Литейное производство
Литейным производством называют процессы получения фасонных изделий – отливок – путем заливки расплавленного металла в полую форму, воспроизводящую конфигурацию и размеры будущего изделия. Отливки широко применяют в машиностроении, металлургии и строительстве, в художественной обработке. Процессы литья развиваются и совершенствуются семь тысячелетий и всегда включают следующие этапы: расплавление металла; заполнение специально подготовленной формы; кристаллизацию и извлечение затвердевшей отливки из формы.
1. Кристаллизация металлов
При литье заготовок на процесс затвердевания и образования кристаллической структуры, а следовательно, на свойства отливок существенно влияет температура заливки металла в форму и скорость охлаждения отливки.
Основной причиной и движущей силой процесса кристаллизации является стремление вещества к наиболее устойчивому в термодинамическом отношении состоянию, т. е. к наименьшему запасу свободной энергии F. Изменение величины свободной энергии в зависимости от температуры для металла в кристаллизовавшемся и жидком состояниях схематически показано на рис. 1.
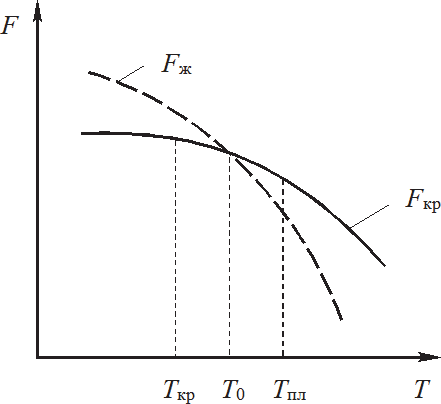
Рис. 1. Изменение свободной энергии F жидкого и твердого металлов в зависимости от температуры Т
При температуре Т0 свободные энергии F обоих состояний равны (рис. 1). Такую температуру называют равновесной, или теоретической, температурой кристаллизации. При Т0 обе фазы (жидкая и твердая) могут сосуществовать одновременно и при том бесконечно долго. Процесс кристаллизации при этой температуре еще не начинается.
Разность между теоретической и фактической температурами кристаллизации называется степенью переохлаждения: ∆Т = Т0 – Ткр.
Температуры, соответствующие фазовым превращениям, называются критическими точками. Определение температур критических точек плавления и кристаллизации осуществляют при медленных охлаждениях и нагреваниях, т. е. в равновесном состоянии. Эти процессы изображают с помощью кривых охлаждения и нагревания.
При нагреве всех кристаллических тел, в том числе металлов, наблюдается четкая граница перехода из твердого состояния в жидкое (рис. 2). Такая же резкая граница существует и при переходе из жидкого состояния в твердое (рис. 3).
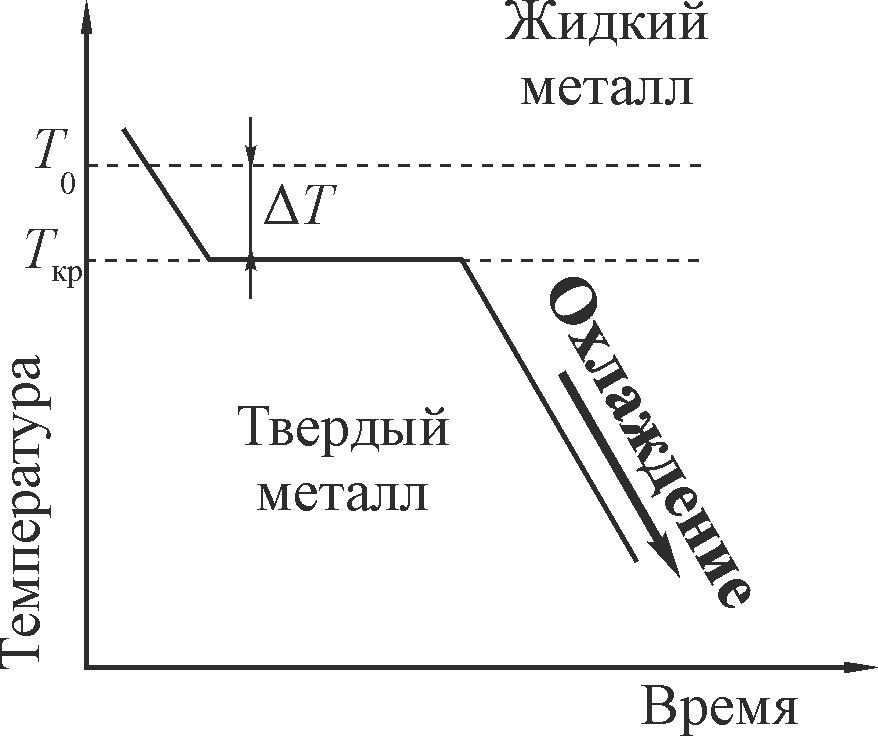
Рис. 2. Кривая нагревания
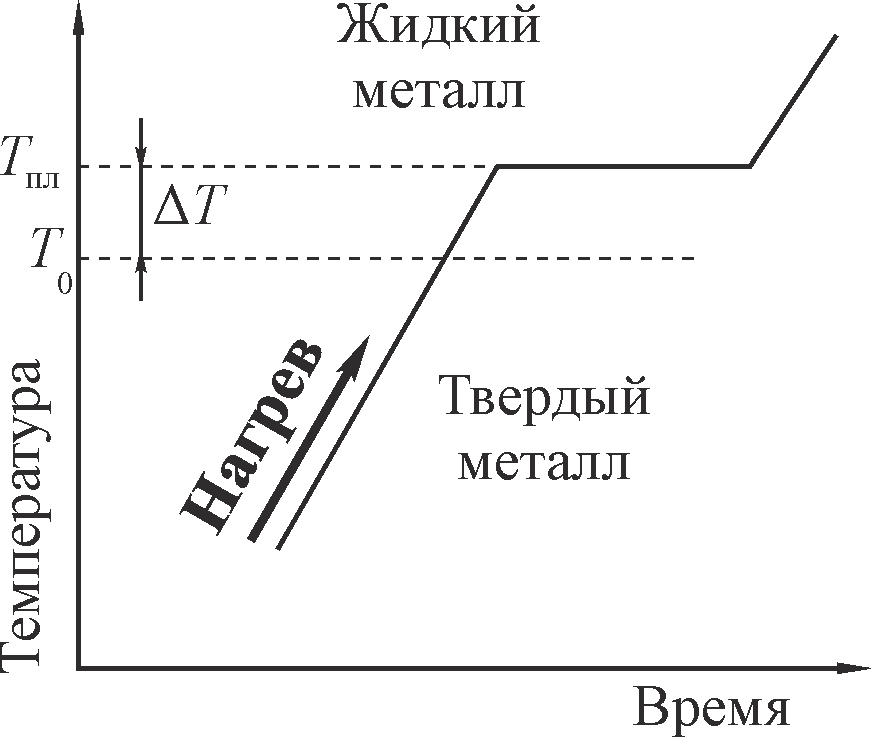
Рис. 3. Кривая охлаждения
На кривой нагревания внешний подвод тепла сопровождается повышением температуры металла, сохраняющего свою кристаллическую решетку (рис 2). На горизонтальном участке кривой нагрева подвод тепла продолжается, но он не приводит к повышению температуры, т. е. подводимая энергия целиком расходуется на разрушение закономерного расположения атомов. Внешне это проявляется в переходе твердого состояния в жидкое. После разрушения последних участков кристаллической решетки продолжающийся подвод тепла вызывает повышение температуры жидкого металла.
При охлаждении происходит обратный процесс. Горизонтальный участок кривой охлаждения показывает, что происходит кристаллизация, сопровождающаяся выделением тепла, которое называется скрытой теплотой кристаллизации (рис. 3). Кристаллизация металла происходит при некотором переохлаждении ∆Т, величина которого зависит от природы самого металла, от степени его загрязненности различными включениями и от скорости охлаждения.
Кривые охлаждения, характеризующие процесс кристаллизации чистых металлов при охлаждении с разной скоростью, даны на рис. 4. При очень медленном охлаждении степень переохлаждения невелика и процесс кристаллизации протекает при температуре, близкой к равновесной (рис. 4, кривая V1).
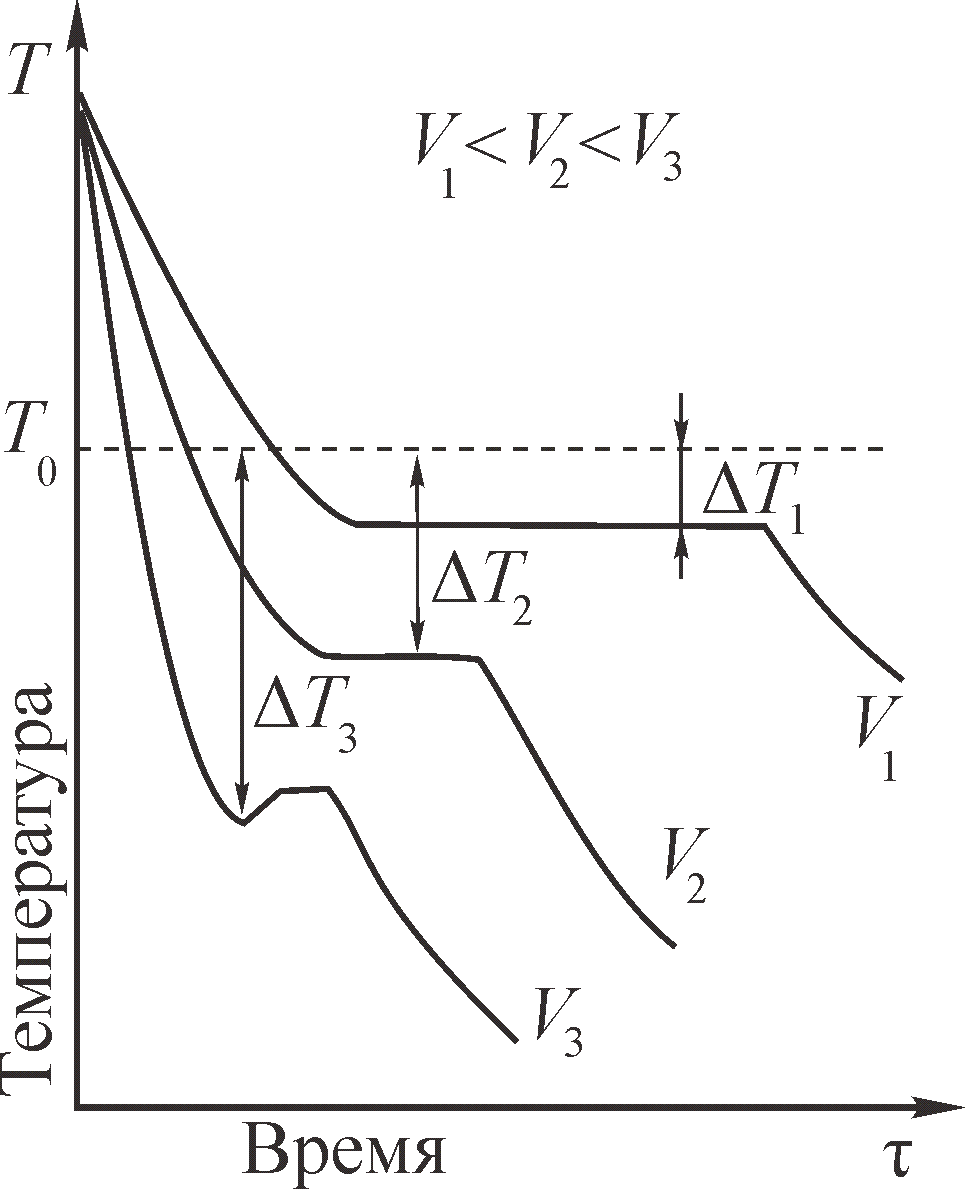
Рис. 4. Кривые охлаждения в случае кристаллизации металла при различных степенях переохлаждения
С увеличением скорости охлаждения степень переохлаждения ∆Т возрастает (кривые V2, V3) и процесс кристаллизации протекает при температурах, лежащих значительно ниже равновесной температуры кристаллизации. Чем чище жидкий металл, тем более он склонен к переохлаждению.
Кристаллизация начинается с образования кристаллических зародышей (центров кристаллизации) и продолжается в процессе роста их числа и размеров. Вокруг образовавшихся центров начинают расти кристаллы (рис. 5, а). Каждый из растущих новых кристаллов ориентирован в пространстве произвольно (рис. 5, б, в). При уменьшении количества жидкости поверхности растущих кристаллов соприкасаются друг с другом, их правильная внешняя форма нарушается, получается
произвольной (рис. 5, г). Кристаллы с неправильной внешней формой называются зернами, или кристаллитами (рис. 5, г). Твердые тела, в том числе и металлы, состоящие из большого количества зерен, называют поликристаллическими.
Д. К. Чернов сделал вывод, что процесс кристаллизации состоит из двух этапов:
- образование центров кристаллизации (зародышей) (рис. 5, а);
- рост кристаллов вокруг этих центров (рис. 5, б, в).
Позднее установлена зависимость числа центров кристаллизации (ч. ц.) и скорости роста кристаллов (с. к.) от степени переохлаждения ∆Т (рис. 6).
Число центров кристаллизации и скорость роста кристаллов, возрастая с увеличением степени переохлаждения, имеют максимум. Размер образовавшихся кристаллов в конечном итоге зависит от соотношения числа центров кристаллизации и скорости роста кристаллов при температуре кристаллизации, т. е. от степени переохлаждения.
При равновесной температуре Т0 число центров кристаллизации и скорость роста кристаллов равны нулю, процесса кристаллизации не происходит. Если жидкость переохладить до температуры, соответствующей точке a, то образуются крупные зерна (рис. 6). Это происходит при заливке жидкого металла в форму с низкой теплопроводностью, песчаноглинистую или шамотную. При переохлаждении, соответствующем точке b, образуется мелкое зерно, так как в этом случае скорость роста кристаллов незначительная, а центров кристаллизации много. Так происходит, например, при заливке металла в холодные металлические формы и при получении отливок с тонкими стенками. Если очень сильно переохладить жидкость (точка с на рис. 6), то число центров кристаллизации и скорость роста кристаллов становятся равными нулю, жидкость не кристаллизуется, а превращается в аморфное твердое тело.
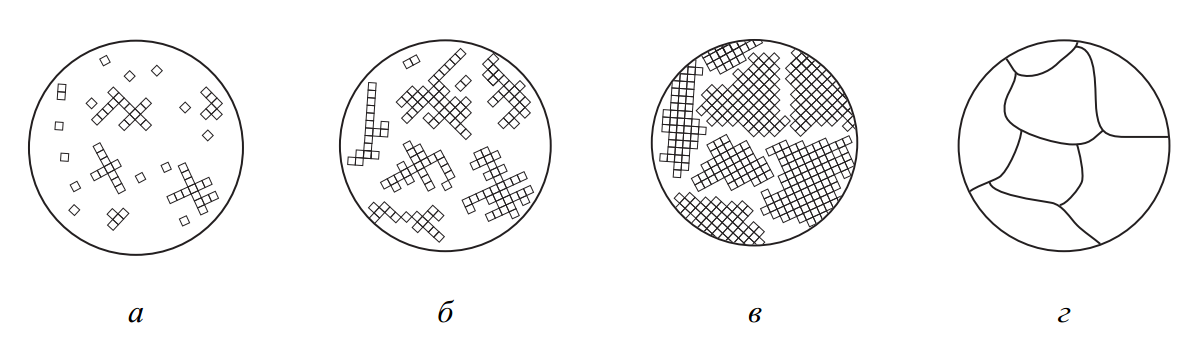
Рис. 5. Схемы процесса кристаллизации металла: а – образование центров кристаллизации; б, в – рост кристаллов вокруг этих центров; г – образование зернистого строения
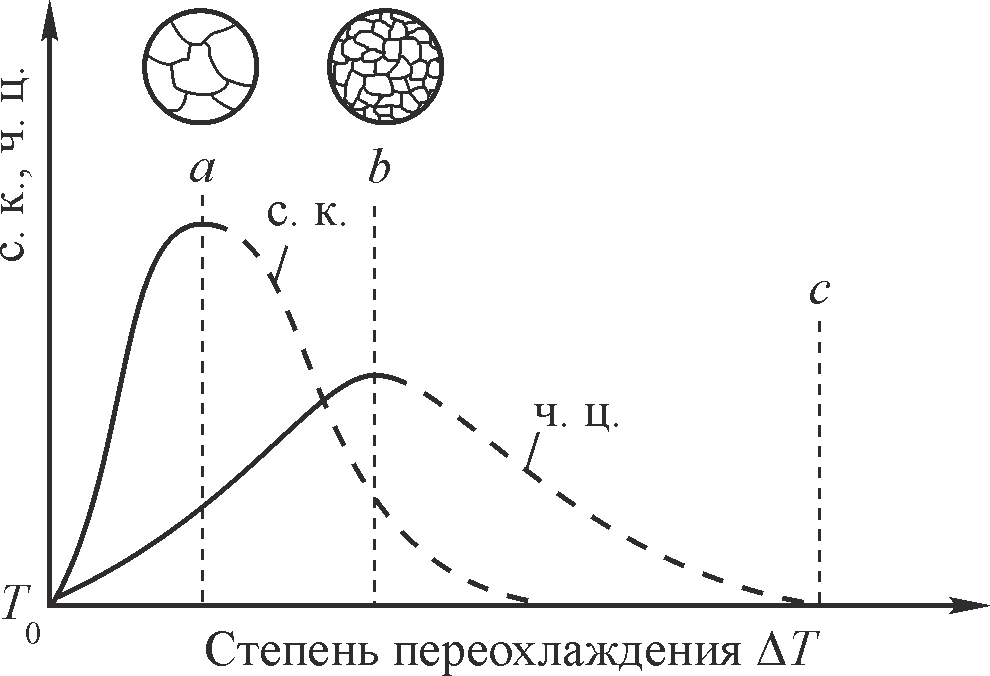
Рис. 6. Зависимость параметров кристаллизации от степени переохлаждения: ч. ц. – число центров кристаллизации, образующихся в единицу времени; с. к. – скорость роста кристаллов
На кинетику процесса кристаллизации, на количество и размеры кристаллизующихся зерен, кроме чисто тепловых процессов, оказывают влияние вторичные факторы. К ним относится случайное наличие в расплаве жидкости посторонних нерастворимых частиц (из шихтовых материалов), или их специальное введение (модифицирование), а также действие ультразвука или механической вибрации на жидкий металл.
Кристаллизация без каких-либо посторонних воздействий и без наличия готовых центров кристаллизации называется самопроизвольной, при наличии готовых центров – несамопроизвольной.
2. Форма кристаллов и строение слитков
Форма и размер зерен, образующихся при кристаллизации, зависят от условий их роста, главным образом от скорости и направления отвода теплоты и температуры жидкого металла, а также от содержания примесей.
Рост зерна происходит по дендритной (древовидной) схеме (рис. 7, а, б). Установлено, что максимальная скорость роста кристаллов наблюдается по таким плоскостям и направлениям, имеющие наибольшую плотность упаковки атомов. В результате вырастают длинные ветви, которые называются осями первого порядка 1 (рис. 7, а, б). По мере роста на осях первого порядка появляются и начинают расти ветви второго порядка 2, от которых ответвляются оси третьего порядка 3 и т. д. В последнюю очередь идет кристаллизация в участках между осями дендритов.
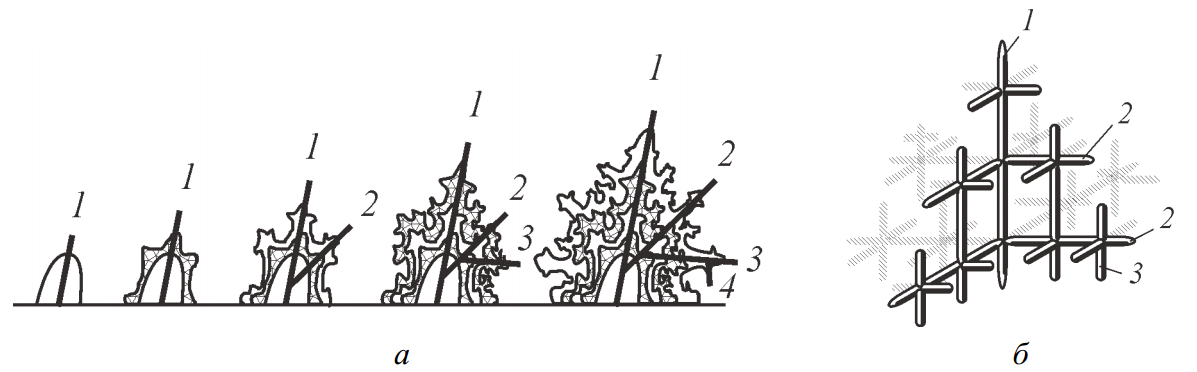
Рис. 7. Схема образования дендритов: а – рост дендрита и формирование химической неоднородности; б – общий вид дендритного кристалла: 1 – оси первого порядка; 2 – оси второго порядка; 3 – оси третьего порядка
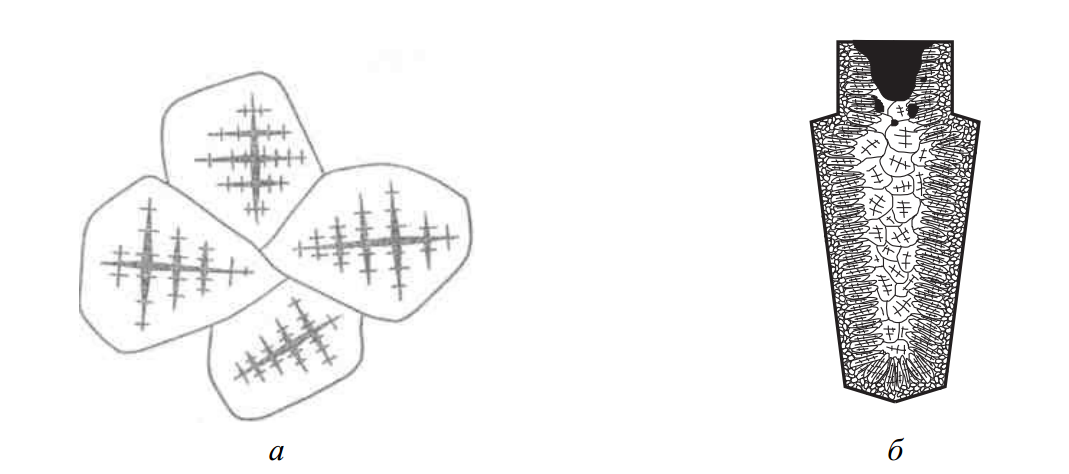
Рис 8. Зерна из сросшихся дендритов (а), образующиеся в центральной части слитка (б)
Дендриты растут до тех пор, пока не соприкоснутся между собой. После этого окончательно заполняются межосные пространства и дендриты превращаются в полновесные кристаллы с неправильной внешней огранкой (рис. 8, а, б). Так формируются зерна (кристаллиты) металлической структуры.
При недостатке жидкого металла для заполнения межосных пространств (например, на открытой поверхности слитка или в усадочной раковине) кристалл сохраняет дендритную форму. На границах между зернами в участках между осями дендритов накапливаются примеси. Химическая неоднородность в пределах одного дендрита (центральной его оси и ветвей) называется дендритной, или внутрикристаллической, ликвацией (рис. 7, а).
Ликвация возникает вследствие уменьшения растворимости примесей в металле, при его переходе из жидкого состояния в твердое. Например, при кристаллизации стали содержание серы на границах дендрита по сравнению с содержанием в центре увеличивается в 2 раза, фосфора – в 1,2 раза, а углерода уменьшается почти на половину. Также между осями дендритов могут появляются поры из-за усадки и трудностей подхода жидкого металла к фронту кристаллизации.
Условия отвода теплоты при кристаллизации значительно влияют на форму зерен. Кристаллы растут преимущественно в направлении, обратном отводу теплоты. Поэтому при направленном теплоотводе образуются вытянутые (столбчатые) кристаллы. Если теплота от растущего кристалла отводится во всех трех направлениях с приблизительно одинаковой скоростью, формируются равноосные кристаллы.
Структура слитка зависит от многих факторов, основные из которых следующие: количество и свойства примесей в чистом металле или легирующих элементов в сплаве, температура разливки, скорость охлаждения при кристаллизации, а также конфигурация, температура, теплопроводность, состояние внутренней поверхности литейной формы. На рис. 9 приведены схемы макроструктур слитков, полученных в простой вертикальной металлической форме при различных условиях.
Типичная структура слитка сплавов состоит из трех зон (рис. 9, а). Жидкий металл прежде всего переохлаждается в местах соприкосновения с холодными, шершавыми стенками формы, образуя на поверхности слитка зону 1 из мелких равноосных кристаллов. Затем в зоне 2 происходит рост столбчатых кристаллов, наиболее благоприятно ориентированных по отношению к теплоотводу, поэтому расположенных перпендикулярно к стенкам формы. Наконец, в середине слитка, где наблюдается наименьшая степень переохлаждения и не ощущается направленного отвода теплоты, образуются равноосные кристаллы больших размеров (зона 3) (рис. 9, а).
