенного размера, поскольку все зависит от габаритов емкости, куда погружается деталь. В условиях производства есть возможность решать данную проблему за счет использования агрегатов непрерывного горячего цинкования (АНГЦ).
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Технология горячего цинкования предполагает два этапа:
- Проводится подготовка изделия к обработке.
- Изделие окунается в расплавленный цинк, находящийся в специальной емкости, где происходит обволакивание металла цинком.
Технология цинкования металла этим способом полностью регламентируется ГОСТом 9.307-89.
В этом стандарте предписано обязательно уделять внимание подготовке поверхности перед проведением процедуры нанесения цинкового покрытия горячим способом. Предварительная подготовка поверхности должна в себя включать несколько этапов:
- тщательная механическая обработка;
- обезжиривание поверхности;
- промывка после обезжиривания;
- травление проблемных участков;
- промывка после травления;
- флюсование поверхности;
- окончательная просушка.
Механическая обработка позволяет устранить все следы загрязнений, окисления, ржавчины и шлаков. Согласно ГОСТу, обязательно удаляются все острые кромки и углы механическим способом. С этой целью могут быть применены пескоструйные установки, обычно имеющиеся в арсенале крупного производства.

Для обезжиривания используют специальные химические реагенты. Перечень подходящих для этих целей средств приведен в соответствующем ГОСТе. После обезжиривания остатки средства удаляют с поверхности изделия путем промывки.
В ГОСТе четко сказано о недопустимости наличия на обрабатываемых изделиях окисленных участков или старого цинкового покрытия. Если таковые все же есть на металлической поверхности, необходимо их обработать методом травления с применением соляной кислоты. Процесс выполняется при комнатной температуре. Концентрация кислоты зависит от степени загрязнения поверхности окислами или коррозией.
После травления также необходимо промыть изделие для удаления остатков химических средств, использовавшихся при очистке.
Технология цинкования металла горячим способом допускает среди подготовительных работ применение флюсования материала. Эта операция предотвращает окислительные процессы на поверхности и повышает сцепление наносимого покрытия с самим металлом. Для выполнения флюсования необходима температура +60 °С. Флюс наносится тонким слоем на поверхность детали. Обычно он состоит из хлорида аммония и цинка, смешанных с водой в соотношении 500 г на 1 л.

Технология цинкования металла предполагает использование специального оборудования, например, линии горячего цинкования или емкости с расплавленным цинком, куда опускают обрабатываемое изделие. Если используется простой способ и цинк находится в емкостях в расплавленном виде, то необходимо соблюдение определенной температуры для поддержания расплава. Температура зависит от габаритов обрабатываемого изделия и в среднем находится в диапазоне +420…+455 °С.
При использовании такого простого оборудования для обработки заготовок погружным методом следует соблюдать ряд условий на производственном участке:
- Должна быть установлена мощная вытяжка для удаления паров, образующихся во время цинкования.
- Скорость погружения изделия в расплав и длительность выдержки в нем должны регулироваться специальным оборудованием.
- Важно обеспечить качественное охлаждение обрабатываемого изделия после обработки цинком.
Если обработке горячим способом подвергаются метизы, то операции выполняются в следующей последовательности:
- Заготовка погружается в цинковый расплав, находящийся в специальной емкости.
- Выдерживается в емкости на протяжении 4–10 минут.
- Заготовка извлекается из емкости. Скорость извлечения может оказать влияние на толщину формируемого покрытия.
- Затем выполняется охлаждение заготовки естественным путем или принудительным способом.






Как выполняется горячее цинкование
Выделяют два этапа горячего цинкования:
- Обрабатываемую поверхность тщательно подготавливают к процедуре.
- Изделие погружают в емкость с расплавленным цинком, в результате чего оно буквально обволакивается данным металлом.
Все нюансы выполнения такой технологической операции регламентирует ГОСТ 9.307-89.

Технологический цикл цинкования
Технология горячего цинкования требует тщательного подхода к выполнению всех ее этапов. Чтобы понять их суть и назначение, каждый из них стоит рассмотреть подробнее.
Подготовка металлического изделия к процедуре
ГОСТ указывает, что поверхность, которую необходимо подвергнуть горячему цинкованию, должна быть тщательно подготовлена. Такая подготовка состоит из нескольких процедур:
- механической обработки;
- обезжиривания;
- промывки;
- травления;
- промывки после травления;
- флюсования;
- просушки.
При помощи механической обработки с поверхности удаляются загрязнения, продукты окисления, следы ржавчины, а также шлаковые включения. ГОСТ также предписывает, что острые углы и кромки, имеющиеся на изделии, должны быть скруглены, что также решается на этапе механической обработки. Для выполнения механической обработки в производственных условиях используются пескоструйные установки.

Обезжиривание металлоизделий в растворе ортофосфорной кислоты
Обезжиривание, которое выполняется при температуре около 75°, необходимо выполнять перед горячим цинкованием для того, чтобы улучшить адгезию формируемого защитного слоя с цинкуемым изделием. Присутствие на обрабатываемой поверхности жировых и масляных пятен может привести к тому, что на таких участках цинковое покрытие будет иметь неравномерную толщину или даже отслаиваться.
Выполняют обезжиривание при помощи специальных химических реагентов, список которых приводит соответствующий ГОСТ. Их остатки впоследствии должны быть полностью удалены с поверхности изделия, для чего его подвергают промывке.

Промывочные емкости для длинномерных изделий
ГОСТ также указывает, что на трубах или других изделиях, подвергаемых горячему цинкованию, не должно быть окисленных участков, а также старого цинкового покрытия, если оно наносилось ранее. Для того чтобы выполнить эти требования, обрабатываемую поверхность подвергают травлению. С этой целью обычно используется раствор соляной кислоты. Выполняют такую процедуру при комнатной температуре (22–24°), а концентрацию раствора кислоты выбирают в зависимости от того, насколько сильно поверхность загрязнена окислами и следами коррозии.
Как правило, для выполнения травления используют растворы, в которых содержится 140–200 граммов кислоты на 1 литр. При выполнении травления раствор кислоты может сильно повредить обрабатываемую поверхность. Чтобы такого не происходило, а также чтобы минимизировать выделение водорода из травильного раствора, в него вводят специальные вещества, которые называются ингибиторами. Как и после обезжиривания, после травления изделие необходимо тщательно промыть, чтобы удалить остатки использованных химических веществ.

Подготовленные к оцинковке изделия
Флюсование перед горячим цинкованием, технология которого предусматривает тщательную подготовку обрабатываемой детали, позволяет решить сразу две важных задачи: предотвратить процесс окисления и улучшить адгезию наносимого покрытия с основным металлом. В процессе флюсования, выполняемого при температуре 60°, на обрабатываемую поверхность наносится тонкий слой флюса, содержащегося в специальном растворе. В качестве флюса, как правило, используются хлориды аммония и цинка. Их смешивают с водой в соотношении 500 граммов на литр, чтобы приготовить раствор для флюсования. При выполнении флюсования очень важно следить за такими параметрами используемого раствора, как содержание железа, плотность и кислотность. Если концентрация железа в растворе превышена, в него вводят перекись водорода, которая способствует образованию солей железа, выпадающих в осадок.
Любой цех горячего цинкования в обязательном порядке должен быть оснащен термическими печами, в которых обрабатываемое изделие просушивают после выполнения флюсования. Такая термическая обработка позволяет не только удалить остатки жидкости, которая ухудшает качество готового цинкового покрытия, но и нагреть деталь до температуры 100°, что дает возможность снизить затраты на осуществление основной технологической операции.
Преимущества метода
Горячее цинкование металлоконструкций при сравнении с другими технологиями имеет ряд весомых преимуществ.
- Подвергаться обработке по данной технологии могут даже детали, отличающиеся высокой сложностью геометрической формы. В частности, такую технологию активно используют для обработки труб.
- Поврежденные в результате механического воздействия участки цинкового покрытия могут самовосстанавливаться, причем происходить это может без постороннего вмешательства.
- По сравнению с другими способами оцинковки, метод горячего цинкования позволяет сформировать покрытие, устойчивость которого при взаимодействии с жидкими средами выше в 6 раз. Именно по этой причине такую технологию и применяют для обработки труб и различных емкостей.
- Горячая оцинковка позволяет эффективно устранять многие дефекты обрабатываемой поверхности, такие как раковины, поры и др.
- Эксплуатация труб и других метизов, которые покрыты цинком по данной технологии, требует минимальных финансовых затрат. Их поверхности, в частности, не требуют регулярной окраски, так как уже надежно защищены от воздействия негативных факторов внешней среды. Это очень актуально для труб, которые эксплуатируются в труднодоступных местах (в стенах, под землей и т.д.).