Изменяя условия кристаллизации, можно изменить количественное соотношение зон или исключить из структуры слитка какую-либо зону вообще. Например, перегрев сплавов перед разливкой и быстрое охлаждение при кристаллизации приводят к формированию структуры, состоящей практически из одних столбчатых кристаллов (рис. 9, б). Такая структура, характерная для слитков очень чистых металлов, называется транскристаллической. Зона столбчатых кристаллов характеризуется наибольшей плотностью, но в месте стыка столбчатых кристаллов собираются нерастворимые примеси, и слитки с транскристаллической структурой часто растрескиваются при обработке давлением. Транскристаллическая структура, образовываясь при кристаллизации металла в сварных швах, также уменьшает их прочность.
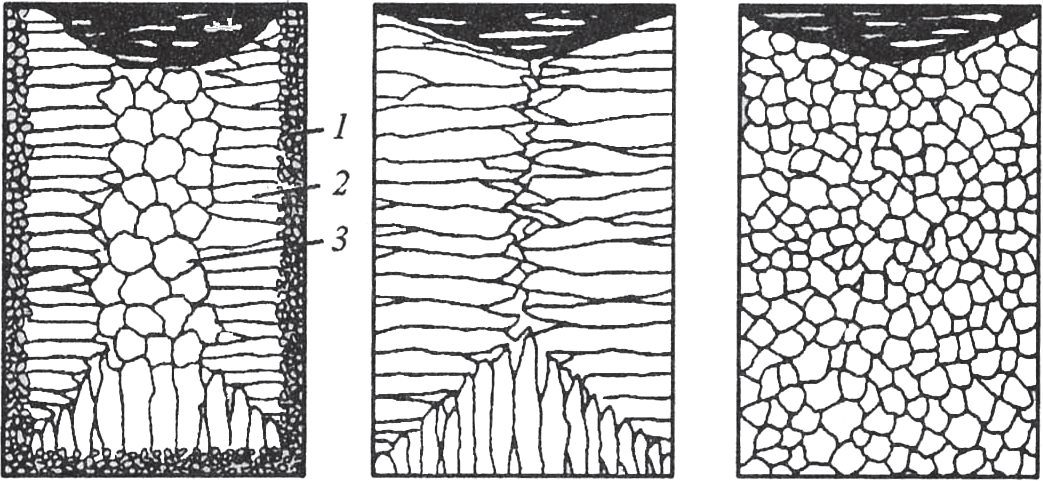
Рис. 9. Схемы макроструктур слитков: а – типичная; б – транскристаллическая; в – однородная мелкозернистая; 1 – зона из мелких равноосных кристаллов; 2 – зона столбчатых кристаллов; 3 – зона равноосных кристаллов больших размеров
Низкая температура разливки сплавов, продувка жидкого металла инертными газами, вибрация, модифицирование приводят к уменьшению и даже исчезновению зоны столбчатых кристаллов и получению слитков со структурой, состоящей из равноосных кристаллов (рис. 9, в).
В верхней части слитков, которая затвердевает в последнюю очередь, концентрируется усадочная раковина. Под усадочной раковиной металл получается рыхлым из-за содержания в нем усадочных пор (см. главу 2).
При литье заготовок на процесс затвердевания и образования кристаллической структуры существенно влияет температура заливки металла в форму и скорость охлаждения отливки.
Низкие температуры заливки металла, как правило, приводят к образованию мелкозернистой структуры, а высокие вызывают получение крупных кристаллитов в заготовках.
Низкие скорости охлаждения отливки способствуют получению крупных дендритно-равноосных кристаллитов. С увеличением скорости охлаждения появляются зоны столбчатых кристаллитов. При очень большой скорости охлаждения расплава получается сплошная мелкая столбчатая структура большой плотности, для которой характерны высокие механические свойства.
Высококачественная структура формируется при непрерывной разливке (см. рис. 2.7, глава 2). В этом случае жидкий металл поступает из печи через специальное устройство непосредственно в водоохлаждаемый кристаллизатор, а затвердевший металл непрерывно вытягивается с противоположного конца кристаллизатора и пластически деформируется валками. При этом металл имеет мелкозернистую структуру и отличается пластичностью, приближаясь по качеству к прокатанному металлу.
3. Сущность и значение технологического процесса литья
Литьем изготовляют простые и сложные заготовки деталей: поршни, поршневые кольца, гильзы и блоки цилиндров двигателей, корпусы насосов, компрессоров (рис. 10, а), коробки передач, шестерни, корпусы металлорежущих станков, прокатных станов, а также художественные изделия (рис. 10, б). Стоимость литой детали в большинстве случаев оказывается ниже стоимости аналогичной детали, изготовленной другими методами.
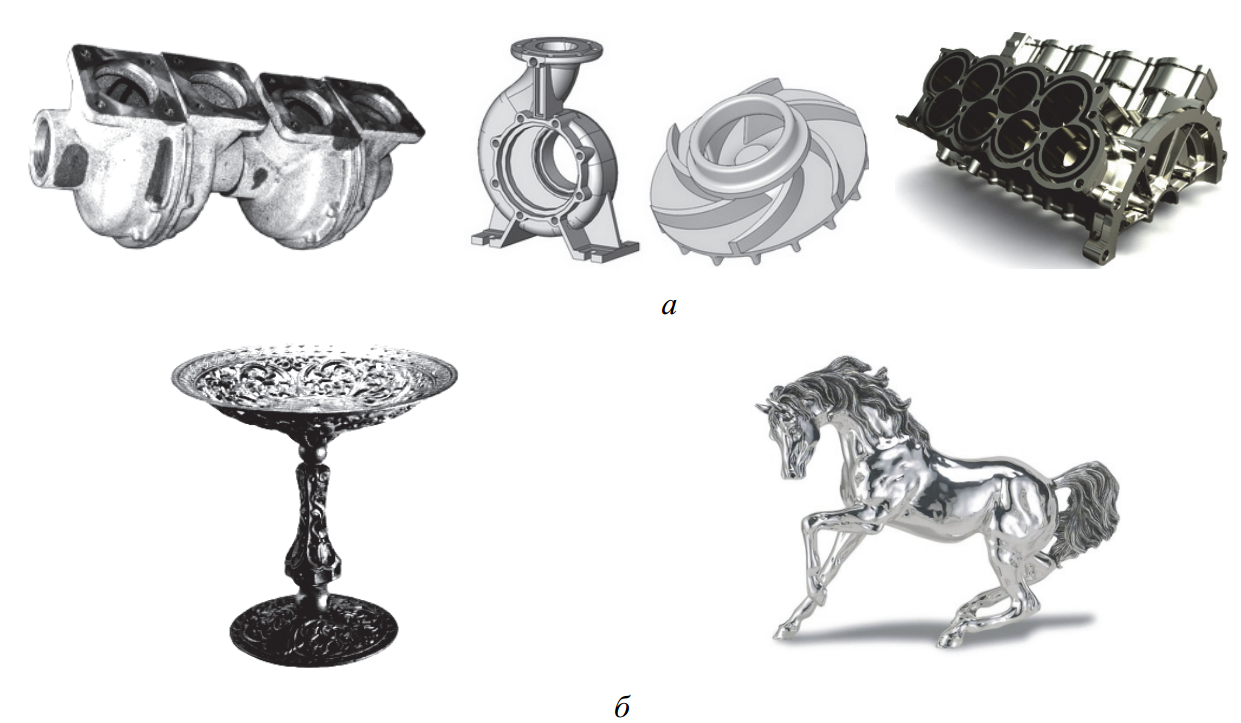
Рис. 10. Виды отливок: а – детали машин; б – художественные изделия
Отливки могут иметь различную массу (от нескольких граммов до сотен тонн), простую и сложную форму. Их отливают из чугуна, стали, сплавов на основе меди, алюминия, цинка, магния и др. Особенно эффективно применение литья для получения фасонных изделий сложной конфигурации, которые невозможно или экономически нецелесообразно изготавливать другими методами обработки металлов (давлением, сваркой, резанием), а также для изготовления изделий из малопластичных металлов и сплавов. Детали, заготовки которых получены методом литья, составляют от 25 до 90 % веса отдельных машин.
Литье имеет и ряд существенных недостатков: невысокую производительность труда, неоднородность состава и пониженную плотность материала заготовок, а следовательно, и их более низкие, чем у заготовок, полученных обработкой давлением, прочностные характеристики. В структуре себестоимости литья основную долю составляют затраты на металл (до 80 %). Производя технико-экономический анализ литейного производства, особое внимание необходимо обращать на стадии и элементы технологического процесса, которые непосредственно связаны с возможными потерями металла на угар, разбрызгивание, брак и т. п. Себестоимость литья зависит от объема производства, уровня механизации и автоматизации технологических процессов.
Классификация литых заготовок
По условиям эксплуатации, независимо от способа изготовления, различают отливки:
- общего назначения, т. е. отливки для деталей, не рассчитываемых на прочность;
- ответственного назначения, т. е. отливки для деталей, рассчитываемых на прочность и работающих при статических нагрузках;
- особо ответственного назначения, т. е. отливки для деталей, рассчитываемых на прочность и работающих при циклических и динамических нагрузках.
В зависимости от способа изготовления, массы, конфигурации поверхностей, габаритного размера, толщины стенок, количества стержней, назначения и особых технических требований отливки делят на 6 групп сложности.
Например, первая группа характеризуется гладкими и прямолинейными наружными поверхностями с наличием невысоких усиливающих ребер, буртов, фланцев, отверстий. Внутренние поверхности простой формы. Типовые детали – крышки, рукоятки, диски, фланцы, муфты, колеса вагонеток, маховики для вентилей и т. д. А шестая группа – это отливки с особо сложными закрытыми коробчатыми и цилиндрическими формами, на наружных криволинейных поверхностях которых под различными углами пересекаются ребра, кронштейны и фланцы. Внутренние полости имеют особо сложные конфигурации с затрудненными выходами на поверхность отливки. Типовые детали – станины специальных металлорежущих станков, сложные корпуса центробежных насосов, детали воздуходувок, рабочие колеса гидротурбин.
В зависимости от способа изготовления отливок, их габаритных размеров и типа сплавов ГОСТ 26645–85 устанавливает 22 класса точности.
4. Требования к литейным сплавам и их свойства
Требования к литейным сплавам, используемым для получения отливок:
- состав должен обеспечивать получение в отливке заданных физико-механических и физико-химических свойств: свойства и структура должны быть стабильными в течение всего срока эксплуатации отливки;
- сплавы должны обладать хорошими литейными свойствами: небольшой усадкой, низкой склонностью к образованию трещин и поглощению газов и ликвации, обеспечивать герметичность, иметь высокую жидкотекучесть, хорошо свариваться, легко обрабатываться режущим инструментом.
Сплавы при производстве отливок должны быть технологичными, экономичными и нетоксичными. Получение качественных отливок без раковин, трещин и других дефектов зависит от литейных свойств, которые проявляются при заполнении формы, кристаллизации и охлаждении отливок в форме. К основным литейным свойствам сплавов относят жидкотекучесть, усадку сплавов, склонность к образованию трещин, газопоглощение.
Усадка – свойство металлов и сплавов уменьшаться в объеме при охлаждении в расплавленном состоянии, в процессе затвердевания и в затвердевшем состоянии при охлаждении до температуры окружающей среды.
В зависимости от агрегатного состояния сплава различают усадку в жидком, твердо-жидком и твердом состояниях. Полная усадка является суммой этих трех слагаемых. Основу усадки составляет термическое сжатие, которое увеличивается или уменьшается в результате фазовых превращений и изменения растворимости газов. При уменьшении объема в процессе кристаллизации металла линейные размеры отливки сокращаются неравномерно. Тонкие части отливки быстро охлаждаются и сокращаются в размерах раньше, чем массивные части. Неравномерная усадка металла в отливке вызывает появление в ее стенках напряжений. Они тем выше, чем меньше податливость формы. Конфигурация отливки проектируется такой, чтобы при ее изготовлении напряжения были минимальны. Различают объемную и линейную усадки.
Линейная усадка определяет точность размеров полученных отливок, поэтому она учитывается при разработке технологии литья и изготовления модельной оснастки.
Считается, что линейная усадка – это уменьшение линейных размеров отливки при ее охлаждении от температуры, при которой образуется прочная корка, способная противостоять давлению расплавленного металла, до температуры окружающей среды. На линейную усадку влияет химический состав сплава, температура его заливки, скорость охлаждения, конфигурации отливки и литейной формы. Линейная усадка определяется по формуле
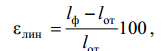
где εлин – линейная усадка, %; lф и lот – размеры полости формы и отливки при температуре 20 о С.
Линейная усадка составляет: для серого чугуна – от 0,8 до 1,3 %; для углеродистых сталей – от 2 до 2,4 %; для алюминиевых сплавов – от 0,9 до 1,45 %; для медных сплавов – от 1,4 до 2,3 %.
Объемная усадка – это уменьшение объема сплава при его охлаждении в литейной форме при формировании отливки. Объемную усадку определяют по формуле
где εоб – объемная усадка, %; Vф и Vот – объем полости формы и отливки при температуре 20 о С.
В результате усадки появляются усадочные раковины и усадочная пористость в массивных частях отливки. Усадочными раковинами называют открытые или закрытые достаточно крупные полости в теле отливки, имеющие шероховатую глубокую кристаллическую поверхность со следами дендритов. Усадочная пористость представляет собой мелкие полости, расположенные между дендритами сплава по всему объему отливки или в ее центральных частях. На рис. 11, б показана усадочная раковина 1, образующаяся в открытой прибыли 2 отливки 4. Получить отливки без усадочных раковин и пористости возможно за счет непрерывного подвода расплавленного металла в процессе кристаллизации вплоть до полного затвердевания. Для этого на отливки устанавливают прибыли – дополнительные резервуары с расплавленным металлом к участкам отливки, затвердевающими последними (рис. 11, а, б). Установка на утолщенный участок отливки открытой прибыли 1 и боковой закрытой прибыли 2 предотвратит образование усадочных раковин и пористости. Также для их предотвращения устанавливаются холодильники: внешние 3 и внутренние 4 (рис. 12, а, б). Холодильники, благодаря высокой теплопроводности и теплоемкости, ускоряют отвод тепла от массивных частей отливки, что позволяет им охлаждаться одновременно со скоростью охлаждения тонких частей отливки и устранить образование усадочных раковин и пористости.
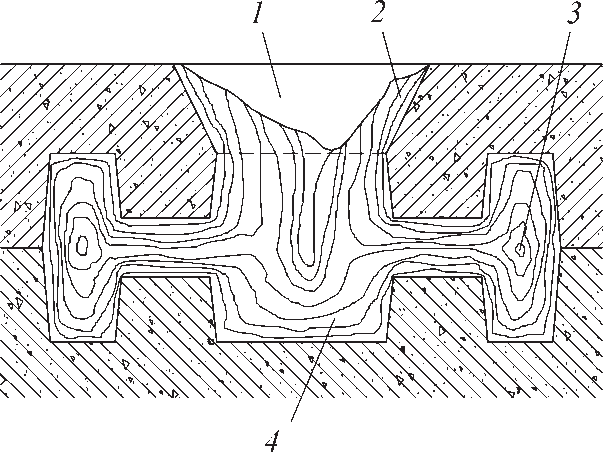
Рис. 11. Прибыли для предупреждения усадки: а – над широкой частью стальной отливки втулки; б – распределение сплава по форме: 1 – усадочная раковина; 2 – прибыль; 3 – пористость; 4 – отливка
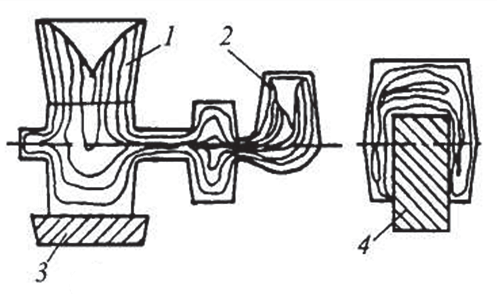
Рис. 12. Способы предупреждения (а, б) образования усадочных раковин и пористости в отливках: 1 – верхняя (открытая) прибыль; 2 – боковая (закрытая) прибыль; 3 – внешний холодильник; 4 – внутренний холодильник
Газопоглощение – способность литейных сплавов в расплавленном состоянии растворять водород, азот, кислород и другие газы. Растворимость газов зависит от химического состава сплава, температуры заливки, вязкости сплава и свойств литейной формы.
Степень растворимости газов зависит от состояния сплава: она возрастает при плавлении и резко повышается при перегреве расплава. При затвердевании и последующем охлаждении растворимость газов уменьшается, в результате их выделения в отливке могут образоваться газовые раковины и поры, как в слитках кипящей и полуспокойной сталей (см. рис. 2.8, глава 2). Ликвация – как указывалось выше, неоднородность химического состава сплава в различных частях отливки. Различают ликвацию зональную (см. рис. 2.18, г, д), когда различные части отливки имеют различный химический состав, и дендритную, когда химическая неоднородность наблюдается в каждом зерне (рис. 8, а).
Жидкотекучесть – способность расплавленного металла течь по каналам литейной формы, заполнять ее полости и четко воспроизводить контуры отливки. При высокой жидкотекучести сплавы заполняют все элементы литейной формы. Мерой жидкотекучести считают длину заполненной расплавом части специальной спиральной пробы (рис. 13). Жидкотекучесть зависит от многих факторов: от температурного интервала кристаллизации, вязкости и поверхностного натяжения расплава, температуры заливки и свойств формы и т. д. Чистые металлы и сплавы, затвердевающие при постоянной температуре, обладают лучшей жидкотекучестью, чем сплавы, затвердевающие в интервале температур (твердые растворы). Наибольшая жидкотекучесть у серого чугуна.
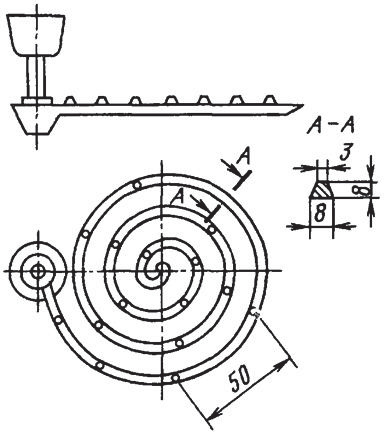
Рис. 13. Спиральная проба для определения жидкотекучести сплавов
Чем выше вязкость, тем меньше жидкотекучесть. С увеличением поверхностного натяжения жидкотекучесть понижается. С повышением температуры заливки расплавленного металла и при нагреве формы жидкотекучесть улучшается. Наличие неметаллических включений снижает жидкотекучесть. Также влияет химический состав сплава: с увеличением содержания серы, кислорода, хрома жидкотекучесть снижается; с увеличением содержания фосфора, кремния, алюминия, углерода жидкотекучесть увеличивается.
Увеличение теплопроводности материала формы снижает жидкотекучесть. Песчаную форму, медленно отводящую тепло, металл заполняет лучше, чем металлическую.
5. Песчано-глинистые литейные формы
Литейная форма – система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. Различают литейные формы двух видов: разовые и многоразовые.
Разовые формы используются для изготовления отливок единожды. Их разрушают после затвердевания отливок. Разовые песчано-глинистые формы могут быть приготовлены непосредственно в почве (в полу литейного цеха) по шаблонам для крупногабаритных отливок и в специальных
рамках – опоках по моделям для более мелких отливок. Разовые формы используются также при литье в оболочковые формы; по выплавляемым моделям; по растворяемым моделям.
Ко второй группе литейных форм относятся многоразовые (постоянные) формы, изготовленные из металла и использующиеся при литье в кокиль, различных видах литья под давлением в пресс-формах, центробежном литье и других методах.
Исторически сложилось деление способов литья на обычные, под которыми подразумевают литье в песчано-глинистые формы, и специальные, к которым относятся все остальные виды литья.
Литье в песчано-глинистые формы является самым распространенным способом изготовления отливок. В обычных песчано-глинистых формах в промышленности получают 75 % отливок. Материалом для формы служит формовочная смесь из кварцевого песка, огнеупорной глины и воды. Так получают отливки из чугуна, стали, цветных металлов массой от нескольких граммов до сотен тонн, с толщиной стенки до 1 000 мм и длиной до 10 000 мм.
5.1 Формовочные и стержневые смеси
Для приготовления смесей применяют природные и искусственные материалы с определенным комплексом свойств.
Песок – основной компонент формовочных и стержневых смесей.
Используется кварцевый или цирконовый песок из кремнезема.
Связующими веществами являются глина и вода, обеспечивающие пластичность смеси. Глина повышает также прочность и термическую устойчивость формы. Широко применяют бентонитовые или каолиновые глины.
Для предотвращения пригара и улучшения чистоты поверхности отливок используют противопригарные материалы: для сырых форм – припылы; для сухих форм – краски.
Припылами для чугунных отливок являются смеси оксида магния, древесного угля, порошкообразного графита; для стальных отливок – смесь оксида магния и огнеупорной глины или пылевидный кварц.
Противопригарные краски представляют собой водные суспензии этих материалов с добавками связующих.
Формовочные смеси должны обладать широким спектром свойств, из которых основные:
- огнеупорность – способность смеси и формы сопротивляться растяжению или расплавлению под действием температуры расплавленного металла;
- термохимическая устойчивость – способность выдерживать высокую температуру сплава без оплавления или химического с ним взаимодействия;
- газопроницаемость – способность смеси пропускать через себя газы (песок способствует ее повышению);
- прочность – способность смеси обеспечивать сохранность формы без разрушения при изготовлении и эксплуатации;
- пластичность – способность получать четкий отпечаток модели и сохранять полученную по ней форму;
- податливость – способность смеси деформироваться под действием усадки при застывании сплава;
- долговечность – способность сохранять свои свойства при многократном использовании.
По характеру применения различают облицовочные, наполнительные и единые смеси.
Облицовочная смесь служит для изготовления рабочего слоя формы, непосредственно контактирующего с жидким металлом. Она содержит повышенное количество формовочных материалов в исходном состоянии и имеет высокие физико-механические свойства.
Наполнительная смесь применяется для наполнения формы после нанесения на модель облицовочной смеси. Она приготавливается путем переработки использованной (оборотной) смеси с малым количеством новых формовочных материалов.
Облицовочная и наполнительная смеси необходимы для изготовления крупных и сложных отливок.
Единая смесь служит одновременно в качестве облицовочной и наполнительной при машинной формовке и на автоматических линиях в серийном и массовом производстве. Она изготавливается из наиболее огнеупорных песков и глин с наибольшей связующей способностью для обеспечения долговечности.
Приготовление формовочной смеси включает несколько операций: перемешивание компонентов смеси, увлажнение и разрыхление.
Сначала подготавливают песок, глину и другие исходные материалы. Песок сушат и просеивают. Глину сушат, размельчают, размалывают в шаровых мельницах или бегунах и просеивают. Аналогично получают угольный порошок.
Подготавливают оборотную смесь. Оборотную смесь после выбивки из опок разминают на гладких валках, очищают от металлических частиц и просеивают.
Перемешивание осуществляется в смесителях-бегунах с вертикальными или горизонтальными катками. Песок, глину, воду и другие составляющие загружают при помощи дозатора, перемешивание осуществляется под действием катков и плужков, подающих смесь под катки.
Готовая смесь выдерживается в бункерах-отстойниках в течение 2–5 часов для распределения влаги и образования водных оболочек вокруг глинистых частиц.
Готовую смесь разрыхляют в специальных устройствах и подают на формовку.
Стержневая смесь предназначена для технологических процессов изготовления и использования литейных стержней.
Стержни – части литейной формы, предназначенные для образования внутренних полостей в отливке. Они устанавливаются в формы при их сборке (рис. 18, б). Стержни окружены расплавленным металлом и испытывают большое тепловое и механическое воздействие. Для стержневых смесей требуются более высокие огнеупорность, газопроницаемость и податливость по сравнению с формовочными. Стержневые смеси изготовляют из кварцевого песка с пониженным содержанием глины и различных органических и неорганических связующих материалов. В качестве связующих применяют жидкое стекло и синтетические смолы.
В зависимости от способа изготовления стержней смеси разделяют: на смеси с отвердением стержней тепловой сушкой в нагреваемой оснастке; жидкие самотвердеющие; жидкие холоднотвердеющие смеси на синтетических смолах; жидкостекольные смеси, отверждаемые углекислым газом.
5.2 Изготовление песчано-глинистых форм
Технология процесса изготовления отливок в песчано-глинистых формах представлена на схеме (рис. 14).
Одноразовые песчано-глинистые формы создаются из формовочных смесей путем уплотнения. Это позволяет получить точный отпечаток модели в форме и придать форме достаточную прочность, а также создать вентиляционные каналы для вывода газов из полости формы.
При оценке технологического процесса получение отливок нужно учитывать затраты в литейном цехе и снижать себестоимость механической обработки. Для этого уменьшают припуски, упрощают процесс формовки, максимально используют технологическое оборудование.