Сравнение стоимости и работоспособности горячеоцинкованной стали с другими методами защиты
Популярные составы для холодного цинкования
Технология нанесения защитных смесей предполагает использование разных цинкосодержащих составов.
Выбор конкретного вещества зависит от множества факторов.
Получить высокую антибактериальную, барьерную и катодную защиту позволяют следующие составы:
| «Цинотан» – используют для обработки опор ЛЭП, труб, гидросооружений, резервуаров разного назначения и конструкций, которые вступают в прямой контакт с соленой водой и загрязненной средой. |
| «Гальванол» – используется для защиты оборудования и конструкций, которые подвергаются воздействию растворов солей, паров спирта и других растворов. |
| «Мастер АК-100» – получил широкое применение для защиты строительных конструкций, автотранспорта, опор ЛЭП, мостовых сооружений и других металлоконструкций. |
| «ЦВЭС» – представляет собой связку, изготовленную на основе этилсиликата в сочетании с цинковым порошком, обладающим высокой степенью дисперсности. Используется для обработки конструкций, выполненных из высоколегированной и обычной стали. |
| «Цинконол» – полиуретановая цинкосодержащая грунтовка, которая отличается эластичностью, хорошей устойчивостью к воздействию высоких температур и устойчивостью к воздействию масел, нефтепродуктов, газов, паров щелочей и морской воды. |
| «Цинотерм» – представляет собой кремнийорганический раствор, который допускается сочетать с перхлорвиниловыми, меламиновыми и эмалевыми лакокрасочными материалами. |
Металлоконструкции, обработанные по технологии холодного цинкования, сохраняют свои первоначальные свойства и качества более продолжительный период времени, чем изделия, обработанные другими традиционными методами.
Несмотря на высокие защитные характеристики, которые позволяет получить данная технология, процедура нанесения покрытия требует меньше трудозатрат, нежели при гальванической и горячей оцинковке металла.
Этапы производственного процесса
При горячем цинковании металла соединение цинка с металлической поверхностью происходит на молекулярном уровне. В результате помещения обрабатываемого элемента в ванну для цинкования образуются максимально крепкие связи молекул, обеспечивающие надежность покрытия при длительной эксплуатации изделия в условиях различной сложности.
Технология обработки подразумевает несколько этапов, включающих:
- Подготовку поверхности. Выполняются процессы обезжиривания, промывки, травления и флюсования.
- Сушку металла. Производится одновременное удаление с поверхности металла лишней влаги и разогрев материала до температуры около 100°C.
- Нанесение цинка. Происходит в ванне с расплавом. Время обработки зависит от конкретной производственной задачи, и занимает от 3 до 10 минут.
На заключительном этапе работы оцинкованный металл подвергается сушке и проходит строгий контроль, подтверждающий качество обработки и соответствие результата нормативам государственных стандартов. Основополагающими критериями эффективности способа являются качественные характеристики цинка, температура расплава и уровень предварительной подготовки поверхности. Технология предполагает четкое соблюдение режима охлаждения, скорости погружения и подъема изделия, значительно влияющих на кристаллизацию расплава и толщину образовавшегося цинкового слоя.
Когда применяется холодное цинкование?
Холодное цинкование получило широкое применение при обработке автомобильных и судовых деталей, арматуры и труб, мостовых конструкций, цистерн и резервуаров, нефтепроводов и других металлоконструкций.
Широкая сфера применения обусловлена следующими преимуществами технологии:
- Цинковые составы характеризуются высоким уровнем адгезии;
- Для подготовки поверхности не требуются большие финансовые вложения;
- Можно обрабатывать конструкции и детали разной формы и размеров;
- Нанесение защитного покрытия допускается в бытовых условиях;
- После обработки конструкции хорошо поддаются свариванию;
- Детали допускается обрабатывать в следующих температурных условиях: от -20 до +40°C;
- Отсутствие необходимости в демонтаже, транспортировке и повторном монтаже конструкций.
ГОСТ Р 50575-93Проволока стальная. Требования к цинковому покрытию и методы испытания покрытия

В современном мире для процедуры горячего цинкования используются виды оборудовании, которые подходят для сильного нагревания цинка. К ним относится ванна горячего цинкования. Ведущими поставщиком такого оборудования в мире является Китай.
Ванна горячего цинкования
Есть несколько категорий таких ванн:
- ванны для мелкогабаритных изделий,
- ванны для обработки цинковым сплавом труб,
- ванны для крупногабаритных изделий.
Они отличаются своими размерами. Он способна нагреваться благодаря:
- системе электронагревания,
- жидкому топливу,
- сжиженному газу,
- каменному углю.
У каждой ванны имеется своя система нагревания, которая позволяет за короткое время расплавить цинк и нагреть его до определенной температуры.
Статьи по теме

Цинкование металла
Для защиты от коррозии сегодня создано большое количество методов. Они направлены на то, чтобы с помощью специальных растворов или веществ на поверхности металлических изделий появлялась тонкая защитная пленка, которая препятствует попаданию на металл кислорода и продуктов, имеющихся в агрессивной среде.

Гальваническое цинкование
В современном мире используется большое количество методов для защиты металлических поверхностей от образования слоя коррозии, который приводит к тому, что металлическое покрытие начинает становиться более хрупким и разрушается.
Читайте также: Источники нагрева и материалы для пайки алюминия в домашних условиях
Наши работы
Гидроборты до цинкования:



После цинкования:
Секта и ферма до цинкования:
После цинкования:




Метод горячего цинкования

У данного метода обработки стальных предметов имеется большое количество достоинств, которые делают его таким популярным:
Во время погружения отдельных элементов в ванну с горячим цинком происходит покрытие защитным слоем сразу всех элементов предмета. Покрытию подвергаются даже самые недоступные участки, которые можно с легкостью пропустить, используя другие методы обработки.
Процедура обработки стали цинком не является сложной. Для этого достаточно лишь опустить металлический материал в сплав и подождать определенное количество времени.
На проведение процедуры горячего цинкования предметов из стали не затрачивается изначально большого количества средств. Данный процесс отличается своей дешевизной и способностью изготовлять изделия, которые в среднем служат не менее двадцати лет.
- Доступ к труднодоступным элементам
При обработке предметов из стали обычными методами появляется большое количество трудностей, потому что в некоторые места практически невозможно добраться. При обработке цинковым сплавом такого не происходит.
ХОЛОДНОЕ ЦИНКОВАНИЕ МЕТАЛЛА
Холодное цинкование металла создает надежную защиту от агрессивной промышленной атмосферы, которая содержит пары кислот и щелочей. Данное покрытие обладает термостойкостью, эластичностью, химической стойкостью к нефти, нефтепродуктам и маслам. Наносится такое покрытие при помощи пулевелизатора на подготовленную (обработанную) поверхность.
Технологический процесс холодного цинкования
- Очищение объекта до степени 2 по ГОСТ 9.402-80 или Sa 2,5 по ISO 8501-1:1988.
- При необходимости грунт фильтруют через сетку 02-01 по ГОСТ 6613 или капроновое сито.
- При необходимости разбавляют растворителями: сольвент, ксилол, толуол, бутилацетат до нужной вязкости по вискозиметру В3-246 (диаметр сопла 4 мм) при температуре 20°С.
- Нанесение грунта безвоздушным или пневматическим распылением на поверхность объекта, подготовленную в соответствии с ГОСТ 9.40
Технология горячего цинкования