Чертеж детали является основой для проектирования технологического процесса изготовления отливки (рис. 15, а, б). По чертежу детали в соответствии с ГОСТ 1125–88 строят чертеж элементов литейной формы (рис. 16, а) или отливки.
При разработке технологического процесса изготовления литейной формы необходимо: выбрать способ формовки (ручная, машинная и т. д.); определить положение отливки в форме при заливке; установить поверхности разъемов литейной формы и модели отливки; выбрать конструкцию литниковой системы; разработать чертежи элементов литейной формы (рис. 16, а; рис. 17, а), модели (рис. 16, г; 17, б) и литейной формы (рис. 16, д; 17, г).
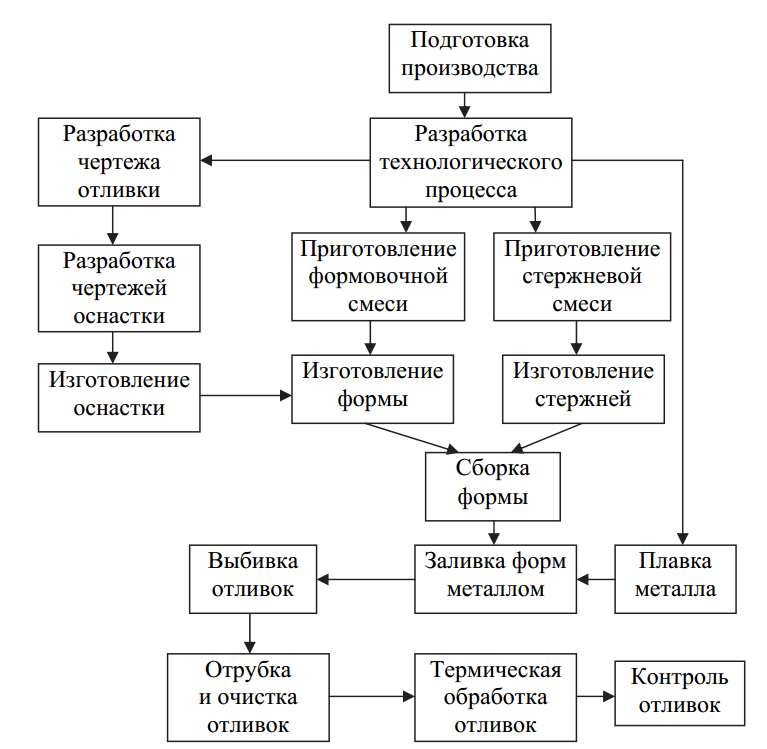
Рис. 14. Схема технологического процесса изготовления отливок в песчаных формах
Поверхность, по которой при сборке литейной формы соединяются ее части, называется поверхностью разъема 1 (рис. 16, а; рис. 17, а). Правильные разъемы формы и модели обеспечивают удобство изготовления формы, ее сборки и качество отливки. Разъем модели и формы показывают отрезком или штрихпунктирной линией, заканчивающейся знаком Х─ ─Х, над которой указывают буквенное обозначение разъема «МФ» на чертежах элементов литейной формы (рис. 16, а). Положение отливки в форме при заливке обозначают буквами «В» (верх) и «Н» (низ), которые проставляют у стрелок, показывающих направление разъема.
При определении поверхности разъема формы руководствуются следующим:
- всю отливку, если позволяет ее конструкция, нужно располагать в нижней части формы, при этом исключается перекос отливки, так как в верхней части формы скапливаются газы, неметаллические и шлаковые включения, это понижает качество поверхности отливки (рис. 19, г);
- поверхность разъема формы должна обеспечивать свободное извлечение модели из формы и удобную установку стержней;
- форма должна иметь минимальное число стержней по возможности простой конфигурации или не иметь их, а использовать песчаные болваны.
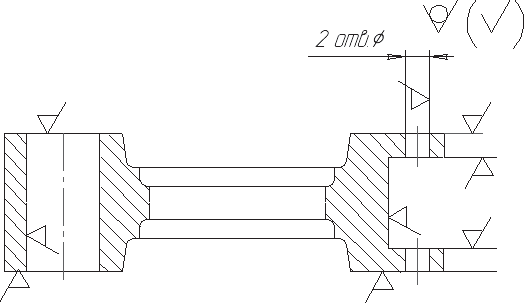
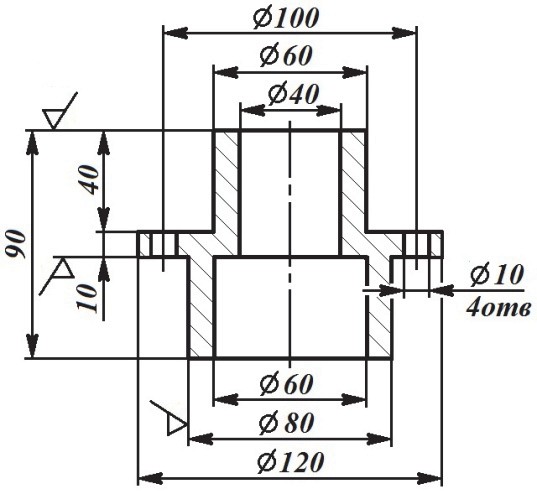
Рис. 15. Чертежи чугунных деталей: а – рычага; б – фланца
На чертеже элементов литейной формы указываются отличия детали (рис. 15, а) от своей заготовки – отливки (рис. 16, а) – размерами и формой. Размеры отливки изменяются в тех местах, где на поверхности детали требуется механическая обработка.
Наружные размеры отливки увеличиваются, а внутренние уменьшаются на величину припуска 2, на механическую обработку (рис. 16, а). Это слой металла (на сторону), удаляемый в процессе механической обработки отливки для получения заданной геометрической точности и качества поверхности детали. Величина припуска зависит от материала, размеров, способа изготовления отливки; расположения отливки в форме; класса точности отливки.
Припуски 2 на обработку резанием при построении чертежа элементов литейной формы наносят сплошной тонкой линией у поверхностей детали, где указан знак требования к шероховатости (рис 16, а; рис 17, а). По форме отливка отличается от детали также наличием напусков, упрощающих и облегчающих процесс изготовления модели и формы. К напускам относятся галтели, приливы, небольшие отверстия 3 и впадины, не выполняемые литьем (рис. 16, а).
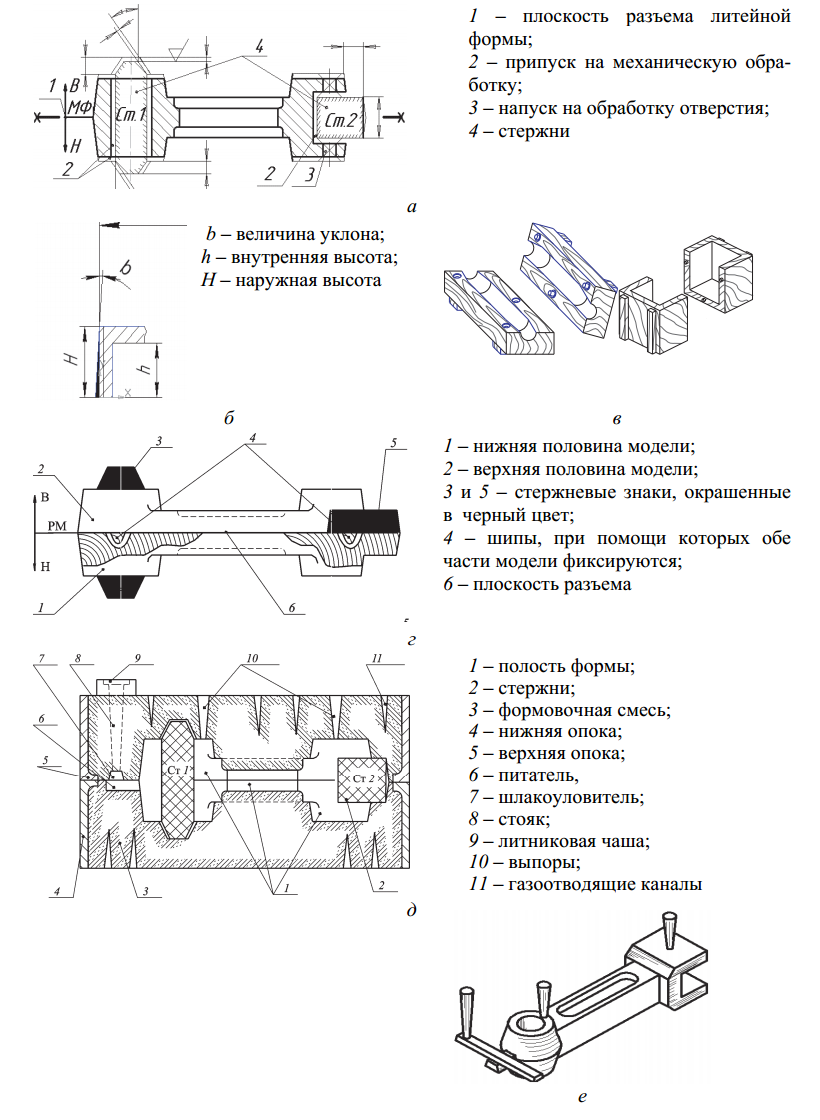
Рис. 16. Чертежи: а – элементов литейной формы чугунного рычага; б – формовочного уклона; в – стержневых ящиков; г – модели отливки: д – разреза литейной формы; е – отливки рычага
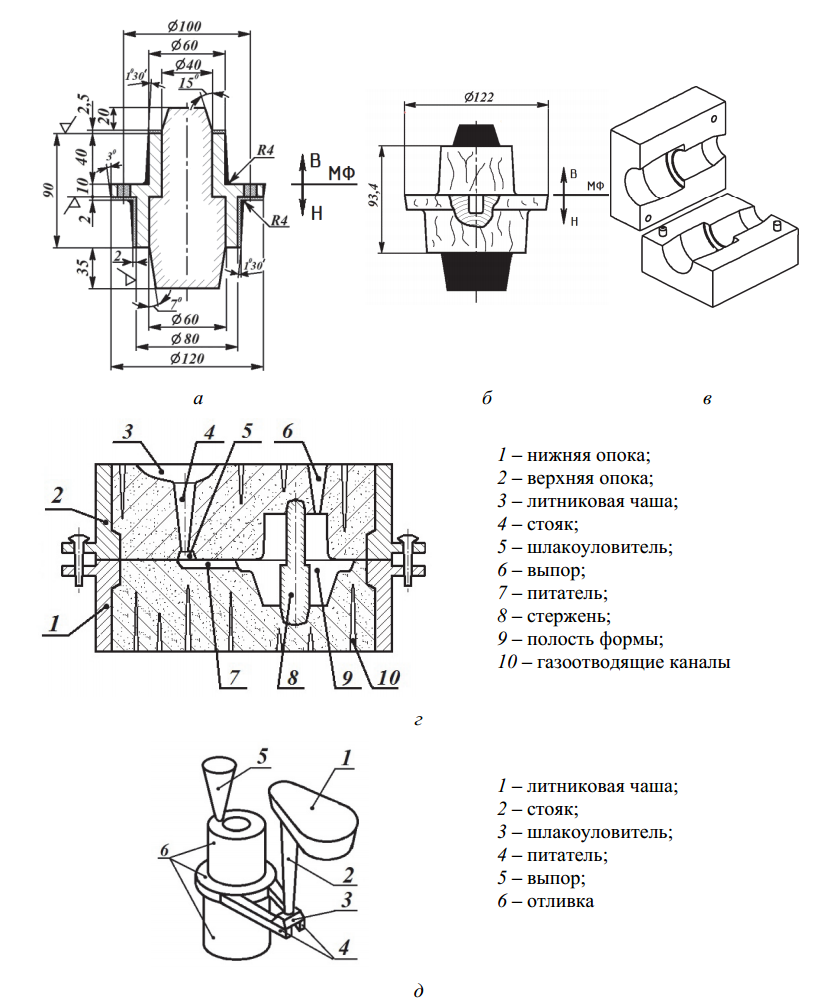
Рис 17. Чертежи: а – элементов литейной формы чугунного фланца; б – модели отливки; в – стержневого ящика; г – разреза литейной формы; е – отливки фланца с элементами литниковой системы
Формовочные уклоны служат для удобства извлечения модели из формы без ее разрушения и для свободного удаления стержня из стержневого ящика. Уклоны наследуются отливкой, поэтому указываются на ее чертеже. Формовочные уклоны выполняются на плоскостях модели, перпендикулярных разъему формы. Уклоны выполняют в направлении извлечения модели из формы, на их величину b возрастают номинальные размеры отливки (рис 16, б), которую выбирают по ГОСТ 212–92.
Наиболее распространено изготовление форм в опоках. Для изготовления песчано-глинистой формы применяют многократно используемый модельный комплект.
Модельный комплект – это набор технологической оснастки, включающий опоки, литейную модель, модели литниковой системы, стержневые ящики, модельные плиты, шаблоны и другие приспособления.
Опоки – это металлические рамки (каркасы) для удержания формовочной смеси. В опоках 1 и 2 формовочную смесь уплотняют, превращая в литейную форму (рис 17, г). Опоки предохраняют эту форму от разрушения во время сборки, транспортировки и заливки.
Литейная модель – приспособление, с помощью которого в литейной форме получают полость (отпечаток), соответствующий наружной конфигурации и размерам отливки. Конструкции моделей (рис 16, г и рис. 17, б) должны обеспечивать возможность уплотнения формовочной смеси и удаления модели из формы. Поэтому модель чаще всего делается разъемной, из верхней 2 и нижней 1 половин (рис. 16, г). Поверхность разъема модели – горизонтальная плоскость 6. Составные части модели во избежание сдвига и перекоса в форме соединяются центровочными шипами 4.
Плоскость разъема модели выбирается с учетом геометрии отливки (рис. 16, г, 17, в). Разъем модели выбирается с учетом удобства формовки и извлечения модели из формы. Размеры модели больше размеров отливки на величину линейной усадки сплава, так как металл после затвердевания усаживается, уменьшаясь в размерах. У стенок модели острые углы делают скругленными.
Модели изготавливают с выступающими частями, которые называются стержневыми знаками 3 и 5 (рис. 16, г). Стержневые знаки должны обеспечивать легкую установку стержней в форму и их устойчивость при транспортировке, кантовке, заливке.
Применяют модели разъемные, реже неразъемные из дерева, металла и пластмассы. Модели деревянные (сосна, бук, ясень) делаются не из целого куска, а склеиваются из отдельных брусочков с разным направлением волокон для предотвращения коробления. Они дешевы, просты в изготовлении, легкие, но недостаточно долговечны. Для лучшего удаления деревянных моделей из формы их окрашивают, используя различные цвета: для чугуна – красный; для стали – синий.
Металлические модели характеризуются большей долговечностью, точностью и чистой рабочей поверхностью. Их чаще изготавливают из алюминиевых сплавов – легких, не окисляющихся и хорошо обрабатывающихся. Для уменьшения массы металлические модели делают пустотелыми с ребрами жесткости. Модели из пластмасс устойчивы к действию влаги при эксплуатации и хранении, не подвергаются короблению, имеют малую массу. После извлечения модели из формы осуществляется отделка и сборка формы.
Стержни формуют в стержневых ящиках (рис. 16, в, 17, в). Стержневой ящик имеет рабочую полость для получения в ней литейного стержня нужной формы и размеров из стержневой смеси, в нем обеспечивается равномерное уплотнение смеси, а затем быстрое извлечение стержня. Стержневые ящики могут быть разъемными и неразъемными (вытряхными). Делают их из тех же материалов, что и модели.
Изготовление стержней (рис. 28) может осуществляться вручную и на специальных стержневых машинах. Стержни имеют выступающие части, которые называются знаковыми, необходимые для установки стержней в литейной форме (рис. 16, д).
Литниковая система – совокупность каналов и резервуаров, через которые жидкий сплав из разливочного ковша поступает в полость литейной формы. Конструкция литниковой системы должна обеспечить: кратчайший путь металла в полость формы без снижения температуры; низкий расход металла на саму литниковую систему; легкое отделение ее от отливки после разрушения формы.
Литниковая система для чугунной отливки представлена на рис. 17, д и на рис. 18, а.
Литниковая чаша имеет форму воронки 1 (рис. 17, д) для приема расплавленного металла, ослабления динамического напора падающей струи металла и предотвращения разбрызгивания при подаче металла в стояк 2.
Стояк представляет собой вертикальный конический, обычно суживающийся к низу канал круглого сечения, по которому металл из литниковой чаши или воронки попадает в шлакоуловитель 3 (рис. 17, д).
Шлакоуловитель – это горизонтальный канал 3 трапецеидального сечения, располагающийся в верхней опоке по плоскости разъема формы (рис. 17, д). Он служит для задержания попавших в металл шлака и других включений и распределения расплава по питателям 4 (рис. 17, д).
Питатели представляют собой каналы 4 прямоугольного или трапециевидного сечения, которые примыкают к нижней части шлакоуловителя или стояка, предназначаются для подвода металла непосредственно в полость формы (рис. 17, д). Их располагают в нижней полуформе. Варианты литниковых систем представлены на рис. 18, а, б.
Для лучшего задержания шлака в литниковой системе выдерживается следующее соотношение размера сечения стояка, шлакоуловителя и питателей Fст > Fшл > Fпит .
Выпоры – вертикальные конические каналы 5 для выхода из формы воздуха и газов и всплывающих неметаллических включений (рис. 17, д). Их ставят над самым высоким местом полости формы, на стороне, противоположной месту подвода в нее металла. Они содействуют нормальной усадке застывающего сплава и позволяют контролировать полноту заполнения формы металлом. Для вывода газов предназначены и газоотводящие каналы 10 (рис. 17, г). На рис 18, б выпоры 10 установлены над закрытыми прибылями 7 и 9.
Зумпф представляет собой углубление сферической формы 3 (рис. 18, б), принимающее удар струи жидкого сплава и снижающее вероятность размыва формы в разъеме (рис. 19, г).
Конструкция литниковой системы зависит от свойств сплава, конфигурации отливки, числа и положения отливок в форме, способа литья. Литниковая система выполняет следующие функции: предотвращает образование усадочных раковин; обеспечивает структурную однородность остывшей отливки, заполнение формы металлом без ее размывания; задерживает шлаковые включения от попадания в полость формы с металлом. По конструкции и расположению в форме литниковые системы могут быть верхние (рис. 19, а), нижние (рис. 19, б), боковые (рис. 19, в, г), ярусные, стопочные (рис. 20, а, б) и др.
Достоинствами верхней литниковой системы являются то, что конструкция ее проста и легко выполняется при изготовлении форм; подача расплава сверху обеспечивает благоприятное распределение температуры в залитой форме (температура увеличивается от нижней части к верхней), а следовательно, и благоприятные условия для направленной кристаллизации и питании отливки, также снижается расход металла (рис. 19, а). Недостатками являются: падающая сверху струя, которая может размыть песчаную форму, вызывая засоры; при разбрызгивании расплава возникает опасность его окисления и замешивания воздуха в поток с образованием оксидных включений, затрудняется улавливание шлака. Верхнюю литниковую систему применяют для невысоких (в положении заливки) отливок, небольшой массы и несложной формы, изготовленных из сплавов не склонных к сильному окислению в расплавленном состоянии (чугуны, углеродистые конструкционные стали, латуни).
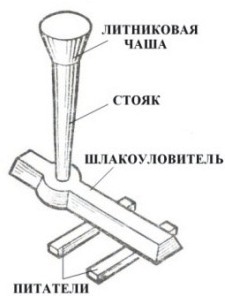
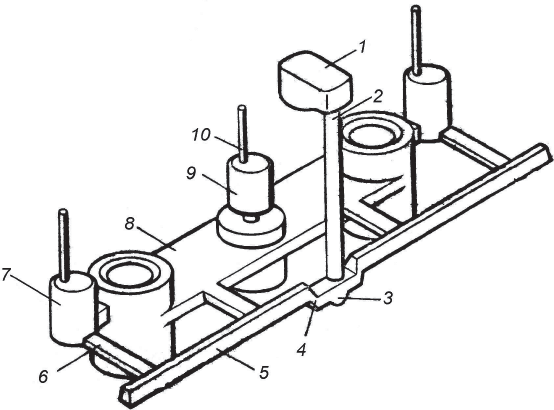
Рис. 18. Литниковая система: а – для простой чугунной отливки; б – для отливки со сложной литниковой системой: 1 – литниковая чаша (воронка); 2 – стояк; 3 – зумпф (углубление для гашения энергии жидкого метала, размывающего форму); 4 – дроссель; 5 – шлакоуловитель; 6 – питатели; 7, 9 – прибыли; 8 – отливка; 10 – выпор
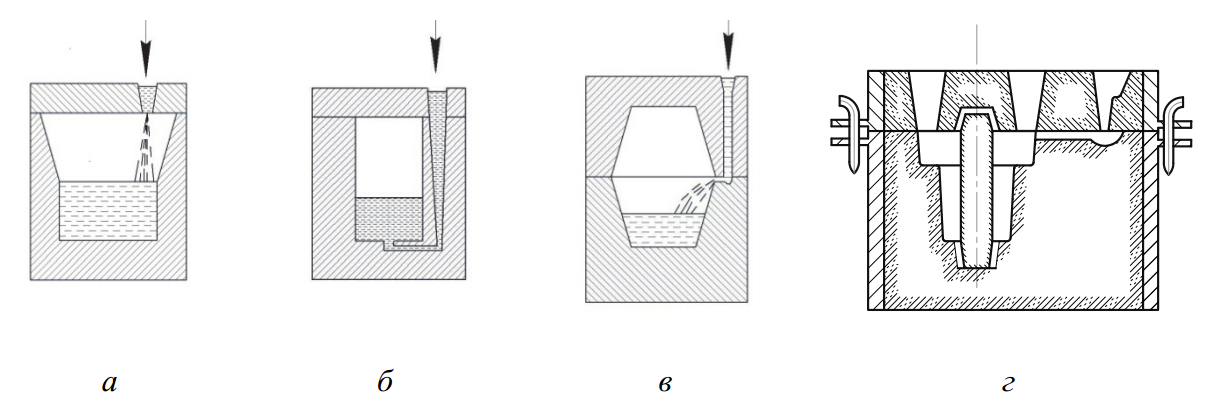
Рис. 19. Литниковые системы: а – верхняя; б – нижняя (сифонная); в – боковая; г – боковая подача расплава в форму для стальной отливки
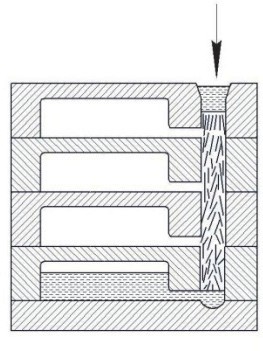
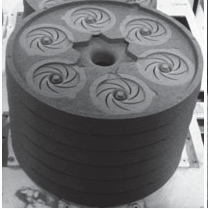
Рис. 20. Литниковые системы: а – стопочная боковая; б – стопочная центральная в форме для отливок частей насосов из чугуна
Нижняя литниковая система широко используется для литья сплавов, легко окисляющихся и насыщающихся газами (алюминий), обеспечивает спокойный подвод расплава к рабочей полости формы и постепенное заполнение ее поступающим снизу без открытой струи металлом (рис. 19, б). При этом усложняется конструкция литниковой системы, увеличивается расход металла на нее, создается неблагоприятное распределение температур в залитой форме из-за сильного разогрева ее нижней части. Возможно образование усадочных дефектов и внутренних напряжений. При такой системе ограничена возможность получения высоких тонкостенных отливок. Нижний подвод через большое количество питателей часто используется при изготовлении сложных по форме, крупных отливок из чугуна.
Боковую литниковую систему с подводом металла в среднюю часть отливки (по разъему формы) применяют при получении отливок из различных сплавов, малых и средних по массе деталей (рис. 19, в).
Ярусная система обеспечивает последовательное питание отливки снизу вверх, и ее применяют для крупных отливок. Недостатки ярусной системы – сложность в изготовлении и значительный расход металла на литники.
5.3 Ручная формовка
Ручную формовку применяют в условиях ремонтного или опытного производства, используя чаще всего разъемные модели (рис. 21, б, в) для получения одной или нескольких отливок массой от нескольких килограммов до 300 тонн.
Формовка по разъемной модели – наиболее распространенный способ изготовления песчано-глинистых литейных форм. Последовательность создания формы методом ручной формовки для отливки (рис. 21, а) детали (рис. 21, д) представлена на рис. 22.
Полученная с помощью модельного комплекта из формовочной смеси литейная форма обычно состоит из двух полуформ.
Технология ее изготовления состоит в следующем: нижнюю опоку 4 ставят разъемом вниз на подмодельную плиту 1 (рис. 22) и располагают в ней нижнюю часть модели 2 (рис. 21, б, рис. 22) и модель питателя 3, затем припыливают их графитом, чтобы формовочная смесь не прилипала к моделям.
Затем в опоку насыпают просеянную формовочную смесь и уплотняют ее трамбовкой 5 (рис. 22, б), излишек формовочной смеси срезают линейкой с поверхности полуформы. При помощи иглы 7 делают каналы для выхода газов (рис. 22, г), затем кантуют (переворачивают) полуформу на 180 и на нижнюю половину модели по центрирующим шипам устанавливают верхнюю половину модели 8 (рис. 22, д).
На нижнюю опоку ставят верхнюю 9 по центрирующим штырям. Вновь припыливают поверхность модели графитом, ставят модели шлакоуловителя, стояка 10 и выпоров 11, засыпают формовочную смесь в верхнюю опоку и уплотняют ее, стараясь не задеть модели выпоров и стояка (рис. 22, е). Затем счищают излишек формовочной смеси, прорезают воронку для подачи металла в форму.
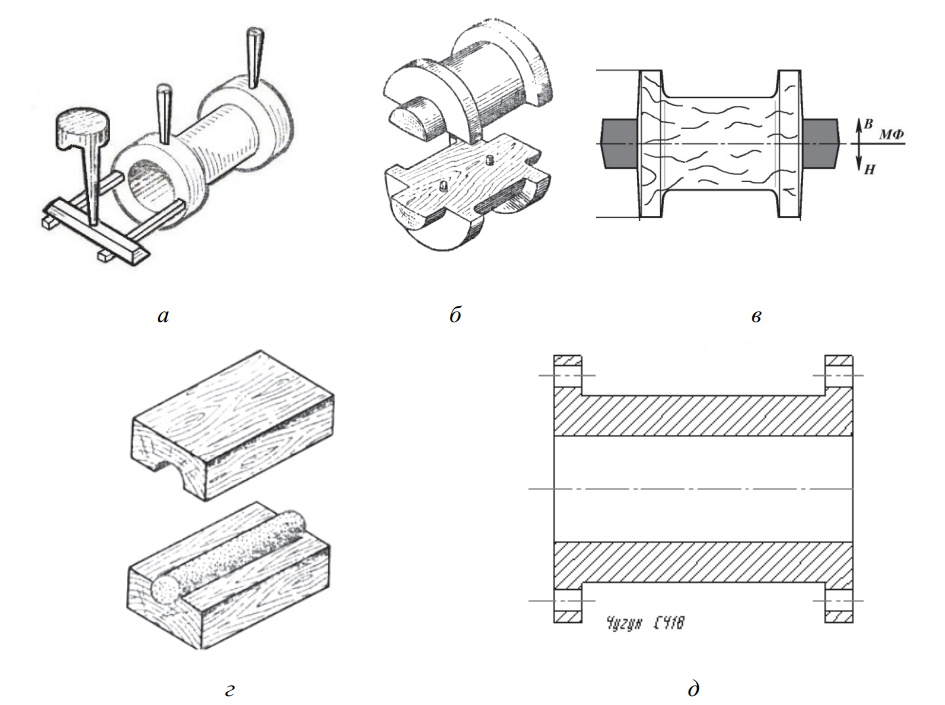
Рис. 21. Отливка с литниковой системой (а); модель отливки (б, в); стержневой ящик (в) со стержнем; деталь (г)
При разборке формы, после извлечения моделей выпоров и стояка, верхнюю полуформу снимают с нижней и ставят разъемом вверх для извлечения модели отливки (рис. 23, ж). В нижнюю полуформу после извлечения из нее нижней половины модели устанавливают стержень 13 (рис. 22, и), полученный в стержневом ящике (рис. 21, г).
Форму собирают, соединяя штырями 15, и ставят груз 14 (рис. 22, к).
Затем в форму заливают расплавленный сплав.
После затвердевания и охлаждения сплава форму разрушают, отливку освобождают (рис. 21, а), выбивают стержень, отрезают литниковую систему, а поверхность отливки очищают от формовочной смеси.
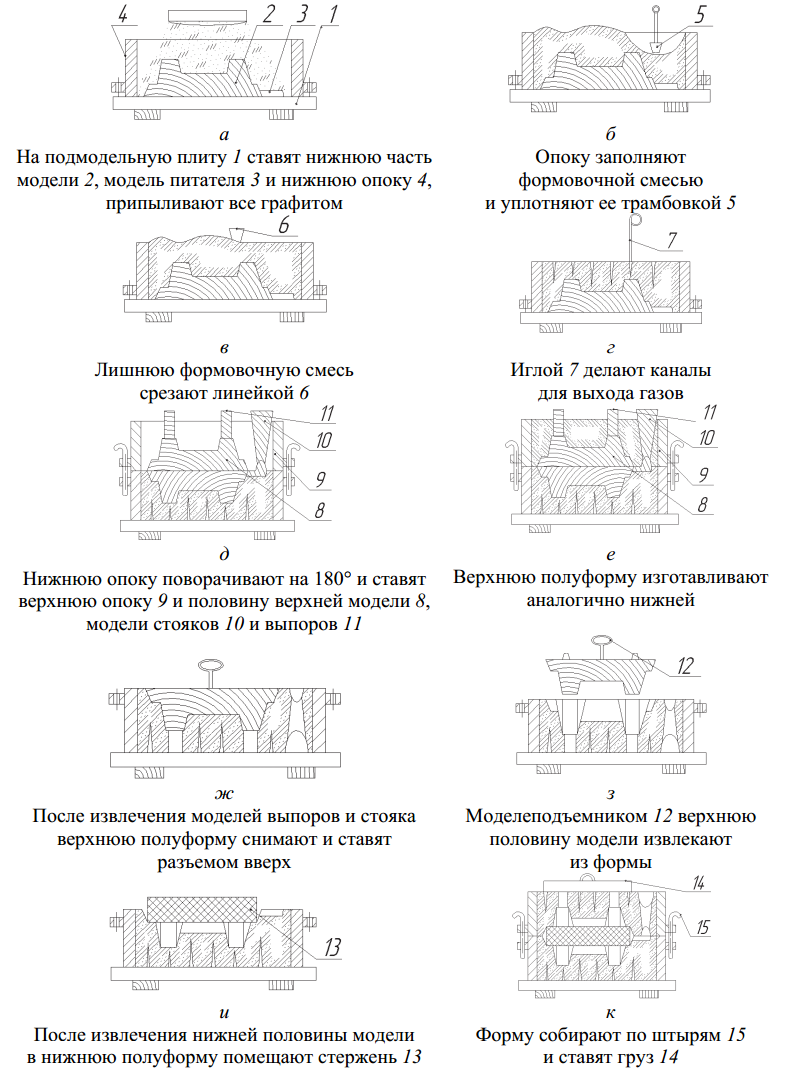
Рис. 22. Схема технологического процесса изготовления литейной формы
К приемам ручной формовки, кроме формовки в парных опоках по разъемной модели, относят формовку шаблонами и формовку в кессонах.
Формовка шаблонами применяется для получения отливок, имеющих конфигурацию тел вращения в единичном производстве.
Формовкой в кессонах получают крупные отливки массой до 200 тонн. Кессон – железобетонная яма, расположенная ниже уровня пола цеха, водонепроницаемая для грунтовых вод. Механизированный кессон имеет две подвижные и две неподвижные стенки из чугунных плит, дно из полых плит, которые можно продувать (для ускорения охлаждения отливок), и кессона. Кессон имеет механизм для передвижения стенок и приспособлен для установки и закрепления верхней полуформы.
5.4 Машинная формовка
При изготовлении форм машинной формовкой для массового и серийного производства используют односторонние модельные плиты (рис. 26, а, б). На тщательно обработанных деревянных или металлических модельных плитах прочно укреплены или выполнены с ними как одно целое модели отливок и элементов литниковой системы. По односторонним металлическим плитам при формовке на машинах получают литейную форму в парных опоках (рис. 19, г).
На нижней плите кроме модели отливки 1 (рис. 23, а) установлена модель питателя 6. На верхней плите установлены модели стояка 5 верхнего стержневого знака 3 и прибылей 4 (рис. 23, б).
По характеру уплотнения различают машины прессовые, встряхивающие и др. При уплотнении прессованием модели на модельных плитах крепятся к столам машин.
Уплотнение прессованием может осуществляться по различным схемам, выбор которой зависит от размеров, формы моделей, степени и равномерности уплотнения и других условий. В машинах с верхним уплотнением уплотняющее давление действует сверху. Модельные плиты 4 крепятся к столу 5 формовочной машины (рис. 24, а).
При верхнем прессовании опоку 6 ставят на модельную плиту 4, на опоку помещают наполнительную рамку 2, так как необходимый объем рыхлой смеси 3 был больше объема уплотненной смеси. Сжатым воздухом поршень цилиндра поднимает стол 5 с плитой, опокой, рамкой. Прессующая колодка 1 входит в наполнительную рамку, вытесняя и уплотняя смесь в опоке.
У машин с нижним прессованием (рис. 24, б) формовочная смесь уплотняется самой моделью 4, прикрепленной к модельной плите. Подвижная часть 3 стола 2 поднимает плиту, которая впрессовывает смесь из углубления в столе 2 в опоку 1 до траверсы 5.
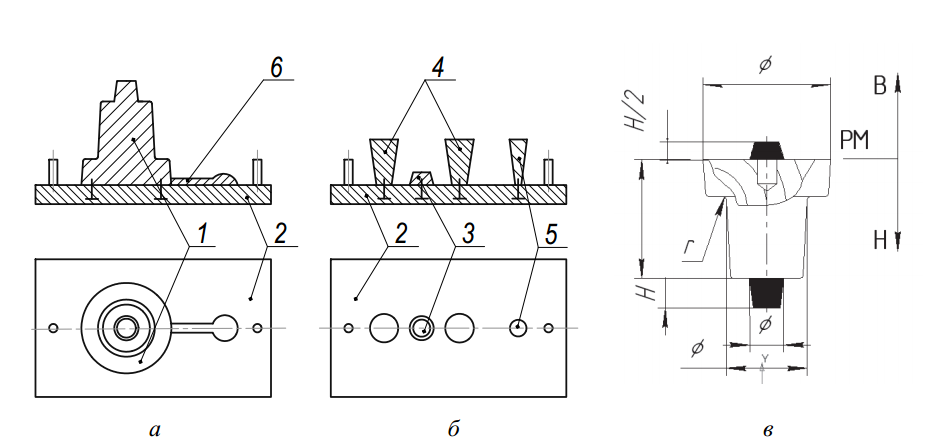
Рис. 23. Модельные плиты и модель для отливки стальной втулки: а – нижняя модельная плита; б – верхняя модельная плита; в – модель; 1 – модель, прикрепленная к нижней модельной плите; 2 – верхняя и нижняя подмодельные плиты; 3 – модель верхнего стержневого знака; 4 – модели прибылей; 5 – модель стояка; 6 – модель питателя
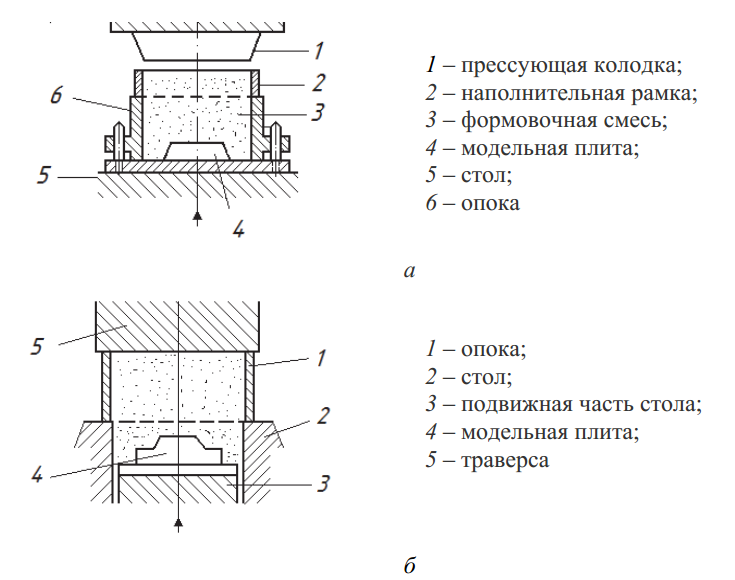
Рис. 24. Схемы прессовых машин: а – с верхним прессованием; б – с нижним прессованием
Верхняя поверхность модельной плиты должна в конце хода точно совпадать с плоскостью разъема литейной формы.
Широко распространены машины с верхним прессованием из-за простой конструкции.
Для более равномерного уплотнения участков формы над высокой моделью применяют профильные прессовые колодки, имеющие выступы в соответствии с конфигурацией модели (рис. 25, а).
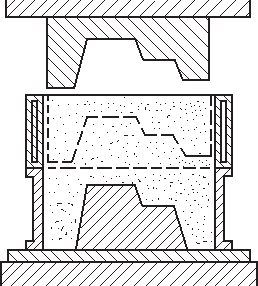
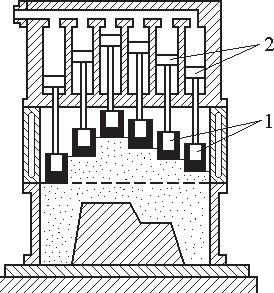
Рис. 25. Формовочные машины: а – для уплотнения профильной прессовой колодкой; б – для уплотнения дифференциальным прессованием: 1 – дифференциальные колодки; 2 – поршни
При дифференциальном прессовании (рис. 25, б) каждая из колодок 1 находится под действием поршня 2 гидравлического цилиндра, причем цилиндры всех колодок сообщаются, и следовательно, давление в них равное, что обеспечивает примерно одинаковое уплотнение смеси. Прессование применяют для уплотнения формовочной смеси в опоках высотой не более 200–250 мм.
Уплотнение формовочной смеси в опоках высотой до 800 мм производят встряхиванием при подаче сжатого воздуха в нижнюю часть цилиндра 1 встряхивающих машин (рис. 26, а). Стол 3 с опокой 5 производит 100–200 ударов в минуту благодаря встряхивающему поршню 2, поднимающему стол на высоту 25–80 мм под давлением воздуха. Затем подача воздуха прекращается, а через открывающиеся выхлопные отверстия он выходит в атмосферу. Давление под поршнем 2 снижается, и стол с модельной плитой 4, опокой 5 падают на дно цилиндра 1 (рис. 26, а). Слой формовочной смеси в опоке 5, находящийся непосредственно над моделью, приобретает высокую плотность в отличие от слоев, находящихся сверху. Уплотнение верхних слоев смеси в форме проводят допрессовкой, чтобы получить равномерную плотность форм (рис. 26, в).
Уплотнение пескометом осуществляется рабочим органом пескомета – метательной головкой. Формовочная смесь подается в головку непрерывно. Пескомет обеспечивает засыпку смеси и ее уплотнение.
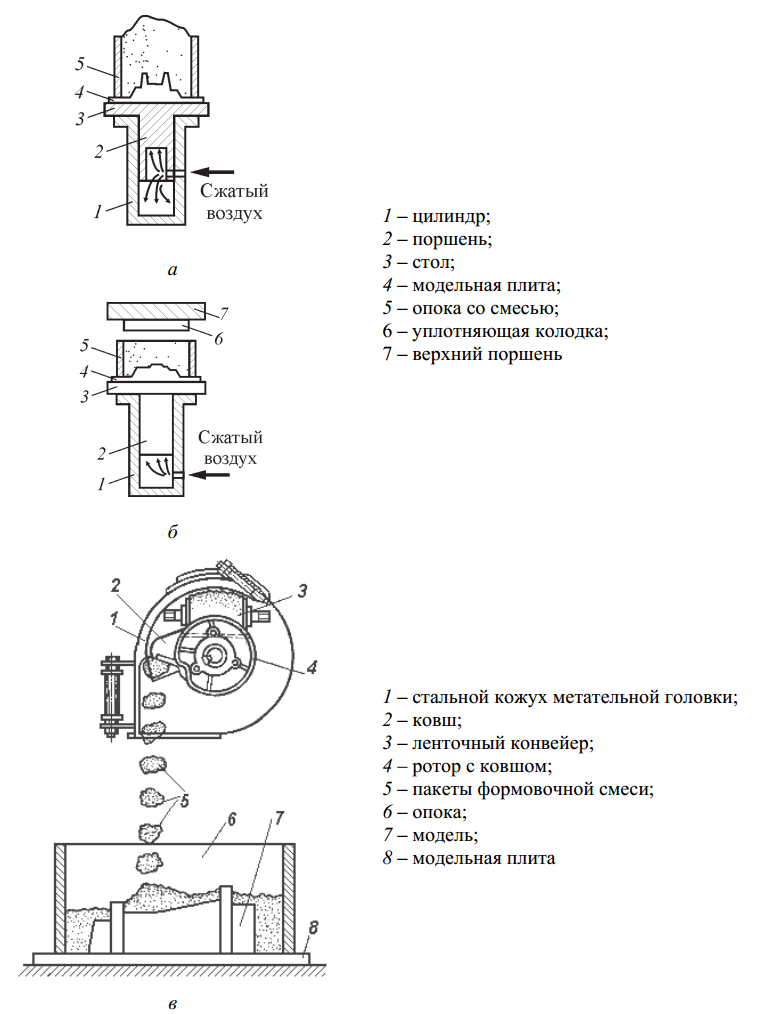
Рис. 26. Схемы уплотнения форм: а, б – встряхиванием с допрессовкой; в – пескометом
В стальном кожухе 1 метательной головки вращается закрепленный на валу электродвигателя ротор 4 с ковшом 2 (рис. 26, в). Формовочная смесь подается в головку непрерывно ленточным конвейером 3 через окно в задней стенке кожуха (рис. 26, в). При вращении ковша со скоростью 1 000–1 200 об/мин формовочная смесь собирается в пакеты 5 и центробежной силой выбрасывается через выходное отверстие в опоку 6. Попадая на модель 7 и модельную плиту 8, смесь за счет кинетической энергии равномерно уплотняется по высоте опоки. Метательная головка может перемещаться над опокой, управление работой пескомета автоматизировано. Пескомет – высокопроизводительная машина, его применяют для уплотнения крупных литейных форм в опоках и кессонах.
Безопочная автоматическая формовка используется при изготовлении форм для мелких отливок из чугуна и стали в серийном и массовом производстве. Изготовление безопочных литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 27).
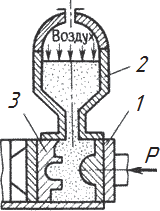
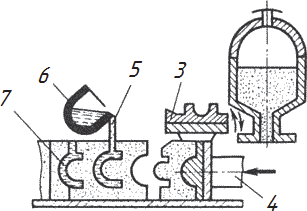
Рис. 27. Изготовление безопочных литейных форм: 1 – модельная плита; 2 – головка для подачи сжатого воздуха; 3 – модельная плита; 4 – плунжер; 5 – полость; 6 – ковш; 7 – отливка
Формовочная камера заполняется смесью с помощью сжатого воздуха из головки 2. Уплотнение осуществляется при перемещении модельной плиты 1 плунжером 4. После уплотнения поворотная модельная плита 3 отходит влево и поворачивается в горизонтальное положение. Полуформа перемещается плунжером 4 до соприкосновения с предыдущим комом, образуя полость 5. Затем производят заливку металла из ковша 6.
После затвердевания и охлаждения отливок формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси (рис. 27).
5.5 Изготовление стержней
Стержни чаще всего образуют внутренние полости отливок. Во время заливки они находятся в более тяжелых условиях, чем собственно литейная форма, так как в большинстве случаев вся их поверхность, кроме знаков, соприкасается с расплавом. Поэтому стержни должны обладать высокими показателями прочности, газопроницаемости, податливости, а также противопригарностью. Кроме того, они должны легко выбиваться из отливки после ее охлаждения. Эти свойства стержня обеспечиваются сушкой, армированием, вентиляцией и окраской.
Армирование – установка проволочных или литых чугунных каркасов внутрь стержня для повышения прочности. Вентиляция осуществляется наколом газоотводных каналов, устройством внутри стержня подушки из шлака и другими способами. Она обеспечивает высокую газопроницаемость стержней, что предупреждает образование в отливках газовых раковин.
Сушка придает стержням высокую прочность за счет превращения связующих веществ, приводит к испарению влаги и выгоранию части органических веществ, что повышает газопроницаемость и податливость стержней. Сушка производится в газовых печах-сушилах, которые по конструкции делятся на шкафные, камерные и конвейерные. Продолжительность сушки и ее температура зависят от массивности и конфигурации стержня, а также от вида входящих в состав стержневой смеси связующих материалов. Мелкие песчано-глинистые стержни сушатся в течение 1–3 часов при температуре 250 °С; средние и крупные песчано-глинистые стержни при 300–450 °С в течение 4–8 часов.
При изготовлении стержней из смесей с жидким стеклом высокая их прочность может быть получена продувкой в течение 5–10 мин углекислым газом, который подается через отверстия в стенках ящика или во внутреннюю полость стержня.
Чтобы полностью отказаться от сушки, которая приводит к снижению точности стержней, применяют «горячий» и «холодный» процессы изготовления стержней из смесей с синтетическими смолами при их твердении непосредственно в ящике.
Окраска стержня после сушки противопригарной графитовой (при чугунном литье) или маршаллитовой – на пылевидном кварце (при стальном литье) краской улучшает качество поверхности стержня, предупреждает пригар стержня к отливке.
Процесс изготовления стержней вручную складывается из последовательно выполненных операций: формовки сырого стержня, сушки, отделки и окраски сухого стержня. Если стержни изготавливают из нескольких отдельных частей, то после сушки их соединяют или скрепляют проволокой.
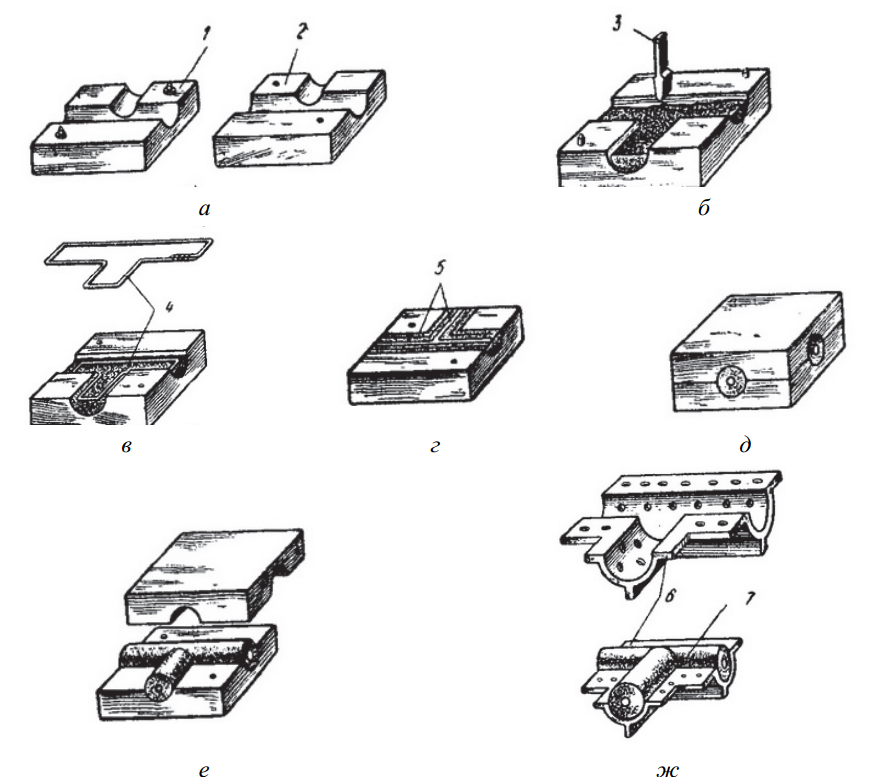
Рис. 28. Технологический процесс изготовления стержня ручным способом: а – стержневой ящик; б, в, г – набивка половины стержня; д – спаривание половинок стержня; е, ж – освобождение стержня от ящика и укладка его на сушильную плиту; 1, 2 – половинки ящика; 3 – трамбовка; 4 – проволочный каркас; 5 – газоотводные каналы; 6 – сушильная плита; 7 – стержень
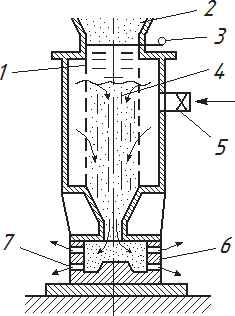
Рис. 29. Схема пескодувной машины для изготовления стержней: 1 – резервуар под бункером питателя 2; 3 – заслонка; 4 – смесь; 5 – клапан; 6 – стержневой ящик; 7 – вентиляционные отверстия
На рис. 28 показана схема последовательных операций формирования стержня-тройника по разъемному ящику. Половинки ящика 1 и 2 (рис. 28, а) очищают от пыли, а затем наполняют стержневой смесью, которую уплотняют трамбовкой 3 (рис. 28, б). Далее в смесь укладывают и углубляют несколько ниже плоскости разъема проволочный каркас 4 (рис. 28, в). После набивки половин ящика смесью, ланцетом или гладилкой прорезают газоотводные каналы 5 (рис. 28, г), а затем соединяют (спаривают) половинки ящика, предварительно смазав поверхность разъема обеих половин стержня раствором глины (рис. 28, д). Отделив стержень от стенок ящика ударами деревянного молотка, осторожно снимают верхнюю его половину (рис. 28, е). После того как на нижнюю половину ящика наложена фасонная сушильная плита 6, комплект поворачивают на 180°, а затем снимают вторую половину ящика (рис. 28, ж). Далее стержень 7 отделывают и направляют в сушильную печь.