Технология горячего цинкования делится на несколько этапов:
1. подготовка поверхности
Читайте также: Сварка алюминия и его сплавов в вопросах и ответах
Перед процедурой необходимо тщательным образом подготовить стальную поверхность к нанесению цинковой пленки. Сначала необходимо обезжирить поверхность, чтобы с нее были удалены масла или загрязнения. После этого нужно тщательным образом промыть материала или изделия из стали, что поверхность была идеально чистой. На следующем этапе подготовки важно произвести процедуру травления. Она заключается в устранении с поверхности всех оксидов металла. Сделать это можно благодаря нагретой соляной кислоте или ингибоиторам. После этого проводится обработка металла специальными веществами для того, чтобы остановить процессы окисления. На заключительном этапе осуществляется сушка металла или металлического предмета.
2. Подготовка цинкового сплава
На данном этапе осуществляется нагревание цинка до температуры 450 градусов Цельсия.
- Погружение металла в ванну с горячим цинком
Важно: Во время погружения материалов для покрытия их цинковым сплавом необходимо соблюдать определенную скорость, потому что медленное погружение позволит на поверхности металла образоваться оксидам, чего нельзя допустить.
Данный этап является завершающим. Он осуществляется на открытом воздухе. Сплав на поверхности стали застывает.
Горячее цинкование металлоконструкций
На современных промышленных предприятиях не редко используется горячее цинкование при обработке стальных материалов. Данный метод обработки представляет собой процедуру, которая заключается в погружении предметов из стальных материалов в специально разработанную емкость с расплавленным цинком. Его температура нагрева составляет не менее 450 градусов Цельсия.
Данная процедура не является сложной, если в наличии имеется необходимое оборудование. Она является проверенным методом покрытия стальной поверхности защитной пленкой, эффективность которой проверена многими годами использования. Ее толщина тщательным образом контролируется, чтобы металлу была обеспечена надежная защита от влияния окружающей среды.
Благодаря цинковому сплаву обеспечивается гораздо более долгая защита от коррозии, чем при использовании обычных методов, в числе которых и адгезия. Во время данного процесса между железным сплавом и цинковым появляется взаимодействие. Они соединяются в одно вещество. Это не просто адгезия железа к цинку. Это уже отдельное вещество, состоящее из смешивания сплавов этих двух металлов. Благодаря этому антикоррозийное свойство сохраняется на более продолжительный период времени.
Кроме придания металлу устойчивости к появлению коррозии обработка горячим цинковым сплавом придает металлу еще ряд свойств, которые проявляются в:
- улучшении внешнего качества изделия,
- увеличению эксплуатационного срока,
- устойчивости е агрессивным влияниям окружающей среды.
Главным отличием покрытия стали цинковым сплавом от всех других методов обработки является то, что этот метод защиты является более надежным. Цинк помогает контролировать появление ржавчины и других дефектов на предметах из стали. Другие же методы лишь маскируют недостатки.
Внимание: На сталь, покрытую цинковым сплавом можно нанести лакокрасочное покрытие, которое может придать не только привлекательный внешний вид с эстетической точки зрения, но и обеспечить двойную защиту металла.
Таблица 1. Сравнение показателей стоимости и срока службы стали после горячего цинкования с другими способами защиты (себестоимость принята за 100%)
| Способ защиты | Средний срок службы до покраски, годы | Себестоимость, % | Расходы после 25 лет эксплуатации, включая уход,% |
| Горячее цинкование | 25 | 100 | уход не требуется |
| Дробеметная очистка, окраска в три слоя | 12 | 75 | 150 |
| Дробесруйная очистка вручную, окраска в три слоя | 12 | 120 | 195 |
| Травление и окраска в три слоя | 10 | 85 | 200 |
| Очистка металлической щеткой и окраска в три слоя | 8 | 75 | 230 |
| То же и окраска в два слоя | 5 | 55 | 280 |
ГОРЯЧЕЕ ЦИНКОВАНИЕ МЕТАЛЛА
Метод горячего цинкования основан на погружении металлоконструкций в ванну с расплавленным цинком, нагретым до температуры близкой к 450 цельсия. В результате на поверхности металла образуется покрытие в виде четырехслойного железоцинкового сплава, обладающего уникальными антикоррозионными свойствами. Наружный слой — практически чистый цинк (99,9%).
Для того чтобы получить качественное и сплошное цинковое покрытие, отвечающее стандартам, необходимо произвести тщательную подготовку поверхности цинкуемого металла. Для этой цели используется химическая подготовка поверхности, состоящая из ряда ванн, заполненных химическими растворами, в которые последовательно опускаются металлоконструкции.

Цинкование — влияние толщины покрытия
Есть много типов покрытий, которые называют горячим цинкованием. Процесс горячего цинкования требует погружения стали в расплавленный цинк, который вступает в реакцию со сталью, создавая оцинкованное покрытие. Период времени от того момента, когда сталь пропитывается цинком до обработки после гальванизации, определяет такие особенности, как толщина и внешний вид покрытия.
Сталь оцинкована горячим способом для улучшения ее антикоррозионных характеристик, что гарантирует ее долговечность при минимальном техническом обслуживании.
В настоящее время стандарты, устанавливаемые для жилищного сектора, устанавливают минимальный срок в 50 лет в качестве приемлемого срока службы строительных конструкций. Этому условию могут соответствовать только стальные оцинкованные изделия с самым толстым оцинкованным покрытием.
Австралийский стандарт AS 4680-1999 «Оцинкованные горячим способом покрытия на черные металлы» включает стандарты оцинкованного покрытия для труб, листов, проволоки и изделий общего назначения. Существует значительная неправильная интерпретация из-за включения оцинкованных покрытий с ярко выраженными характеристиками покрытия в один и тот же австралийский стандарт.
Толщина покрытия Все изделия из проволоки, листов и труб оцинкованы непрерывно. Это означает, что покрытие наносится с высокой скоростью, а толщина покрытия контролируется процессом. Время погружения в цинк обычно измеряется в секундах, но в процессе периодического горячего цинкования стальные изделия погружаются на период времени от 3 до 10 минут, исходя из массы оцинкованных изделий.
Эти совершенно разные способы нанесения оцинкованных покрытий позволяют получать разные виды покрытий. По сравнению с оцинкованной сталью существует четыре ключевых различия, которые влияют на антикоррозийные характеристики оцинкованной стали: толщина, твердость, целостность и масса.
Толщина покрытия Толщина оцинкованных изделий с одинаковой толщиной профиля часто по меньшей мере в три раза больше, чем у аналогичных непрерывно оцинкованных покрытий на листе и трубе.
Твердость покрытия Толщина слоев сплава цинка и железа в покрытиях из оцинкованных изделий больше, что обеспечивает этим изделиям стойкость к истиранию в непрерывно оцинкованном покрытии в пять раз.
Целостность покрытия Периодическая гальванизация наносит равномерное, тяжелое покрытие на все внутренние и внешние поверхности, края и полости. На обрезанных кромках непрерывно оцинкованные покрытия обнажают оголенную сталь. Кроме того, непрерывно оцинкованные полые секции полностью оцинкованы только на наружных поверхностях.
Масса покрытия Катодная защита открытой стали с использованием цинка зависит от соотношения массы цинка и площади открытой стали. Особенности дренажа периодических оцинкованных покрытий делают массу покрытия на периодических оцинкованных изделиях значительно выше (часто в три-пять раз) по отношению к толщине, чем непрерывно оцинкованные покрытия. Горячекатаные профили средней структуры обычно достигают уровней массы покрытия, превышающих 1000 г / м 2 .
Большая толщина покрытия = более длительный срок службы покрытия Около 150 лет полевых испытаний показали, что все вещи равны; следовательно, срок службы оцинкованных покрытий прямо пропорционален толщине покрытий. Однако это не имеет смысла при сравнении серийно оцинкованных покрытий с непрерывно оцинкованными покрытиями.
Читайте также: Схемы сварочных полуавтоматов
Все непрерывно оцинкованные секции состоят из обнаженной стали по краям среза и полагаются на цинк в непосредственной близости от покрытия, чтобы обеспечить катодную защиту открытой стали. Это приводит к ускорению скорости коррозии оцинкованных покрытий на срезанных кромках. Когда непрерывно оцинкованный профиль толще, скорость коррозии покрытия на обрезанных кромках увеличивается из-за большей площади оголенной стали.
Даже если было возможно нанести непрерывно оцинкованное покрытие на стальное изделие такой же толщины, что и у оцинкованного изделия, из-за коэффициента режущей кромки у оцинкованного покрытия, как правило, срок службы в 1,5 раза больше.
Сравнение оцинкованных покрытий Непрерывно оцинкованные покрытия очень точно прилипают к указанной массе покрытия. Порционные оцинкованные покрытия на горячекатаных стальных профилях почти всегда превышают их минимальную указанную массу покрытия.

Толщина цинковых покрытий
Толщина цинковых покрытий на низкоуглеродистых сталях в зависимости от содержания кремния описывается сложной функцией. Всю область условно можно разбить на 3 подобласти, отвечающие трем степеням раскисления стали:
— кипящая (0,01-0,05% Si)
— полуспокойная (0,06-0,15% Si)
— спокойная (0,16-0,37% Si).
При этом покрытие наименьшей толщины, гладкое и блестящее получается на кипящих сталях, матовое покрытие толщиной от 120 до 180-200 мкм с удовлетворительной адгезией получается на спокойных сталях с содержанием кремния в интервале 0,15-0,25%. Самое непредсказуемое покрытие получается на полуспокойных сталях.
Источник https://miminonino.ru/raboty/gost-9-307-89.html
Источник https://zpu-tmb.ru/metalloobrabotka/goryachee-cinkovanie-tolshchina-pokrytiya.html
Источник