На производстве в основном применяется машинная формовка стержней на пескодувных, пескострельных, встряхивающих и других машинах. С помощью пескодувных и пескострельных машин можно получать стержни сложной конфигурации массой от 100 г до 100 кг, а более простые – массой до 700 кг. Производительность этих машин достигает 100–200 мелких стержней в час.
В промышленности для массового изготовления стержней используют пескодувные машины (рис. 29). Смесь 4 из бункера 2 через заслонку 3 подается в пескодувный резервуар 1. Затем заслонка закрывается, и через клапан 5 в резервуар подается поток сжатого воздуха, который выталкивает смесь в стержневой ящик 6, прижатый к плите через отверстие. Выпуск воздуха из ящика или опоки наружу происходит через вентиляционные отверстия 7.
6. Плавка литейных сплавов. Сборка и заливка форм
В общей трудоемкости изготовления отливок на процессы плавки и заливки металла в формы приходится около 7–10 %. Тем не менее эти процессы являются особо ответственными, так как оказывают решающее влияние на качество и себестоимость отливок. Основными литейными сплавами являются чугун (серый, высокопрочный), сталь (углеродистая, легированная), медные сплавы (бронза, латунь), алюминиевые, магниевые, цинковые сплавы и др.
Наилучшим комплексом литейных свойств обладают серый чугун, бронза, сплавы алюминия с кремнием (силумины).
Приготовление литейных сплавов связано с плавлением различных материалов. Для получения заданного химического состава и определенных свойств в сплав в жидком или твердом состоянии вводят специальные легирующие элементы: хром, никель, марганец, титан и др.
Плавка чугуна производится преимущественно в вагранках. Вагранка представляет собой вертикальную шахту-печь непрерывного действия, работающую на литейном каменноугольном коксе и воздушном дутье. Производительность вагранки в зависимости от ее размеров составляет 0,5–30 т/ч.
Индукционные печи для выплавки чугуна, работающие на токах промышленной частоты, являются перспективными плавильными агрегатами. Их применение позволяет выплавлять чугун однородного состава с высокими механическими свойствами и тем самым снижать массу отливок. Высокая температура нагрева в индукционных печах дает возможность использовать недорогие стальные отходы и путем их науглероживания получать чугун необходимого химического состава.
В цехах крупного и среднего литья из углеродистой и низколегированной стали для получения мелких и средних отливок используются электродуговые печи. В цехах особо ответственного стального литья применяются индукционные высокочастотные печи и установки электрошлакового переплава.
Сплавы цветных металлов в зависимости от их свойств (температуры плавления, химической активности и т. п.) и масштабов производства плавятся в тигельных, пламенных и электрических отражательных, индукционных, вакуумно-дуговых, вакуумных электронно-лучевых печах. Плавку тугоплавких металлов и сплавов ведут в вакууме или в среде защитных газов.
Плавильные агрегаты, применяемые в литейном производстве, должны отвечать определенным общим требованиям: обеспечивать необходимую для расплавления и перегрева металла температуру, обладать достаточной производительностью, быть экономичными (минимальный расход топлива и энергии на 1 т жидкого металла и минимальный угар металла), предохранять расплавленный металл от загрязнения газами и неметаллическими включениями.
Сборка форм – важная технологическая операция, в значительной мере определяющая геометрическую правильность и точность размеров получаемой отливки. Сборку начинают с установки нижней полуформы на ровную площадку (при мелкосерийном производстве крупных отливок) или тележку заливочного конвейера (при крупносерийном производстве).
Сырые формы собирают до начала процесса осыпания формовочной смеси в форме. Полости форм и стержни обдувают сжатым воздухом для удаления сора и пыли. Стержни устанавливают в форму в последовательности, указанной в технологической карте. Если стержень не может быть установлен в устойчивое положение в форме по знакам, то его закрепляют металлическими подпорками – жеребейками, которые делают из листовой стали, стальных и чугунных заготовок. Поверхность жеребеек должна быть свободной от ржавчины, что необходимо для хорошего сваривания их с расплавом при нахождении в теле отливки.
Правильность установки и постоянство зазора между стержнем и формой контролируют шаблонами и щупами, которые входят в состав модельного комплекта. Если необходимо, одновременно со стержнем в форму устанавливают внутренние холодильники, а в литниковую систему – фильтрующую сетку. Точное спаривание опок обеспечивается при помощи тщательно обработанных стальных штырей и центрирующих отверстий в приливах опок.
Для предотвращения подъема верхней полуформы при заливке и образования заливов металла по разъему формы все полуформы скрепляют с помощью скоб и болтовых соединений. В массовом производстве мелких и средних форм применяют автоматическую установку груза на верхнюю полуформу. Грузы укладываются на форму механизмами-грузоукладчиками, работающими синхронно с литейным конвейером. После заливки и затвердевания отливки грузоукладчик снимает груз с формы и возвращает его на участок нагружения форм. При заливке форм с небольшими отливками массы верхней полуформы часто бывает достаточно для компенсации возникающей подъемной силы, в таком случае нагружение форм не производится. На автоматических линиях сборка форм производится механизмами: стержнеукладчиками (манипуляторами), устанавливающими отдельные стержни или блок стержней в форму; сборщиками – устройствами для установки верхней полуформы на нижнюю. Для установки стержней в форму при сборке все большее применение находят роботы, позволяющие автоматизировать этот процесс.
Заливка форм литейной формы расплавом – одна из ответственных завершающих операций литейного производства. На участок заливки расплавленный в печах металл подается в разливочных ковшах различной вместимости или в заливочно-дозирующих устройствах. Заливку форм в механизированных цехах осуществляют на конвейерах или рольгангах, иногда на специальной площадке.
Качество отливок во многом зависит от соблюдения правил заливки. Металл в форму заливают плавно, непрерывной струей до тех пор, пока он не покажется в выпорах и прибылях. Температура заливки всегда выше температуры плавления сплава на 100 до 150 ºC, однако, перегрев его должен быть минимальным для обеспечения хорошего заполнения формы. При слишком высокой температуре заливки происходит обильное газовыделение, формовочная смесь пригорает к поверхности отливки, увеличивается ее усадка. Контроль температуры заливаемого металла осуществляется оптическими пирометрами или термопарами.
Конструкция ковшей, их вместимость и другие особенности зависят от массы отливки и свойств заливаемого сплава. Например, стопорные ковши применяются для разливки стали (см. рис. 2.5). Заливочно-дозирующие устройства одновременно выполняют функции дозирования и заливки порции расплава в форму. По принципу действия их подразделяют на электромеханические, пневматические, электромагнитные и комбинированные. Дозирование производится как по массе, так и по объему металла. Заливочно-дозирующие устройства используются при заливке форм сплавами цветных металлов (на основе цинка, свинца, алюминия и др.).
Рис. 30. Стационарная машина для конвейерной заливки форм: 1 – ковш; 2 – формы; 3 – рольганг для перемещения форм; 4 – поворотное устройство ковша
В серийном и массовом производстве осуществляют конвейерную заливку формы на стационарных (рис. 30) или передвижных заливочных машинах. Заливку ведут непрерывно до полного заполнения литниковой чаши.
7. Охлаждение, выбивка и очистка отливок
После затвердевания отливку выдерживают в форме, где она охлаждается до температуры выбивки. Чем выше температура выбивки, тем короче технологический цикл изготовления отливки и больше производительность формовочно-заливочного участка. Однако высокая температура выбивки нежелательна из-за опасности разрушения или нарушения геометрических размеров отливки и образования в ней дефектов усадочного характера.
Вблизи температуры кристаллизации сплавы имеют низкие прочностные и пластические свойства, поэтому опасность разрушения отливок особенно велика. Кроме того, на воздухе отливки остывают быстрее, чем в форме. При этом неравномерность охлаждения массивных и тонких сечений отливки усиливается и уровень внутренних напряжений в ней возрастает. Ранняя выбивка может привести к образованию трещин, короблению и сохранению в отливке высоких остаточных напряжений.
Длительная выдержка отливки в форме с целью охлаждения ее до низкой температуры с экономической точки зрения нецелесообразна, так как удлиняет технологический цикл изготовления отливки, поэтому выбивку стремятся производить при максимально высокой допустимой температуре. Выдержка зависит от природы сплава и сложности конструкции отливки. Стальные отливки рекомендуется выдерживать в форме до температуры 500–700 °С, чугунные – до 400–500 °С.
Продолжительность выдержки в форме определяется толщиной стенки отливки, свойствами залитого сплава и литейной формы, заданной температурой выбивки и может быть рассчитана или определена экспериментально.
Для сокращения продолжительности охлаждения отливок иногда используют методы принудительного охлаждения. Например, формы, залитые на конвейере, охлаждают обдувкой их воздухом в охладительных галереях. Остывание крупных отливок интенсифицируют установкой в форму змеевиков или труб, по которым пропускают воздух или воду и т. д.
Во многих случаях применяют высокотемпературную выбивку с последующим, более медленным, чем на воздухе, охлаждением отливок, например, в колодцах, коробах, вместе с комом смеси и т. д.
Выбивку форм выполняют на механических выбивных решетках, которые по принципу действия классифицируют на эксцентриковые, инерционные и инерционно-ударные. Выбивка форм сопровождается выделением большого количества газов, теплоты, пыли и сильным шумом. Поэтому решетки оборудуются улавливающими пыль и газ, а также звукоизолирующими системами.
Выбивка форм возможна в гидравлических камерах, где струя воды диаметром 5–20 мм под давлением 5–10 МПа размывает формовочную смесь. Этот метод входит в схему мокрой регенерации оборотной смеси, и кроме того, в нем одновременно сочетаются выбивка форм, удаление из отливок стержней и очистка поверхности отливок от пригара. Для выбивки форм используют герметичные камеры.
При производстве отливок в разовых формах стремятся исключить операцию выбивки стержней, для чего в них применяют легковыгорающие связующие, а сами стержни стараются изготовлять полыми и тонкостенными. В этом случае удаление стержня из отливки происходит одновременно с ее выбивкой из формы. Если же выбивка стержней необходима, то ее осуществляют в гидравлических камерах, пневматических вибрационных или электрогидравлических установках.
Электрогидравлический способ выбивки стержней и очистки отливок заключается в использовании электрогидравлического эффекта, возникающего при высоковольтном разряде в воде между специальным электродом и поверхностью отливки. При этом в жидкости возникают ударные волны, которые разрушают стержни и очищают поверхность отливки от пригоревшей к ней формовочной смеси. Электрогидравлические установки используют как в единичном, так и в серийном производстве. Наиболее целесообразно их применение при выбивке стержней из средних и крупных отливок. Преимущества данного способа выбивки следующие: высокая производительность и эффективность выбивки; исключение тяжелого ручного труда; снижение запыленности атмосферы в литейных цехах.
Обрубку применяют для отделения от отливки литников, выпоров, прибылей и заливов по разъему формы и в местах сопряжения стержневых знаков с формой. Основными факторами, определяющими выбор способа обрубки, являются вязкость сплава, из которого изготовлена отливка, масса отливки и серийность производства.
Для отливок из серого и белого чугунов, отличающихся хрупкостью, удаление литников не представляет трудности и производится ударом молотка по литнику. В отдельных случаях могу быть использованы пневматические зубила, а в массовом производстве – «отламывание» на прессах.
В стальных отливках литники обычно отделяют резкой ножовочными полотнами, ленточными пилами на специальных станках или обрубкой на прессах. Для отрезки прибылей от мелких стальных отливок используют ленточные пилы, ножовочные и дисковые станки. В условиях массового производства отрезка прибылей и реже литников может производиться на токарных станках, работающих с поперечной подачей. Для отделения прибылей от крупных отливок используют ацетилено-кислородную резку.
Большинство сплавов цветных металлов отличается пластичностью, что исключает применение ударов по отливке из-за возможного ее коробления. В таких случаях для отделения от отливки литников, прибылей и других элементов широко используют ножовочные и ленточные пилы. Иногда отделение элементов литниковой системы производят на токарных станках или прессах.
Для очистки отливок необходимо последовательно выполнить две операции: очистку поверхности от пригоревшей стержневой и формовочной смеси; удаление неровностей и заливов, следов обрезки и отбивки литников.
Очистку можно производить галтовкой, пескоструйной, дробеструйной, дробеметной, вибрационной и электрохимической обработкой. Выбор оборудования для очистки зависит от размеров отливок и серийности производства.
Очистку галтовкой применяют для средних по массе отливок (до 50 кг), для чего в барабан, футерованный внутри броневыми листами, загружают отливки и высокопрочные «звездочки» из белого чугуна. При вращении барабана, перекатываясь, отливки трутся друг о друга и о звездочки, в результате чего они очищаются от пригара. В массовом производстве применяют барабаны непрерывного действия, а в серийном – периодического действия.
В пескоструйных установках (камерах) очистка поверхности металлических изделий (рис. 31, г) или полуфабрикатов осуществляется высокоскоростной струей песка.
При использовании дробеструйных аппаратов на поверхности отливок под давлением воздуха или воды подается чугунная дробь, обладающая большой кинетической энергией. Дробеструйную очистку проводят в барабанах, на поворотных столах или в специальных камерах, в зависимости от номенклатуры отливок и их сложности. Дробеструйной очистке нельзя подвергать отливки из мягких сплавов, так как ухудшается качество их поверхности. Для очистки отливок из алюминиевых сплавов вместо чугунной дроби используют кусочки алюминиевой проволоки.
Основным способом очистки является дробеметная обработка, которой подвергаются более 80 % производимых отливок. Она производится на специальном оборудовании, к которому относятся барабаны периодического и непрерывного действия, дробеметные столы, проходные камеры полуавтоматические и автоматические, комплексно-механизированные линии, на которых кроме очистки выполняются окраска и сушка отливок. Для средних и крупных отливок из стали и чугуна применяют очистку в дробеметных очистных барабанах и камерах. На очищаемую поверхность дробь подается метательными головками 1 в виде небольших турбин, вращающихся с повышенной частотой. Дробь, выбрасываемая большой центробежной силой, ударяется о поверхность отливок 2 и очищает ее (рис. 31).
Дробеметная очистка более производительна, чем дробеструйная. В дробеметных барабанах очищают мелкие и средние отливки массой до 40 кг. Равномерная очистка всех поверхностей отливок достигается в процессе их перекатывания внутри вращающегося барабана 3 (рис. 31, а) или на движущемся пластинчатом конвейере 3 (рис. 31, б) внутри неподвижного барабана.
В дробеметных камерах очищают средние и крупные стальные отливки в цехах с мелкосерийным и единичным характером производства.
Отливки устанавливают на вращающиеся очистные столы или подвешивают на вращающиеся подвески 3 (рис. 31, в). Очистка происходит внутри камеры 4. Остатки смеси и пригар на внутренних поверхностях чугунных и стальных отливок, труднодоступных для дробеметной очистки, удаляют электрохимической обработкой.
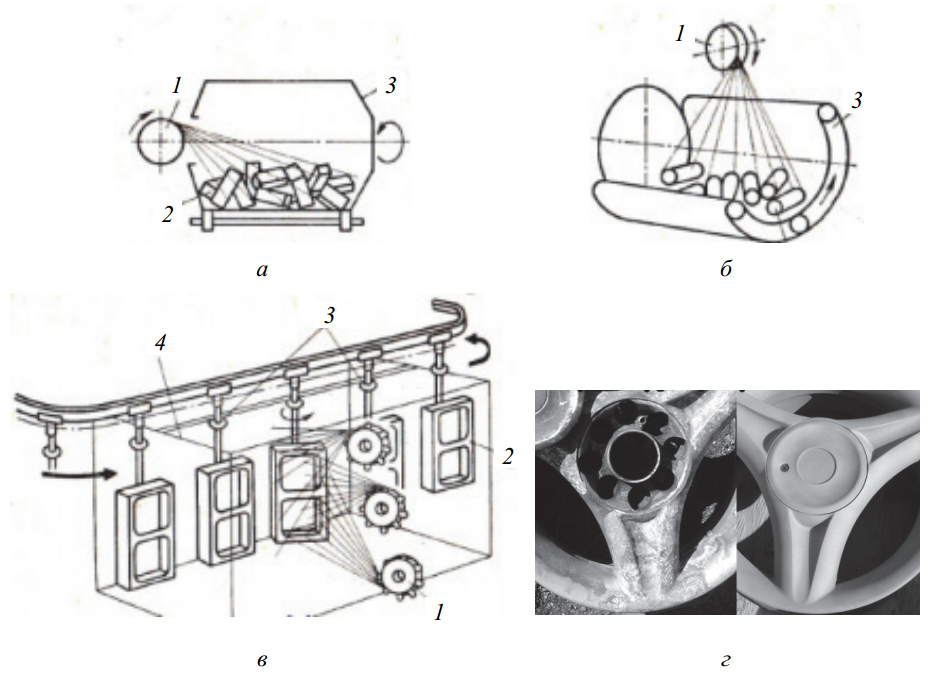
Рис. 31. Очистка отливок: а – схема дробеметной очистки во вращающемся барабане; б – схема дробеметной очистки на движущемся пластинчатом конвейере; в – схема дробеметной очистки в дробеметной камере; г – автомобильные диски до и после пескоструйной очистки; 1 – метательная головка; 2 – поверхность отливок; 3 – пластинчатый конвейер (или вращающиеся подвески в); 4 – камера
Электрохимическую очистку осуществляют путем погружения отливки в расплав каустической соды, нагретый до 400–500 °С. Иногда подключают электрический ток плотностью до 0,05 А/м 2 . Очистка осуществляется за счет растворения пригара в растворе щелочи. Эффективность очистки возрастает при изменении полярности тока.
Для мелких отливок, полученных, как правило, методом литья по выплавляемым моделям, применяют вибрационную, химическую или электрохимическую очистку. При вибрационной очистке отливки загружают в ящики вместе с абразивом (корундом) и с помощью механического вибратора подвергают вибрации. Метод эффективен для сглаживания случайных выступов небольших размеров на наружной поверхности отливок.
Зачистка отливок применяется в массовом производстве и используется в качестве одной из последующих операций после очистки. Она выполняется абразивными кругами, между которыми пропускается установленная на специальном приспособлении отливка. При электроконтактной зачистке отливок вместо абразивного круга используется стальной диск. В ходе обработки происходит оплавление заусенцев, заливов, выступов и удаление их в виде искр.
Термическая обработка отливок. Отливки в литом состоянии имеют крупнозернистую структуру, высокую твердость, низкие прочностные и пластические свойства. В них сохраняются значительные внутренние напряжения. Для улучшения структуры и свойств отливки подвергают термической обработке.
Операции и режимы термической обработки назначают с учетом природы сплава, требований к качеству отливок согласно техническим условиям.
Стальные отливки подвергают термической обработке в два этапа. Сначала проводят предварительную термообработку для снятия внутренних напряжений, измельчения зерна, снижения твердости перед механической обработкой. Отливки, склонные к образованию значительных внутренних напряжений, отжигают. Отливки простой конфигурации подвергают нормализации. Для отливок ответственного назначения проводят нормализацию и отпуск. При окончательной термической обработке стальные отливки подвергают нормализации и отпуску или закалке и отпуску. Если нагрев и охлаждение отливок происходят в окислительной среде, то их поверхность покрывается окалиной, необходимо провести повторную очистку. Механически обработанные стальные отливки при необходимости подвергаются цементации, азотированию и другим видам химико-термической обработки.
Термическую обработку чугунных отливок проводят для снятия внутренних напряжений, стабилизации размеров, снижения твердости и улучшения обрабатываемости, повышения механических свойств или износостойкости. При низкотемпературном отжиге (500–630 °С) снимаются внутренние напряжения и стабилизируются размеры отливки. При низкотемпературном графитизирующем отжиге (680–750 °С) происходит графитизация и частичная сфероидизация эвтектоидного цементита, что приводит к улучшению обрабатываемости. Высокотемпературный графитизирующий отжиг (850–980 °С) применяют для графитизации первичных карбидов в чугунах. При нормализации и закалке улучшаются механические свойства отливок. Закаленные отливки требуют дополнительной термической обработки для снятия внутренних напряжений.
Качество отливок из алюминиевых и магниевых сплавов улучшают путем старения, отжига, закалки и закалки с последующим искусственным старением. Отливки из медных сплавов в отдельных случаях отжигают для снятия внутренних напряжений.
8. Специальные способы литья
Машиностроение предъявляет к отливкам высокие требования, которые не могут быть получены при изготовлении их в песчано-глинистых формах. Поэтому значительную часть отливок необходимо получать другими, более эффективными специальными способами литья.
Особенностями отливок, изготовляемых специальными способами литья, являются, как правило, их более высокая геометрическая точность, лучшее качество поверхности, меньшие величины припусков на механическую обработку.
8.1 Литье в оболочковые формы
Литье в оболочковые формы заключается в получении отливок при заливке металла в разовую тонкостенную разъемную литейную форму. Литейная форма представляет собой оболочку толщиной 6–10 мм, изготовленную из кварцевого песка с применением в качестве связующего порошковой синтетической смолы. Такая форма при заполнении расплавом способна выдержать достаточно высокое динамическое и статическое давление.
Высокая прочность оболочек достигается добавкой к мелкому кварцевому песку в качестве связующего материала пульвербакелита в виде порошка в количестве 4–6 %. Пульвербакелит состоит из смеси термореактивной фенолоформальдегидной смолы и 8 % уротропина, которая при температуре свыше 200 °С полимеризуется. При нагревании такой смеси смола оплавляется, обволакивает песчаные зерна и при дальнейшем нагревании затвердевает.
Оболочковую смесь приготовляют горячим и холодным способами. В первом случае мелкозернистый песок нагревают до 150 °С и смешивают в бегунах со смолой, которая, расплавляясь, покрывает песок тонкой пленкой. После охлаждения до 60 °С в смесь добавляют уротропин, который придает смоле способность к термическому твердению. При холодном плакировании пульвербакелит растворяют в спирте или ацетоне и перемешивают с холодным песком.
В качестве примера приведем бункерный способ получения оболочковых полуформ с использованием свободной засыпки смеси (рис. 32). На бункере, который вращается на цапфах 2 (рис. 32, а) с формовочной смесью, закрепляют нагретую до 200–250 °С металлическую модельную плиту 1. После этого бункер с плитой опрокидывают на 180 °С. Формовочная смесь 3 покрывает горячую модельную плиту (рис. 32, б) и начинает образовываться корочка из песка и смолы, перешедшей в жидкое состояние в пограничном с модельной плитой слое.
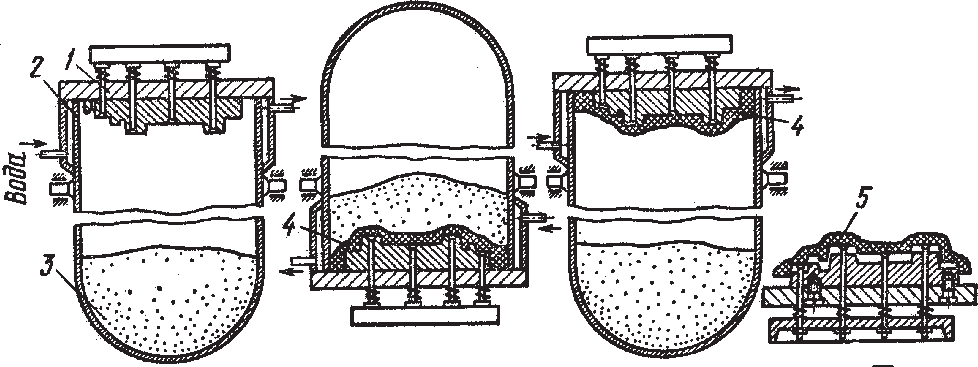
Рис. 32. Получение оболочковых полуформ бункерным способом: а – бункер с закрепленной над ним моделью; б – поворот бункера на 180°; в – модель с образовавшейся оболочкой; г – съем оболочки с модельной плиты толкателями; 1 – металлическая модельная плита; 2 – цапфы для вращения бункера; 3 – формовочная смесь; 4 – оболочковая полуформа; 5 – толкатели
Далее производится обратный поворот бункера на 180 °С (рис. 32, в) для удаления с него модельной плиты, на которой уже успела образоваться оболочковая полуформа 4. Оболочку с полуформой помещают в электрическую печь и нагревают до 300–350 °С в течение 1 минуты, термореактивная смола переходит в твердое необратимое состояние. С модельной плиты удаляют готовую оболочковую полуформу толкателями 5 (рис. 32, г). Две половинки оболочек соединяют скобами или склеивают, предварительно установив в них стержни.
Для предотвращения смещения полуформ на их поверхность наносят фиксирующие элементы – выступы или впадины. После соединения формы устанавливают в контейнеры и засыпают опорным материалом – металлической дробью или формовочной смесью и затем заливают расплавом в вертикальном или горизонтальном положении через литниковую систему.
Оболочковая форма из песчано-смоляной смеси после заливки металла легко разрушается, освобождая отливки.
В оболочковые формы могут заливаться практически все сплавы, однако отливки из алюминиевых, магниевых и медных сплавов экономически целесообразнее изготовлять в кокиле или литьем под давлением.
Метод литья в оболочковые формы является производительным и поддается автоматизации: при его использовании легко решаются проблемы выбивки и очистки отливок. Оболочковая форма легко разрушается благодаря выгоранию связующей смолы при высоких температурах, а фрагменты формы с помощью вибрации свободно отделяются от отливки.
При литье в оболочковые формы расход формовочных материалов составляет 5 % (в 20 раз меньше) от объема материалов, используемых при литье в песчаные формы. Газопроницаемость оболочковых форм в 5–6 раз выше, чем сырых песчаных. Формы транспортабельны, прочны, легки, не гигроскопичны и могут храниться длительное время. Благодаря хорошей поверхности отливки объем работ по обрубке и очистке сокращается на 50 %, на 40–50 % снижается объем механической обработки (припуски на механическую обработку невелики и составляют 0,5–1,5 мм).
К недостаткам способа относятся: большое выделение токсичных газов, содержащих фенол, что требует мощной вентиляции; затрудненная ре- генерация формовочной смеси; коробление крупных форм.
8.2 Литье по выплавляемым моделям
Литьем по выплавляемым моделям называется способ получения литых деталей по разовым моделям в многослойных неразъемных огнеупорных формах, подвергнутых прокаливанию и заливаемых в горячем или охлажденном состоянии. Способ литья по выплавляемым моделям был известен с древнейших времен (Древний Египет). В наше время, благодаря изобретению новых материалов и оборудования, литье стало проще, точнее и качественнее.
Эти формы неразъемные, так как рабочая полость образуется благодаря удалению (вытеканию) легкоплавкого материала модели при ее предварительном нагревании. Литьем по выплавляемым моделям получают отливки сложной конфигурации с толщиной стенки до 0,5 мм в основном из стали и жаропрочных сплавов, труднообрабатываемых механическим способом. Последовательность подготовительных и основных производственных операций при различных вариантах современного промышленного процесса литья по выплавляемым моделям представлена на схеме рис. 33. Сущность процесса состоит в следующем.
В специальной, преимущественно металлической, пресс-форме изготовляют модели будущих отливок. Для изготовления моделей используют воскообразные сплавы, в состав которых могут входить парафин, церезин, синтетические полиэтиленовые воски, торфяной, буроугольный воск и др.
Воскообразные модельные составы запрессовывают в полость пресс-формы в жидком или полужидком (пастообразном) состоянии. В зависимости от масштабов производства и размеров получаемых моделей их изготовляют в многоместных или одноместных пресс-формах заодно с питателями или другими элементами литниковых систем. На рис. 33, а показана запрессовка модельного состава в четырехместную пресс-форму 1. Полученное в ней звено 2 состоит из четырех моделей, объединенных общим элементом литниковой системы, представляющим собой часть цилиндрического стояка.
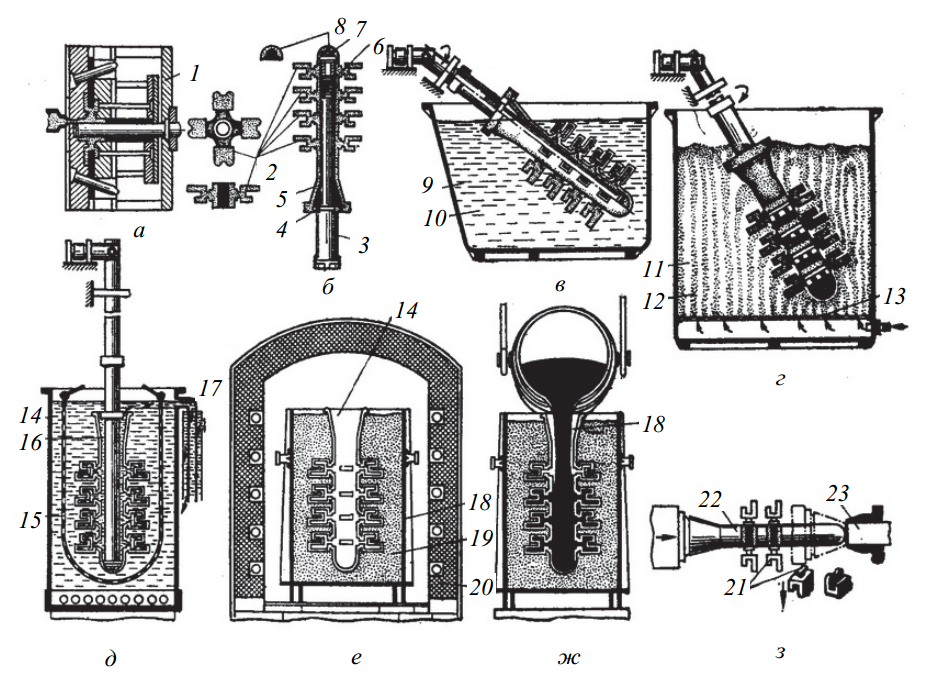
Рис. 33. Схема процесса изготовления отливок по выплавляемым моделям в условиях массового производства: 1 – пресс-форма; 2 – звено из четырех моделей; 3 – рукоятка стояка; 4 – опорный фланец; 5 – модель литниковой воронки; 6 – прижимное устройство; 7 – гайка; 8 – колпачок; 9 – бак с суспензией 10; 11 – пескосып; 10 — псевдокипящий слой; 13 – фильтр; 14 – бак с горячей водой; 15 – сетка; 16 – оболочки формы; 17 – патрубок; 18 – опоки; 19 – песок; 20 – печь; 21 – отливки; 22 – литниковая система; 23 – трубчатая фильера
Модели отливок собирают в блок соединением с моделью литниковой системы, сделанной также из модельного состава. В условиях массового производства обычно применяют высокопроизводительный метод механического соединения звеньев в блок (рис. 33, б) нанизыванием на металлический стояк-каркас и скреплением их пружинным прижимным устрой
ством в верхней части стояка. На стояк с рукояткой 3 и опорным фланцем 4 сначала надевают модель литниковой воронки 5, затем нанизывают звенья 2 моделей 4 и скрепляют пружинным прижимным устройством 6 с гайкой 7, после чего на нее навинчивают или напаивают колпачок 8 из модельного состава. Широко используют в различных условиях производства сборки моделей в блоки припаиванием.
На модельные блоки последовательно наносят несколько слоев суспензии, содержащей раствор специального связующего – этилсиликата и порошок огнеупорной пылевидной основы. Каждый слой суспензии присыпают упрочняющими его огнеупорными материалами, например кварцевым песком, шамотом или корундом, после чего просушивают. Обычно для получения оболочки необходимой прочности наносят от 3 до 8 слоев суспензии. При изготовлении крупных отливок наносят до 18–20 слоев суспензии для получения оболочки толщиной около 20 мм.
Погружение блоков моделей в бак с суспензией и обсыпку слоя ее в специальном пескосыпе при небольших масштабах производства часто выполняют вручную либо с использованием манипулятора (механической руки). В массовом производстве подвешенный на цепном конвейере модельный блок (рис. 33, в) при погружении в бак 9 с суспензией 10 переводится в наклонное положение и медленно вращается для обеспечения равномерного смачивания всех поверхностей моделей.
Затем блок погружается в пескосып 11 с псевдокипящим слоем 12 (рис. 33, г). Перевод песка в «кипящее» (взвешенное в потоке воздуха) состояние обеспечивается подачей снизу через фильтр 13 сжатого воздуха.
Применяют различные методы сушки оболочек: от естественного в помещении цеха до автоматического в воздушно-аммиачных установках непрерывного действия.
Удаление моделей из воскообразных составов на основе парафина из оболочек форм осуществляют в горячей воде, горячим воздухом, перегретым паром и т. п.
На рис. 33, д показано выплавление моделей в горячей воде на конвейерной установке, где 14 – бак с горячей водой, 15 – сетка для приема оболочки формы 16. После расплавления модельного состава оболочка формы сползает с металлического стояка в приемную сетку 15 и извлекается в ней из бака 14. Расплав модельного состава всплывает вверх и сливается через патрубок 17 для очистки и повторного использования.
После удаления модельного состава тонкостенные литейные формы 16 промывают, сушат, помещают в опоки 18 и засыпают песком 19 (рис. 33, е).
В целях лучшего заполнения и повышения механических свойств отливок, помимо обычной заливки, формы по выплавляемым моделям заливают центробежным способом (например, при изготовлении ювелирных изделий). Используют также заливку оболочек под низким регулируемым давлением, методом вакуумного всасывания, вакуумно-компрессионное литье.
После заливки форм и охлаждения отливок куски растрескавшейся оболочки легко отделяются от наружных поверхностей отливок. В отверстиях и различных углублениях оболочка прочно зажимается претерпевающим усадку металлом, поэтому очистка от остатков оболочки в этих местах отливок представляет определенные трудности. Для этого используют химические методы растворения или размягчения остатков оболочки, удаление ее обдувкой дробью или металлическим песком, а в некоторых случаях применяют электрогидравлический удар либо сочетание химического размягчения с вымыванием направленной струей воды высокого давления (до 20 МПа). Отливки 21 отделяются от литниковой системы 22 механически, например специальным инструментом – трубчатой фильерой 23 (рис. 33, з).
Широкое распространение литья по выплавляемым моделям определяется рядом его достоинств, прежде всего – возможностью получать отливки, в том числе тонкостенные и сложные, с повышенной точностью размеров, высокими механическими свойствами и качеством поверхности металла, практически из любых литейных сплавов.
Следствием этого является значительная экономия металла и сокращение объема обработки резанием либо полное ее исключение (рис. 34, а), экономия электроэнергии и топлива, снижение расхода дорогого и дефицитного сортового проката металлов, уменьшение потребности в производственных площадях и дорогостоящем оборудовании.

Рис. 34. Отливки, полученные литьем по выплавляемым моделям: а – деталей машин; б – художественных изделий
При отливке художественных изделий способ литья по выплавляемым моделям применяют для получения крупных фигур и для ювелирного литья из драгоценных металлов (рис. 34, б).
8.3 Литье в кокиль
Широкое распространение получили способы изготовления отливок литьем в постоянные металлические формы: в кокиль; под давлением; центробежное; непрерывное и т. д.
Кокильное литье – это процесс изготовления отливок путем заливки металла в многократно используемые металлические формы. Фасонные отливки получают в формах, изготовляемых из стали, чугуна, медных, алюминиевых, магниевых и других сплавов. Метод литья в кокиль имеет ряд преимуществ перед литьем в песчаные формы: металлическая форма выдерживает количество заливок от нескольких сот до десятков тысяч, в зависимости от сплава, заливаемого в форму. Отливки, полученные в кокиле, имеют большую точность размеров и лучшую чистоту поверхности, чем при литье в песчаные формы, и требуют меньшего припуска на механическую обработку. Структура металла получается более мелкозернистой, вследствие чего повышаются его механические свойства. Кроме того, устраняется необходимость в формовочной смеси, улучшаются техникоэкономические показатели производства и санитарно-гигиенические условия труда.
Литье в кокиль имеет и свои недостатки. К ним относятся большая стоимость изготовления формы, повышенная теплопроводимость формы, что может привести к пониженной заполняемости форм металлом вследствие снижения жидкотекучести, а также возможность упрочнения поверхности у чугунных отливок за счет повышенного отбела, это затрудняет их механическую обработку.
Конструкции кокилей разнообразны. Они могут быть неразъемными (или вытряхными) и разъемными: с горизонтальной, вертикальной и комбинированной плоскостями разъема. Кокиль для простых отливок изготовляют из двух частей, подобным опокам при литье в песчаные формы (рис. 35, а); для сложных отливок – из нескольких разъемных частей: каждая из них образует часть отливки, при этом поверхность разъема форм определяется конструкцией отливки.
Для получения внутренней полости отливки применяют песчаные и металлические стержни. Для отливок из легкоплавких сплавов преимущественно используют металлические стержни, а для чугунных и стальных отливок – песчаные.
Срок службы кокилей определяется их стойкостью, т. е. количеством заливок, после которых на их рабочей поверхности появляются дефекты (трещины, сетка разгара и др.). Для увеличения стойкости кокилей их рабочую поверхность иногда анодируют, борируют или хромируют. Затем на поверхность рабочей полости кокиля и металлических стержней наносят слой огнеупорного покрытия – облицовки и краски (рис. 36, а). Состав
облицовок и красок зависит в основном от типа заливаемого сплава, а их толщина – от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее отливка охлаждается. Вместе с тем слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, оплавления и схватывания с металлом отливки. Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горелками или электрическими нагревателями до температуры 150–280 о С.
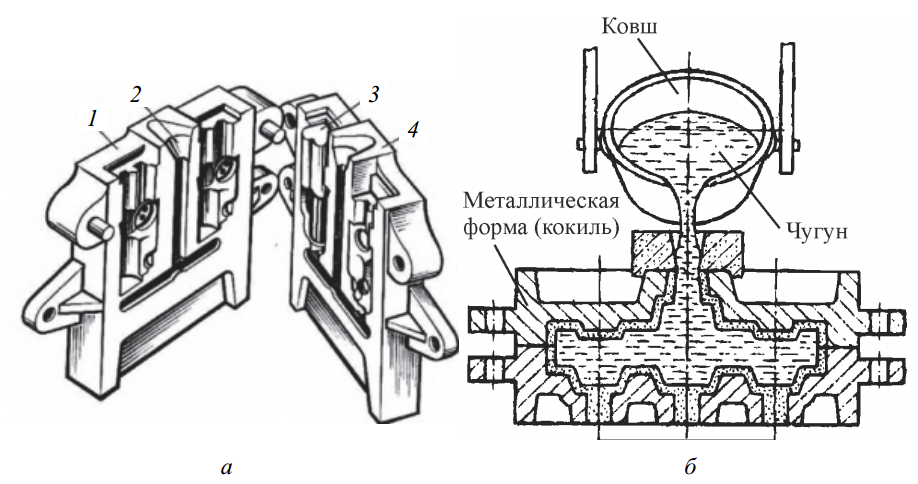
Рис. 35. Разъемный кокиль (а): 1 и 4 – две половины кокиля; 2 – литниковая система; 3 – песчаный стержень; б – заливка чугуна в облицованный стальной кокиль
Для регулирования теплового режима взаимодействия отливки и кокиля, для защиты кокиля от воздействия высоких температур применяют литье в облицованные кокили.
Этот способ предполагает нанесение на рабочую поверхность кокиля достаточно толстого слоя облицовки, соизмеримого с толщиной стенки отливки (4–6 мм). Благодаря этому слою резко повышается сопротивление переносу теплоты от отливки к стенке кокиля, снижаются скорость охлаждения отливки и нагрев рабочей поверхности кокиля. Использование литья в облицованные кокили (рис 35, б) устраняет отбел в чугунных отливках. В качестве материала для облицовочного слоя используют формовочные смеси повышенной текучести: сыпучие на термотвердеющем или холоднотвердеющем связующем и т. д.
По существу этот способ можно отнести к способам литья в разовую разъемную форму, так как облицовочный слой смеси, контактирующий с отливкой, удаляется из кокиля после извлечения отливки и наносится вновь перед следующей заливкой. Для нанесения облицовки на рабочую поверхность кокиля используют модельную плиту с металлической моделью отливки; кокиль устанавливают на модельную плиту по центрирующим штырям так, чтобы между поверхностями кокиля и модели образовался зазор, равный толщине облицовки. Кокиль и модельную плиту предварительно нагревают до 200–220 о С. Затем в кокиль вдувают оболочковую смесь. Эта операция осуществляется на пескодувных машинах. После подачи смеси в пространство между кокилем и моделью она нагревается и твердеет, а кокиль, облицованный (покрытый) смесью, снимают с модельной плиты.
Чаще технологический процесс литья в кокиль имеет следующую последовательность (рис. 36). Корпус кокиля состоит из трех частей: поддона 1, полуформ 2, 3 и металлического стержня 4 (рис. 36, а). Литниковая система расположена в плоскости разъема. Внутреннюю полость отливки образует металлический стержень.
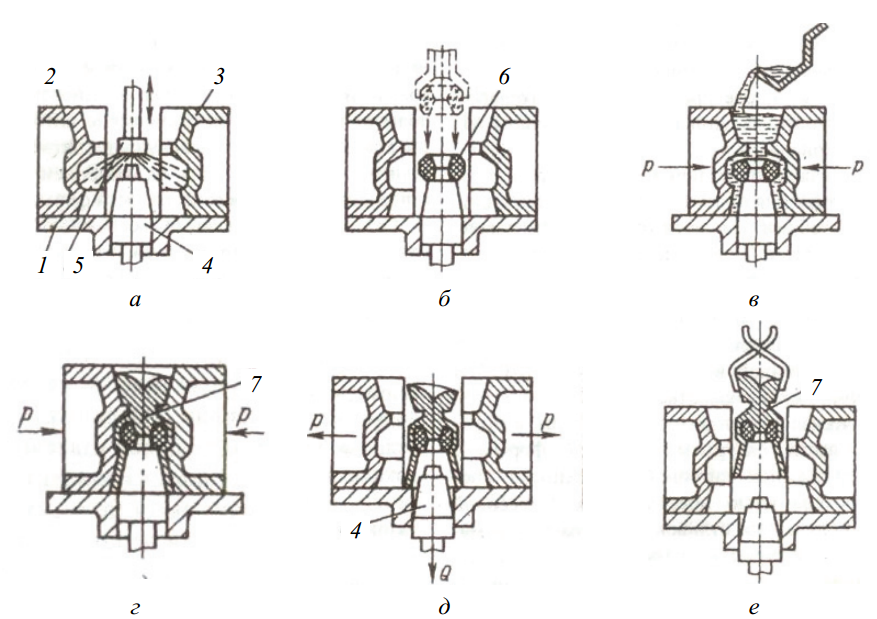
Рис. 36. Последовательность изготовления отливки в кокиле: а – окраска кокиля; б – установка песчаного стержня; в – сборка и заливка формы; г – затвердевание отливки; д – разборка кокиля; е – извлечение отливки; 1 – поддон; 2, 3 – полуформы; 4 – металлический стержень; 5 – пульверизатор; 6 – песчаный стержень; 7 – отливка
Противопригарную краску наносят на кокиль обычно в виде водной суспензии через пульверизатор 5 (рис. 36, а). Вода капель водной суспензии, попадающих на поверхность нагретого кокиля, испаряется, а огнеупорная составляющая ровным слоем покрывает поверхность.
После нанесения огнеупорного покрытия кокиль нагревают до рабочей температуры, зависящей в основном от состава заливаемого сплава, толщины стенки отливки, ее размеров и требуемых свойств. Затем в кокиль манипулятором устанавливают песчаный стержень 6 (рис. 36, б), половины кокиля соединяют (рис. 36, в) и скрепляют специальными зажимами, а при установке кокиля на кокильной машине – с помощью ее механизма запирания, после чего заливают расплав в кокиль. После затвердевания отливки 7 и ее охлаждения (рис. 36, г) кокиль раскрывают и вытягивают вниз металлический стержень 4 (рис. 36, д). Отливку манипулятором удаляют из кокиля (рис. 36, е). Из отливки выбивают песчаный стержень, обрезают литники, прибыли, выпоры, контролируют качество отливки. Затем описанный выше цикл повторяется.
Стоимость металлических форм относительно велика, а изготовление сложно, поэтому их применение экономически выгодно лишь при серийном и массовом производстве. В кокилях изготовляют более половины производимых отливок из алюминиевых и магниевых сплавов, а также часть простых толстостенных чугунных и стальных отливок массой от не- скольких килограммов до нескольких тонн.
Стойкость кокилей позволяет получать в каждом из них по несколько сот тысяч отливок из легкоплавких сплавов, 1 500–5 000 чугунных и 40–700 мелких стальных отливок.
8.4 Литье под давлением
При литье под давлением отливка получается в результате заполнения металлической формы под действием внешних сил, превосходящих силы гравитации. Литье под давлением – высокопроизводительный способ изготовления отливок из сплавов цветных металлов, характеризуемый высокой точностью размеров и качеством поверхности (рис. 37), позволяющий уменьшить толщину стенок отливок и, соответственно, их массу, значительно сократить расходы на обработку резанием. При этом происходит быстрое закупоривание вентиляционных каналов пресс-формы, что ведет к задержке в ее полости воздуха и газов, образующихся от сгорания смазки.
В затвердевшей отливке появляется газовая пористость, при этом тонкие по сечению литники затвердевают раньше самой отливки и ее питание расплавом прекращается до завершения усадки. Поэтому отливки имеют специфический дефект – газоусадочную пористость. Это приводит к снижению плотности отливок и их пластичности.
Отливки не подвергают термической обработке, так как при нагреве из-за расширения внутренних газовых пор поверхность отливки может значительно видоизмениться (вспучиться). Для устранения газоусадочной пористости разработаны специальные технологии. К ним относится, например, применение вакуумирования полости формы.
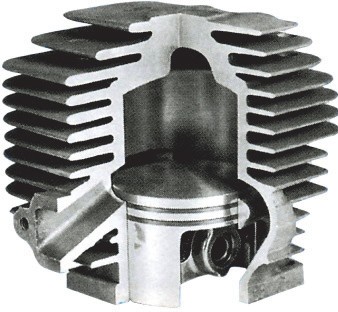

Рис. 37. Цилиндр и поршень двухтактного двигателя воздушного охлаждения (а), диск колеса (б), изготовленные литьем под давлением из алюминиевых сплавов
Особенностью отливок, изготовленных с кристаллизацией под давлением, является отсутствие прибылей и литниковых систем. При этом усадка заготовок определяется свойствами сплава, схемой прессования, давлением и временем выдержки отливки под нагрузкой. Увеличение давления и времени прессования способствуют уменьшению величины усадки отливки.
Отливки получают в стальных пресс-формах, быстро заполняемых расплавом под давлением, создаваемым в отдельной полости поршнем. После заполнения и затвердевания расплава пресс-форма открывается, и из нее с помощью толкателей извлекается отливка. Существуют поршневые машины с холодной и горячей камерами прессования.
Машины с холодной камерой прессования подразделяют на машины с горизонтальной и вертикальной камерами прессования.
Схема работы машины с горизонтальной камерой прессования представлена на рис. 38. Дозу расплава заливают в камеру прессования 3 (рис. 38, а) и далее поршнем 2 ее запрессовывают в пресс-форму (рис. 38, б), состоящую из подвижной и неподвижной полуформ. Для образования в отливке полости применяют металлические стержни 4. После затвердевания отливки пресс-форма раскрывается (рис. 38, в) и отливка удаляется из нее толкателями 5 (рис. 38, г). На применяемых машинах давление поршня на расплав составляет 40–200 МПа, масса отливок достигает 45 кг.
Машина с вертикальной камерой прессования (рис. 39) развивает давление на жидкий металл до 300 МПа. Во время заливки в камеру прессования 2 дозы расплава, пята (нижний поршень) перекрывает литниковый канал 3 (рис. 39, а).
Рис. 38. Схема работы машины литья под давлением с горизонтальной камерой прессования: а – заливка расплава в камеру прессования; б – запрессовка расплава в пресс-форму; в – раскрытие пресс-формы; г – удаление отливки; 1 – пресс-форма; 2 – поршень; 3 – камера прессования; 4 – стержень; 5 – толкатель
Рис. 39. Схема работы машины литья с вертикальной камерой прессования: а – заливка; б – прессование; в – извлечение стержня из отливки и ее выталкивание; 1 – поршень; 2 – камера прессования; 3 – литниковый канал; 5 – форма; 6 – пресс-остаток; 7 – отливка; 8 – подвижная части формы
При рабочем ходе прессующего поршня 1 пята опускается вниз, открывая литниковый канал 3, и расплав запрессовывается в пресс-форму 5, состоящую из неподвижной и подвижной 8 полуформ (рис. 39, б).
Далее плунжер и пята совершают движение вверх, при этом пята отрезает от литника пресс-остаток 6 и удаляет его из камеры прессования. Одновременно с этим пресс-форма раскрывается, отливка 7 удаляется из нее с помощью толкателей, а плунжер и пята возвращаются в исходное положение (рис. 39, в).
Машины с горячей камерой прессования применяют для литья свинцово-сурьмянистых, цинковых и других сплавов, имеющих невысокую температуру плавления и химически неагрессивных к материалам тигля и камеры прессования. Благодаря небольшому охлаждению сплава при заполнении пресс-формы на таких машинах можно производить очень мелкие детали – массой до нескольких граммов.
Машины с горячей камерой прессования развивают давление на металл 10–30 МПа. Предельная масса получаемых отливок составляет 25–30 кг. Машины имеют очень высокую производительность – до нескольких тысяч отливок в течение часа при работе в автоматическом режиме.
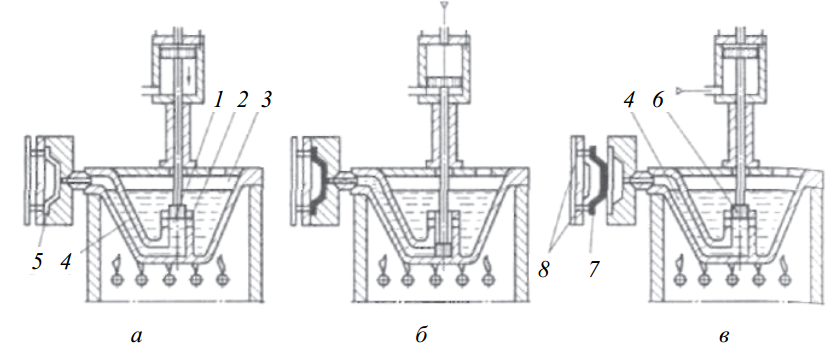
Рис. 40. Схема работы машины литья под давлением с горячей камерой прессования: а – заполнение расплавом камеры прессования; б – подача расплава в полость пресс-формы; в – раскрытие пресс-формы и удаление отливки; 1 – камера прессования; 2 – заливочное отверстие; 3 – тигель с расплавом; 4 – обогреваемый канал; 5 – пресс-форма; 6 – поршень; 7 – отливка; 8 – толкатели
Схема работы машины с горячей камерой прессования показана на рис. 40. Особенностью ее устройства является то, что камеру прессования (рис. 40, а) располагают в обогреваемом тигле 3 с расплавом. При верхнем расположении плунжера (поршня) 6 через заливочное отверстие 2 расплав заполняет камеру прессования. При движении плунжера вниз он перекрывает отверстие 2 и сплав под давлением начинает течь через обогреваемый канал 4, заполняя полость пресс-формы 5 (рис. 40, б).
После затвердевания отливки плунжер возвращается в исходное положение, остатки металла из канала сливаются в камеру прессования, пресс-форма раскрывается, отливка 7 удаляется из нее толкателями 8 (рис. 40, в).
8.5 Центробежное литье
При этом способе изготовления отливок заполнение формы расплавом и его затвердевание происходят в поле действия центробежных сил. Схемы получения отливок центробежным литьем при вращении формы показаны на рис. 41. Наиболее часто используют два варианта, при которых расплав заливается в форму: с горизонтальной и вертикальной осями вращения. В первом случае получают отливки в виде тел вращения различной длины, во втором – отливки в виде тел вращения малой длины и фасонные. Формы приводятся во вращение машинами, называемыми центробежными.
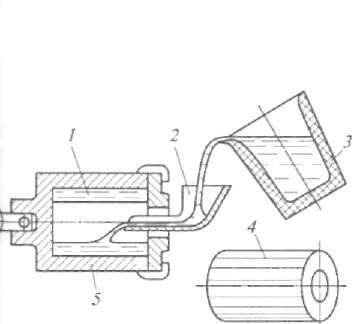
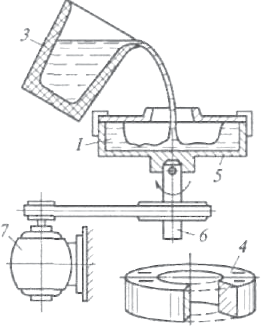
Рис. 41. Схемы центробежного литья при вращении формы: а – вокруг горизонтальной оси; б – вокруг вертикальной оси; в – отливка, полученная литьем вокруг горизонтальной оси; 1 – расплав, 2 – желоб; 3 – ковш; 4 – отливка; 5 – форма; 6 – шпиндель; 7 – электродвигатель
Наиболее распространен способ литья во вращающиеся металлические формы с горизонтальной осью вращения (рис. 41, а, в). При этом способе отливка формируется в поле центробежных сил. Формообразующей для отливки служит внутренняя поверхность формы (изложницы). Расплав из ковша 3 заливают во вращающуюся форму 5 через заливочный желоб 2. Расплав 1 растекается по внутренней поверхности формы и под действием центробежных сил образует пустотелый цилиндр. После затвердевания металла и прекращения вращения отливка 4 извлекается из формы.
При получении отливок в форме с вертикальной осью вращения (рис. 41, б) расплав из ковша 3 заливают в форму 5, укрепленную на шпинделе 6, приводимом во вращение от электродвигателя 7. В процессе вращения формы 5 расплав под действием центробежных сил отбрасывается к ее стенкам и затвердевает. После затвердевания расплава машину останавливают и извлекают отливку 4.
Отливки с внутренней поверхностью сложной конфигурации изготовляют с использованием стержней в песчаных формах с вертикальной осью вращения (рис. 42). Таким способом отливают, например, венцы зубчатых колес. Расплав из ковша через заливочное отверстие и стояк 1 (рис. 42, а) поступает в центральную полость 2 формы, образованную стержнями 3 и 4, а затем через щелевые питатели (под действием центробежных сил) – в рабочую полость формы. Избыток металла 5 в литнике, выполняющий функцию прибыли, питает отливку при затвердевании.
Мелкие фасонные отливки изготовляют по варианту, показанному на рис. 42, б. При этом используют, например, песчаную форму, состоящую из верхней 2 и нижней полуформ. Части форм устанавливают на вращающийся стол 6 и крепят на нем. При необходимости применяют стержни 5. Рабочие полости формы 3 должны располагаться симметрично относительно оси вращения для обеспечения балансировки формы. Расплав заливают через центральный стояк 4, из которого по радиальным каналам он попадает в полость формы
При центробежном литье обычно используют металлические формы, которые предварительно подогревают, после чего на рабочую поверхность формы наносят покрытие. Применение покрытий повышает стойкость форм, снижает скорость охлаждения отливок, что весьма важно для борьбы с отбелом в чугунных отливках и уменьшает вероятность образования в отливках спаев и трещин. В качестве покрытий используют краски или облицовки из сыпучих материалов. Кроме металлических форм используют песчаные, оболочковые, формы, изготавливаемые по выплавляемым моделям, и т. д.
Скорость вращения формы оказывает большое влияние на затвердевание и охлаждение отливки. При неправильном выборе скорости в формируемой отливке могут появиться специфические дефекты – спаи, трещины и ликвация.
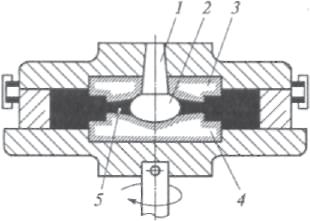
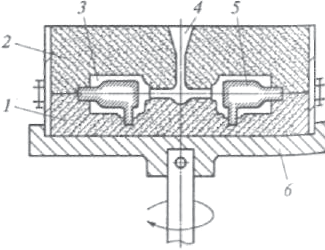
Рис. 42. Схема изготовления фасонных отливок: а – венец зубчатого колеса; 1 – стояк; 2 – центральная полость формы; 3, 4 – стержни; 5 – прибыль; б – мелкие фасонные отливки: 1 – нижняя полуформа; 2 – верхняя полуформа; 3 – рабочая полость формы; 4 – стояк; 5 – стержень; 6 – вращающийся стол
Центробежное литье обеспечивает получение плотных отливок и облегчает выход на свободную поверхность шлаковых и газовых включений. Перемешивание металла в процессе литья препятствует направленному росту кристаллов, что способствует образованию в отливке мелкой и плотной структуры. Вместе с тем центробежные силы оказывают и отрицательное влияние, приводящее к химической неоднородности (ликвации) в различных зонах формирующихся отливок, особенно при производстве их из высоколегированных сплавов.
9. Особенности изготовления отливок из различных сплавов
Отливки из наиболее распространенного литейного сплава серого чугуна в основном изготовляют в песчаных формах, без применения прибылей.
При изготовлении отливок из серого чугуна в кокилях в связи с повышенной скоростью охлаждения при затвердевании начинает выделяться цементит – появление отбеливания. У отливок с тонким слоем белого чугуна на поверхности происходит ее упрочнение, что затрудняет механическую обработку. Для предупреждения отбела на рабочую поверхность кокиля наносят малотеплопроводные покрытия. Кокили перед работой нагревают, а чугун подвергают модифицированию. Для устранения отбела отливки подвергают отжигу.
Отливки типа тел вращения (трубы, гильзы, втулки) получают центробежным литьем.
Отливки из высокопрочного чугуна изготовляют в песчаных формах, в оболочковых формах, литьем в кокиль, центробежным литьем. Достаточно высокая усадка чугуна вызывает необходимость создания условий направленного затвердевания отливок для предупреждения образования усадочных дефектов в массивных частях отливки путем установки прибылей и использования холодильников.
Особенностью получения отливок из ковкого чугуна является то, что исходный материал – белый чугун имеет пониженную жидкотекучесть и требует повышенной температуры заливки при изготовлении тонкостенных отливок. Для сокращения продолжительности отжига чугун модифицируют алюминием, бором, висмутом. Отливки изготавливают в песчаных формах, а также в оболочковых формах и кокилях.
Литейные стали имеют пониженную жидкотекучесть, высокую усадку (до 2,5 %), склонны к образованию трещин.
Стальные отливки изготовляют в песчаных и оболочковых формах, литьем по выплавляемым моделям, центробежным литьем.
Для предупреждения усадочных раковин и пористости в отливках на массивные части устанавливают прибыли, а в тепловых узлах используют наружные или внутренние холодильники. Для предупреждения трещин формы изготавливают из податливых формовочных смесей, в отливках предусматривают технологические ребра.
Подачу расплавленного металла для мелких и средних отливок выполняют по разъему или сверху, а для массивных – сифоном. В связи с низкой жидкотекучестью площадь сечения питателей в 1,5–2 раза больше, чем при литье чугуна. Для получения высоких механических свойств стальные отливки подвергают отжигу, нормализации и другим видам термической обработки.
Сплавы системы «алюминий – кремний» (силумины) имеют высокую жидкотекучесть, малую усадку (0,8–1 %), не склонны к образованию горячих и холодных трещин, потому что по химическому составу близки к эвтектическим сплавам (интервал кристаллизации составляет 10–30 ºС).
Остальные алюминиевые сплавы имеют низкую жидкотекучесть, повышенную усадку, склонны к образованию трещин.
Отливки из алюминиевых сплавов изготовляют литьем в кокиль, под давлением, в песчаные формы.
Используют кокили с вертикальным разъемом. Для получения плотных отливок устанавливаются массивные прибыли. Металл подводят через расширяющиеся литниковые системы с нижним подводом металла к тонким сечениям отливки. Все элементы литниковой системы размещают в плоскости разъема кокиля.
Медные сплавы склонны к образованию трещин. Отливки изготавливаются литьем в песчаные и оболочковые формы, а также литьем в кокиль, под давлением, центробежным.
Для предупреждения образования усадочных раковин и пористости в массивных узлах отливок устанавливают прибыли. Для предупреждения появления трещин в отливках используют форму с высокой податливостью. Для плавного поступления металла применяют расширяющиеся литниковые системы с верхним, нижним и боковым подводом. Для отделения оксидных пленок в литниковой системе устанавливают фильтры из стеклоткани.
Титановые сплавы имеют высокую химическую активность в расплавленном состоянии. Они активно взаимодействуют с кислородом, азотом, водородом и углеродом. Плавку этих сплавов ведут в вакууме или в среде защитных газов. Основной способ производства титановых отливок – литье в графитовые формы, в оболочковые формы из нейтральных оксидов магния, циркония. При изготовлении сложных тонкостенных отливок применяют формы, полученные по выплавляемым моделям.
При пониженной жидкотекучести литейных сплавов и при высокой склонности к усадке нежелательно применять литье в металлические формы, а также литье под давлением из-за сложности пресс-формы, так как возможно образование трещин из-за низкой податливости формы.
10. Технологичность конструкций литых форм
Конструкция литой детали должна обеспечивать высокий уровень механических и эксплуатационных характеристик при заданной массе, конфигурации, точности размеров и шероховатости поверхности.
При проектировании отливки должны учитываться литейные свойства сплавов, а также технологии изготовления модельного комплекта, литейной формы, стержней, очистка и обрубка отливок, их дальнейшая обработка. Необходимо стремиться к уменьшению массы и упрощению конфигурации отливок.
Минимальную толщину необрабатываемых стенок отливки определяют по диаграмме (рис. 43) в зависимости от габаритного размера.
Толщина внутренних стенок и ребер принимается на 20 % меньше толщины наружных стенок.
Получение отливок без усадочных дефектов достигается при равномерной толщине стенок, т. е. если отсутствуют термические узлы – большое скопление металла в отдельных местах. Равномерность толщины стенки и скопление металла определяют диаметром вписанных окружностей (рис. 44, а, б).
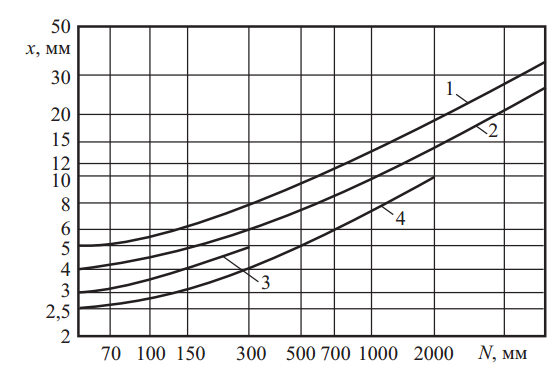
Рис. 43. Диаграмма для определения минимальной толщины стенок отливок из различных сплавов: 1 – сталь; 2 – серый чугун; 3 – бронза; 4 – алюминиевые сплавы
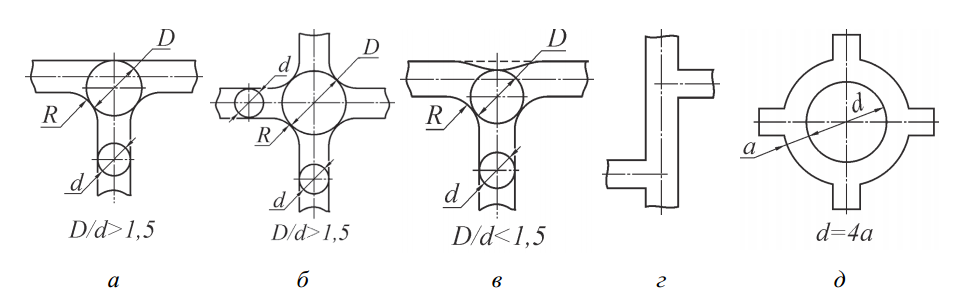
Рис. 44. Устранение местного скопления металла в стенках отливки: а, б – диаметр вписанных окружностей; в – уменьшением радиуса галтели; г – смещением одной стенки; д – проектирование отверстия
Желательно, чтобы соотношение диаметров вписанных окружностей в близкорасположенных сечениях не превышало 1,5. Это достигается уменьшением радиуса галтели с помощью углублений в стенках отливки (рис. 44, в), смещением одной стенки (рис. 44, г), при возможности предусматривается отверстие (рис. 44, д).
Отливки, затвердевающие одновременно, должны иметь равномерную толщину стенок с плавными переходами (рис. 45, а). Принцип применяется для мелких и средних тонкостенных отливок из чугуна и других сплавов.
При направленном затвердевании (рис. 45, б) верхние сечения отливок питаются от прибылей. Верхние сечения служат прибылью для нижних сечений. Принцип направленного затвердевания применяется для деталей с повышенными требованиями к герметичности отливок.
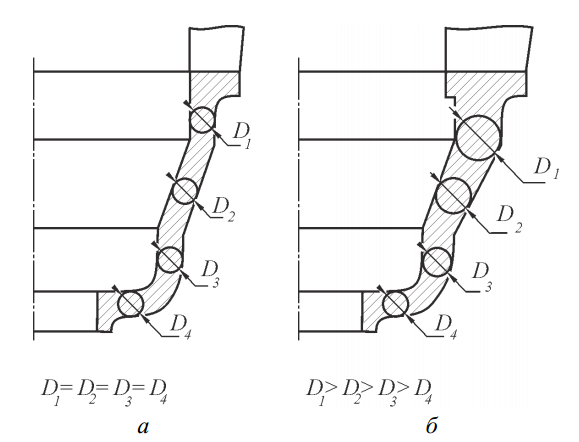
Рис. 45. Конструкции литых деталей, обеспечивающих одновременное (а) и направленное (б) затвердевание отливок
Для снижения литейных напряжений необходимо обеспечить свободную усадку элементов отливки. Корпусная деталь (рис. 46, а) имеет перегородки, которые затрудняют процесс усадки, в результате чего возникают значительные литейные напряжения. Конструкция, представленная на рис. 46, б, обеспечивает свободную усадку. Придание перегородкам конической формы (рис. 46, в) также снижает усадочные напряжения.
Коробление отливок, возникающее из-за недостаточной жесткости конструкции, можно устранить путем установки ребер жесткости. Кромки стенок большой протяженности усиливают буртиками.
Внешние контуры отливок для лучшей технологичности должны представлять собой сочетание простых геометрических тел с преобладанием плоских прямолинейных поверхностей с плавными переходами.
При проектировании стремятся к уменьшению габаритных размеров и особенно высоты литой детали. Это облегчает изготовление модельного комплекта, а также процессы формовки, сборки форм и очистки отливок. При этом желательно чтобы отливка имела один плоский разъем и располагалась по возможности в одной полуформе.
Для упрощения технологии процесса контуры литых деталей должны обеспечивать формовку без дополнительных стержней. На рис. 47, а показана конструкция отливки, при формовке которой требуется три стержня. При изменении конструкции детали (рис. 47, б) требуется только один стержень, процесс формовки упростился.
Бобышки, приливы и другие выступающие части необходимо конструировать так, чтобы не затруднять извлечение модели из формы (рис. 48). При изготовлении нетехнологичных отливок требуется применение в моделях отъемных частей или стержней, что усложняет процесс формовки.
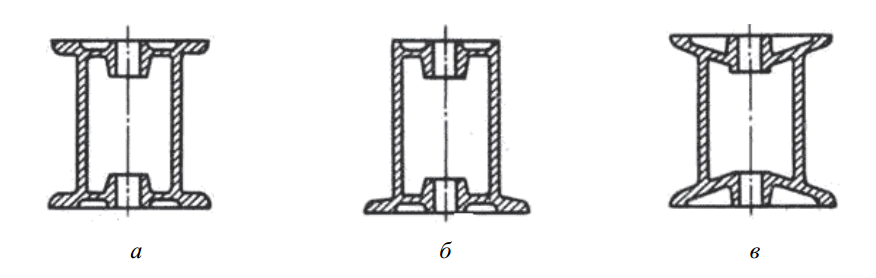
Рис. 46. Конструкции литых деталей, снижающие усадочные напряжения в отливках: а – корпусная деталь; б – конструкция, обеспечивающая свободную усадку; в – перегородки конической формы
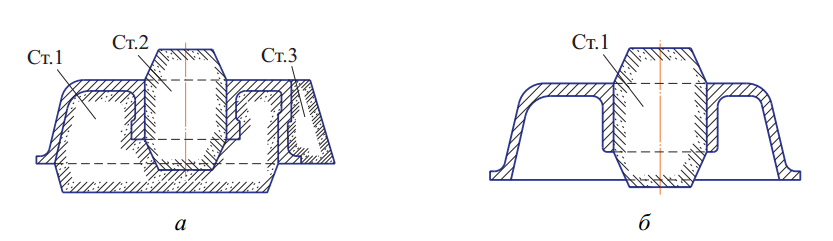
Рис. 47. Конструкция литой детали: а – нетехнологичная; б – технологичная
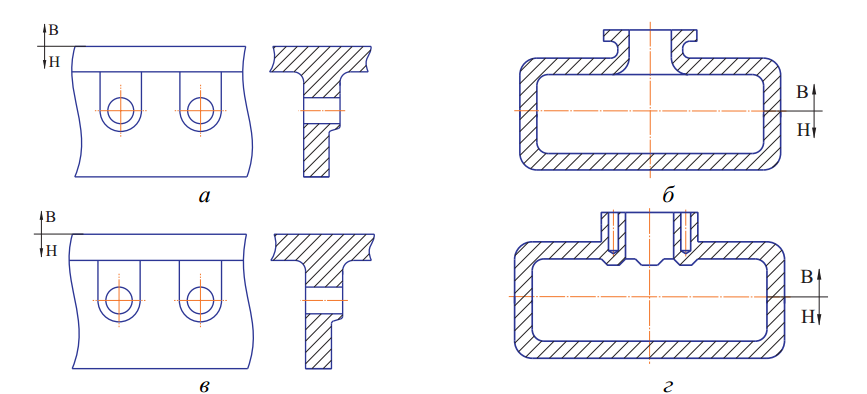
Рис. 48. Конструкции литой детали: а, б – нетехнологичные; в, г – технологичные
Внутренние полости сложных отливок необходимо изготавливать с минимальным числом стержней. На рис. 49 представлены варианты конструкции литой детали: нетехнологичной (а) и технологичной (б).
В конструкции должно быть достаточное число окон для прочного крепления стержней в форме, удаления газов из стержня и удобства выбивки стержней из отливки. В конструкции детали следует избегать пазов и узких полостей, при выполнении которых возможно образование песчаных раковин из-за разрушения стержней потоком расплавленного металла. Минимальные диаметры отверстий в отливках выбираются в зависимости от материала и толщины стенки.
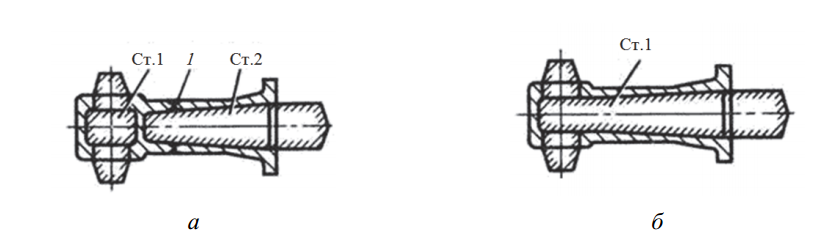
Рис. 49. Конструкции литой детали с различно выполненной внутренней полостью: а – нетехнологично; б – технологично
При выборе способа литья для получения заготовки в первую очередь должен быть рассмотрен вопрос экономии металла. Металлоемкость можно снизить конструктивными и технологическими мероприятиями. Часто закладывается неоправданно большой запас прочности деталей, работающих при незначительных нагрузках. За счет изменения конструкции, образования выемок, изменения толщины стенок, применения коробчатых или тавровых сечений можно достичь значительной экономии металла. При анализе требований, предъявляемых в процессе эксплуатации, возможна замена дорогостоящих материалов. При выборе способа получения отливки необходимо оценить все положительные и отрицательные стороны возможных технологических процессов.
Технологичность конструкции детали рассматривается применительно к каждому способу. Сложные по конфигурации отливки изготавливают литьем под давлением, по выплавляемым моделям, в песчаных формах. Литьем в кокиль получают отливки с простой наружной конфигурацией, а центробежным литьем – отливки типа тел вращения. Наиболее тонкостенные изделия отливают по выплавляемым моделям и под давлением. Специальные способы литья применяют для получения мелких и средних отливок, при литье в песчаные формы габариты и масса отливок не ограничены.
Следует выбирать способ, обеспечивающий заданную точность размеров и шероховатость поверхности. Высокое качество поверхности дает возможность сохранить при механической обработке литейную корку, имеющую повышенную твердость и износостойкость, снизить себестоимость готовых деталей за счет экономии металла.
Необходимо учитывать возможности имеющегося оборудования, уровень литейной технологии и технологии механической обработки. Наиболее точным показателем, определяющим эффективность применения того или иного способа, является себестоимость.
11. Основные виды дефектов отливок и контроль качества отливок
Среди основной массы качественных отливок оказывается некоторое количество с дефектами, образующимися из-за нарушения технологической дисциплины. Согласно ГОСТ 19200–80 различают дефекты отливок по несоответствию геометрии (недолив, перекос, разностенность, коробление и др.) или несплошности металла отливок (горячие трещины, холодные трещины, газовая пористость, усадочная раковина, усадочная пористость, песчаные раковины и др.), по несоответствию металла отливок требуемой структуре (отбел, ликвация и др.) и наличию включений (металлических, неметаллических и др.).
Дефекты делят на две группы – неисправимые и исправимые. Неисправимые дефекты (обычно крупные) исправить невозможно или невыгодно, поэтому отливку с такими дефектами считают негодной для использования (бракованной) и направляют на переплавку. Исправимые (обычно мелкие) дефекты устраняют с целью сделать отливку пригодной для дальнейшей обработки и использования.
При производстве фасонных отливок в разовых песчаных формах наиболее распространенными дефектами являются раковины и трещины (рис. 50). Газовые раковины (рис. 50, а) – пузыри воздуха или газов, которые остались в теле отливки после ее формирования в литейной форме. Они имеют чистую, гладкую поверхность и округлую форму, могут быть открытыми и закрытыми (внутренними), одиночными и в виде мелких пор. Газовые раковины образуются из-за недостаточной газопроницаемости и повышенной влажности формовочных смесей, чрезмерно плотной набивки смеси в форме, низкой температуры заливаемого в форму расплава, а также неправильного выбора конструкции литниковой системы. Песчаные раковины (рис. 50, б) – это чаще всего открытые, различной формы пустоты в теле отливки, частично или целиком заполненные формовочной смесью. Они образуются из-за разрушения или обвала отдельных частей формы при заливке в нее расплава, что является следствием неравномерной набивки смеси или недостаточного упрочнения выступающих частей формы, а также неправильного выбора конструкции литниковой системы.
Усадочные раковины (рис. 50, в, г) – открытые или закрытые полости в теле отливки, имеющие неровную внутреннюю поверхность. Они обычно образуются во время формирования отливки в утолщенных ее местах и являются следствием нетехнологичной конструкции детали, в которой допущено сочетание массивных мест с тонкими стенками или имеются очень массивные узлы.
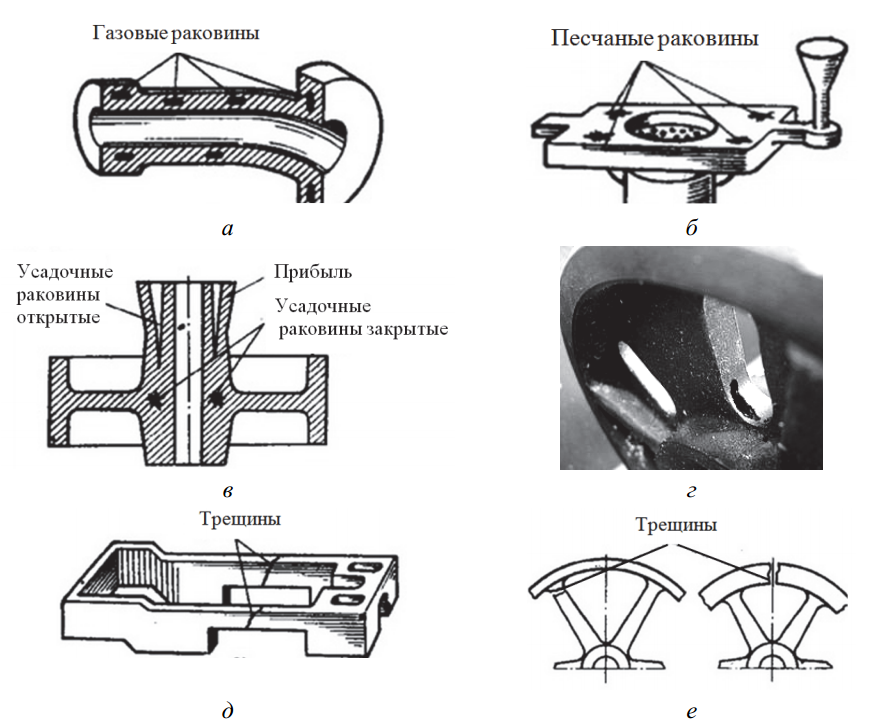
Рис. 50. Основные виды дефектов отливок: а – закрытые газовые раковины; б – раковины, образованные песчано-глинистой смесью; в – усадочные раковины; г – внутренняя усадочная раковина; д – горячие трещины; е – холодные трещины
Усадочные раковины могут также образовываться при неправильном подводе расплава в полость формы, вследствие недостаточного размера прибыли (рис. 50, в), из-за слишком высокой температуры расплава при заливке и по другим причинам.
Горячие трещины (рис. 50, д) – разрывы тела отливки со значительной шириной и небольшой протяженностью. Они образуются в процессе формирования отливки в форме при высоких температурах, а потому имеют темную окисленную поверхность. Причинами образования горячих трещин могут быть: недостаточное раскисление сплава; недостаточная податливость стержней и выступающих частей формы при охлаждения в ней отливки; ранняя выбивка отливок из формы.
Холодные трещины (рис. 50, е) образуются в процессе формирования отливок в форме вследствие внутренних напряжений в металле, имеют светлую (неокисленную) поверхность. Основной причиной образования холодных трещин является неодинаковая скорость охлаждения толстых и тонких мест отливок, приводящая к резким перепадам температур и образованию внутренних напряжений в отливке.
В литейном производстве различают пять групп видов брака.
1-я группа: раковины – газовые, засорные, шлаковые, усадочные, рыхлость и пористость.
2-я группа: трещины – горячие, холодные и термические.
3-я группа: дефекты поверхности – пригары (механический, химический), спаи, плены, ужимины, наросты, механические повреждения.
4-я группа: несоответствие размеров, массы, конфигурации отливок – недоливы, заливы, перекос (сдвиг), коробление, разностенность, искажение размеров.
5-я группа: несоответствие металла техническим условиям – по химическому составу, микрои макроструктуре (отбел чугунов), физикомеханическим свойствам.
Контроль качества отливок осуществляют с целью обнаружения в них дефектов, разработки мер по их предотвращению и устранения. В литейных цехах применяют предварительный и исполнительный методы контроля качества отливок.
Предварительный контроль включает в себя проверку свойств шихтовых и формовочных материалов, формовочных и стержневых смесей, качества изготовления модельной и литейной технологических оснасток, а также отдельных стадий процесса получения отливок (изготовления форм и стержней, сборки форм и подготовки их к заливке и т. д.).
Исполнительный контроль заключается в приемке отливок. С учетом требований технических условий на получаемую продукцию отливки сортируют на группы: годные, дефектные (подлежащие исправлению) и окончательный брак, направляемый на переплавку.
Для определения качества отливок применяют следующие методы контроля: визуальный, при котором все отливки осматривают невооруженным глазом или с помощью лупы; магнитный, люминесцентный или цветной для выявления на поверхности отливок мелких трещин и раковин; ультразвуковой и радиографический (рентгенои гаммаграфия) для выявления внутренних дефектов в отливках. С помощью этих методов, не разрушая изделия, выявляют размеры дефекта и глубину его расположения от поверхности отливки. Процессы дефектоскопии в массовом производстве автоматизированы.
ГОСТ 18111-93

3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 N 160 межгосударственный стандарт ГОСТ 18111-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 01.01.95
4 ВЗАМЕН ГОСТ 18111-72
Настоящий стандарт устанавливает термины и определения понятий в области технологического оборудования для литейного производства.
Термины, установленные настоящим стандартом, обязательны для применения во всех видах документации и литературы по данной научно-технической отрасли, входящих в сферу работ по стандартизации и использующих результаты этой работы.
1. Для каждого понятия установлен один стандартизованный термин. Недопустимые к применению термины-синонимы приведены в круглых скобках после стандартизованного термина и обозначены пометой «Ндп».
2. Заключенная в круглые скобки часть термина может быть опущена при использовании термина в документах по стандартизации.
Наличие квадратных скобок в терминологической статье означает, что в нее включены два термина, имеющие общие терминоэлементы.
В алфавитном указателе данные термины приведены отдельно с указанием номера одной статьи.
3. Приведенные определения можно, при необходимости, изменять, вводя в них производные признаки, раскрывая значения используемых в них терминов, указывая объекты, входящие в объем определяемого понятия. Изменения не должны нарушать объем и содержание понятий, определенных в данном стандарте.
В случаях, когда в термине содержатся все необходимые и достаточные признаки понятия, определение не приводится и вместо него ставится прочерк.
4. В стандарте приведены иноязычные эквиваленты стандартизованных терминов на немецком (de), английском (en) и французском (fr) языках.
5. В стандарте приведены алфавитные указатели терминов на русском языке и их иноязычных эквивалентов.
6. Стандартизованные термины набраны полужирным шрифтом, их краткие формы, представленные аббревиатурой, — светлым, а синонимы — курсивом.
7. В приложении к стандарту для ряда нуждающихся в иллюстративных пояснениях терминов приведены схемы, поясняющие принципы действия и конструктивные особенности оборудования. Они имеют номера, одинаковые с номерами терминов.
1. ОБЩИЕ ПОНЯТИЯ
1.1 литейное (технологическое) оборудование: Совокупность машин, автоматов, установок, плавильных печей, заливочных устройств, манипуляторов, предназначенных для выполнения процессов, операций и переходов изготовления отливок при различных переделах и способах литья, включая специальные средства транспортирования и управления
en foundry equipment
1.2 литейная установка: Комплекс литейных машин и (или) автоматов, механизмов, манипуляторов, плавильных печей и заливочных устройств, включая специальные средства транспортирования и управления, выполняющий группы операций и (или) переходов, а также определенные процессы литейного производства
en foundry plants
1.3 литейная машина: Машина, выполняющая определенные процессы, операции или переходы различных пределов или способов литья при управляющем участии человека
en foundry machine
1.4 литейный автомат: Машина, выполняющая определенные процессы, операции или переходы различных переделов или способов литья без участия человека
en foundry automat
2. СМЕСЕПРИГОТОВИТЕЛЬНОЕ ОБОРУДОВАНИЕ
2.1 охладитель (формовочных материалов): Машина для охлаждения свежих и отработанных формовочных материалов
2.1.1 смешивающий охладитель: Охладитель формовочных материалов, в котором материал охлаждается при перемешивании и продувке воздухом
en cooling mixer
2.1.2 ленточный охладитель: Охладитель формовочных материалов, в котором материал на транспортирующей ленте охлаждается увлажнением и продувкой воздухом
en apron sand cooler
2.1.3 вибрационный охладитель: Охладитель формовочных материалов, в котором материал на вибрирующем полотне охлаждается и перемещается при продувке воздухом
en vibration sand cooler
2.1.4 вертикальный противоточный охладитель: Охладитель формовочных материалов, в котором материал охлаждается, пересыпаясь с полки на полку навстречу потоку воздуха
2.1.5 элеваторный охладитель: Охладитель формовочных материалов, в котором материал охлаждается при подъеме элеватором и падении на сторону разгрузки навстречу потоку воздуха, см. черт.1 (приложение)
2.1.6 охладитель в «кипящем слое»: Охладитель формовочных материалов, в котором материал охлаждается, находясь во взвешенном состоянии под действием продуваемого через него воздуха
en fluidised bed sand cooler
2.1.7 бесконтактный трубчатый охладитель: Охладитель формовочных материалов, в котором материал охлаждается, падая через систему оребренных змеевиков, по которым циркулирует холодная вода
2.2 сито (для формовочных материалов): Машина для просеивания формовочных песков и смесей
2.2.1 барабанное коническое [цилиндрическое] сито: Сито для формовочных материалов с вращающимся вокруг горизонтальной или наклонной оси коническим цилиндрическим просеивающим барабаном
de konisches [zylindrisches] Trommelsieb
en tappered zylindred trommel screen
2.2.2 (барабанное) полигональное призматическое сито: Сито для формовочных материалов с вращающимся вокруг горизонтальной или наклонной оси многогранным просеивающим барабаном призматической формы
2.2.3 (барабанное) полигональное (пирамидальное) сито: Сито для формовочных материалов с вращающимся вокруг горизонтальной или наклонной оси многогранным просеивающим барабаном в форме усеченной пирамиды
de konisches Poligonaltrommelsieb
en tappered poligon screen
2.2.4 плоское вибрационное сито: Сито для формовочных материалов с плоским просеивающим полотном, совершающим колебательные движения
en vibration screen
2.3 (литейный) смеситель: Машина для смешивания компонентов при приготовлении формовочных и стержневых смесей
2.3.1 лопастной (литейный) смеситель: Литейный смеситель, осуществляющий перемешивание многолопастным валом или валами, вращающимися вокруг горизонтальной или наклонной оси, см. черт.1
2.3.1.1 шнеколопастной (литейный) смеситель: Литейный смеситель с рабочим пространством U-образного сечения, осуществляющий смешивание шнеком и лопастным валом, расположенными в разных уровнях, см. черт.1.
2.3.2 чашечный смеситель: Смеситель с цилиндрическим чашеобразным рабочим пространством, осуществляющий перемешивание вращающимися вокруг вертикальной оси рабочими органами
2.3.2.1 лопастной чашечный смеситель: Чашечный смеситель с рабочими органами в виде лопастей различной формы, см. черт.1
2.3.2.2 катковый (чашечный) смеситель (Ндп. бегуны): Чашечный смеситель с рабочими органами в виде катков, вращающихся вокруг горизонтальной оси, и скребков, см. черт.2
2.3.2.3 центробежный (чашечный) смеситель (Ндп. центробежные бегуны): Чашечный смеситель с рабочими органами в виде катков, вращающихся относительно вертикальной оси, и скребков, см. черт.2
2.3.3 сдвоенный (чашечный) смеситель: Смеситель с двумя чашами, образующими единую емкость, в каждой из которых имеются рабочие органы, см. черт.2
2.3.3.1 сдвоенный лопастной (чашечный) смеситель: —
2.3.3.2 сдвоенный катковый (чашечный) смеситель: —
2.3.3.3 сдвоенный центробежный (чашечный) смеситель: —
2.3.4 турбосмеситель: Смеситель, в котором компоненты смешиваются быстровращающимся лопастным валом, придающим материалу вращательное движение, см. черт.2
2.3.5 установка для приготовления и раздачи пластичных или жидких самотвердеющих смесей непрерывного [периодического] действия: —
2.3.6 смеситель холоднотвердеющих смесей; смеситель ХТС: Машина, предназначенная для приготовления и раздачи холоднотвердеющих смесей, представляющая собою поворачивающиеся на тумбе-станине один или два рычага-плеча с размещенными на них или внутри них лопастными смесителями
2.3.6.1 одноплечий смеситель ХТС: Смеситель холоднотвердеющих смесей, имеющий одно поворотное плечо со смесителем, заканчивающееся выпускным отверстием, перемещающимся по дуге окружности
2.3.6.2 двуплечий смеситель ХТС: Смеситель холоднотвердеющих смесей с двумя поворотными плечами; первое поворачивается относительно тумбы-станицы, а второе — относительно оси на конце первого, вследствие чего выдача смеси возможна в любом месте зоны поворота плеч
2.4 разрыхлитель (формовочной смеси): Машина для разрыхления и аэрации формовочной смеси
en sand aerator
2.4.1 аэратор (формовочной смеси): Разрыхлитель формовочной смеси, в котором формовочная смесь обрабатывается с помощью многолопастного вала, бросающего ее на колеблющуюся завесу, см. черт.2
2.4.1.1 надленточный аэратор: Аэратор формовочной смеси, у которого формовочная смесь подхватывается лопастями с ленты транспортера и возвращается разрыхленной на ту же ленту
2.4.1.2 подленточный аэратор: Аэратор формовочной смеси, у которого формовочная смесь подается ленточным транспортером через загрузочную воронку на ротор, а обработанная смесь падает на другой транспортер, проходящий под кожухом аэратора
2.4.2 штифтовой разрыхлитель; дезинтегратор: Разрыхлитель, в котором смесь обрабатывается с помощью вращающихся в противоположных направлениях дисков, снабженных штифтами, см. черт.2.
2.5 дробилка (формовочной смеси): машина для дробления комьев отработанной формовочной и стержневой смеси
2.6 электромагнитный сепаратор (формовочной смеси): Машина или устройство, отделяющая ферромагнитные частицы от отработанной формовочной смеси
en magnetic separator
2.7 гомогенизатор: Машина, выравнивающая свойства формовочного материала, например, отработанной смеси, по ее объему
2.8 сушило для песка: Оборудование, снижающее влажность формовочного песка до заданного предела
en sand drying stove
2.9 установка для сушки и охлаждения песка в «кипящем слое»: —
2.10 установка для приготовления плакированного песка: Установка для приготовления сыпучих плакированных формовочных смесей, представляющих собой зерна песка, покрытые оболочкой связующего материала
2.11 оттирочная машина: Машина, удаляющая с поверхностей зерен песка оболочки из примесей или связующих материалов за счет соударений песчинок во встречных потоках пульпы, создаваемых вращающимися валами с разнонаправленными лопастями
2.12 противоточный каскадный пылеотделитель: Установка, в которой материал обеспыливается, пересыпаясь с полки на полку навстречу потоку воздуха, уносящего пыль
2.13 противоточный вибрационно-каскадный классификатор: Установка, в которой материал освобождается от кусков в вибрирующей камере с ситом и обеспыливается, пересыпаясь c полки на полку навстречу потоку отсасываемого запыленного воздуха
2.14 пневморегенератор: Установка, очищающая зерна песка от пленки отработавшего связующего или загрязнений путем трения и соударений песчинок друг о друга и о преграду, на которую выбрасывается песчано-воздушная смесь
2.15 агитационный чан: Устройство, состоящее из резервуара с вращающимся лопастным вертикальным валом, служащее для поддержания во взвешенном состоянии твердых частиц пульпы и ее перемешивания
3. МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
3.1 формовочная машина: Машина для изготовления разовых песчаных полуформ и форм
en molding machine
3.1.1 прессовая-формовочная машина: Формовочная машина, в которой формовочная смесь уплотняется прессованием
en squeezer molding machine
3.1.2 вибропрессовая формовочная машина: Прессовая формовочная машина с одновременной вибрацией
3.1.3 встряхивающая формовочная машина: Формовочная машина, в которой формовочная смесь уплотняется встряхиванием
en jolt molding machine
3.1.4 встряхивающая с допрессовкой формовочная машина: Встряхивающая формовочная машина, в которой прессованием, практически не влияющим на уплотнение в зоне модели, доуплотняется сторона набивки — контрлад полуформы
de mit Nachpressen
3.1.5 встряхивающе-прессовая формовочная машина: Встряхивающая формовочная машина с одновременным или последующим прессованием
en jolt-squeeze molding machine
3.1.6 встряхивающая с допрессовкой формовочная машина с поворотным столом: Встряхивающая с допрессовкой формовочная машина, у которой стол с полуформой после встряхивания поворачивается вокруг горизонтальной оси на 180°, затем происходит прессование, а модель извлекается при опускании полуформы, см. черт.3
en jolt-squeeze turnover molding machine
3.1.7 встряхивающе-прессовая формовочная машина со штифтовым съемом: Встряхивающе-прессовая формовочная машина, у которой модель извлекается подъемом полуформы на штифтах или опусканием модели, а полуформа остается на поднятых штифтах, см. черт.3
en jolt-squeeze pinlift molding machine
3.1.8 встряхивающе-прессовая формовочная машина с протяжной рамкой: Встряхивающе-прессовая формовочная машина, у которой модель извлекается подъемом полуформы на рамке или опусканием модели, а полуформа остается на поднятой рамке
de -Press-Formmaschine mit Abstreifplatte
3.1.9 встряхивающая с допрессовкой формовочная машина со штифтовым съемом: Встряхивающая с допрессовкой формовочная машина, у которой модель извлекается подъемом полуформы на штифтах или опусканием модели, а полуформа остается на поднятых штифтах
de -Abhebeformmaschine mit Nachpressen
3.1.10 встряхивающая с допрессовкой формовочная машина с протяжной рамкой: Встряхивающая с допрессовкой формовочная машина, у которой модель извлекается подъемом полуформы на рамке или опусканием модели, а полуформа остается на поднятой рамке
de mit Nachpressen und Abstreifplatte
3.1.11 встряхивающе-прессовая формовочная машина с поворотной колонной: Встряхивающе-прессовая формовочная машина, у которой блок механизмов встряхивания и прессования поворачивается вокруг горизонтальной оси на 180°, а модель извлекается при обратном ходе прессового поршня, см. черт.3
3.1.12 встряхивающая с допрессовкой формовочная машина с поворотной колонной: Встряхивающая с допрессовкой формовочная машина, у которой блок механизмов встряхивания и прессования поворачивается вокруг горизонтальной оси на 180°, а модель извлекается при обратном ходе прессового поршня.
de -Wendegestellformmaschine mit Nachpressen
3.1.13 встряхивающая формовочная машина с перекидным столом: Встряхивающая формовочная машина, у которой после уплотнения стол с полуформой переворачивается Г-образными рычагами на 180° вокруг горизонтальной оси, смещаясь в горизонтальном и вертикальном направлениях в положение под столом для приема полуформ, см. черт.3
3.1.14 встряхивающе-прессовая формовочная машина с перекидным столом: Встряхивающе-прессовая формовочная машина, у которой после уплотнения стол с полуформой переворачивается Г-образными рычагами на 180° вокруг горизонтальной оси, смещаясь в горизонтальном и вертикальном направлениях в положение над столом для приема полуформ
3.1.15 встряхивающая формовочная машина с поворотно-перекидным столом: Встряхивающая формовочная машина, у которой стол с уплотненной полуформой переворачивается системой рычагов на 180° вокруг горизонтальной оси, смещаясь в горизонтальном и вертикальном направлениях в положение над столом для приема полуформы, см. черт.4
en jolt roll-over draw molding machine
3.1.16 безопочная формовочная машина: Машина для изготовления блоков полуформ, полуформ, форм в формовочных камерах, в съемных опоках, удаляемых после уплотнения
en flaskless molding machine
3.1.17 импульсная формовочная машина: Формовочная машина, уплотняющая смесь прессованием быстро нарастающим давлением воздуха или газа в замкнутом пространстве, одной из поверхностей которого является сторона набивки полуформы
3.1.18 вибрационный стол: Устройство, уплотняющее вибрацией холоднотвердеющие смеси в опоках или стержневых ящиках
3.1.19 вытяжное (литейное) устройство: Устройство, извлекающее модель из полуформы
3.1.20 поворотно-вытяжное устройство: Устройство, извлекающее модель из полуформы после поворота на 180°
en roll-over draw molding machine
3.1.21 скребковое заравнивающее устройство: Устройство, срезающее с помощью скребка излишек смеси со стороны набивки опочной полуформы
3.1.22 шнековое заравнивающее устройство: Устройство, срезающее с помощью шнека излишек смеси со стороны набивки опочной полуформы
3.2 пескомет: Формовочная машина, заполняющая и уплотняющая смесь в опоке или стержневом ящике последовательно выбрасываемыми пескометной головкой пакетами смеси
en sand slinger molding machine
3.2.1 подвесной пескомет: Пескомет, состоящий из подвесной пескометной головки, заполняющей смесью опоку или стержневой ящик, подводимые под нее транспортным устройством
3.2.2 стационарный пескомет: Пескомет, у которого головка, установленная на консольной системе рычагов, с их помощью перемещается над опокой
3.2.3 передвижной консольный пескомет: Пескомет, перемещающийся на тележке по рельсам, один из которых укреплен на уровне пола, а другой — на несущей конструкции
de Mobiler Konsolslinger
3.2.4 передвижной напольный пескомет: Пескомет, перемещающийся по двум рельсам в одном уровне, снабженный бункером для смеси
3.2.5 мостовой пескомет: Пескомет, у которого головка расположена на тележке, перемещающейся по мостовой конструкции, которая в свою очередь может перемещаться
3.2.6 ширококовшовый пескомет: Пескомет с головкой большой ширины, обеспечивающей заполнение и уплотнение смеси в опоке (стержневом ящике) на всю ширину
3.3 машина для изготовления оболочковых полуформ: Машина для изготовления тонкостенных полуформ из термореактивных или плакированных смесей
en sheel molding machine
3.4 машина для склейки оболочковых полуформ: —
3.5 стержневая машина: Машина для изготовления стержней
3.5.1 пескодувная стержневая машина: Стержневая машина для изготовления песчаных стержней путем подачи из трубопровода в резервуар со смесью сжатого воздуха, увлекающего ее в стержневой ящик, см. черт.4
3.5.2 пескострельная стержневая машина: Стержневая машина для изготовления песчаных стержней путем подачи быстродействующим клапаном из ресивера в резервуар-гильзу со смесью через большое количество отверстий в стенках гильзы сжатого воздуха, увлекающего смесь в стержневой ящик, см. черт.4
en core shooting machine
3.5.3 поворотно-вытяжная стержневая машина: Машина, поворачивающая на 180° и извлекающая стержень из стержневого ящика
3.5.4 мундштучная стержневая машина: Стержневая машина для изготовления стержней путем выдавливания стержневой смеси через мундштук определенной формы
en machine for extrusion of cores
3.5.5 машина для изготовления оболочковых стержней: Пескодувная стержневая машина для изготовления стержней из сыпучих плакированных смесей
en shell core machine
4. ОБОРУДОВАНИЕ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ
4.1 навесной вибратор: Вибратор, навешиваемый на поднятую подъемно-транспортным устройством опоку для выбивки из нее отливок и отработанной смеси
4.2 выбивная траверса: Траверса с вибраторами, на которой подвешивают опоку для выбивки из нее отливок и отработанной смеси
4.3 выбивная решетка: Машина, выбивающая из опок отливки и отработанную смесь (или разрушающая безопочные формы) и отделяющая отливки и опоку от отработанной смеси путем встряхивания на решетчатом полотне
en knock-out grid
4.3.1 эксцентриковая выбивная решетка: Выбивная решетка с эксцентриковым вибровозбудителем
4.3.2 инерционная выбивная решетка: Выбивная решетка с центробежным вибровозбудителем
4.3.3 инерционно-ударная выбивная решетка: Выбивная решетка с центробежным вибровозбудителем, у которой выбиваемая форма устанавливается на дополнительные опоры
4.3.4 выбивной барабан: Вращающийся относительно горизонтальной или наклонной оси барабан длиной от 3 до 10 диаметров, в котором за счет падения и перекатывания форм происходит их разрушение и отделение отливок от формовочной смеси
4.4 гидравлическая установка: Установка, в которой от отливок, помещаемых в камеру, формовочную и стержневую смеси отделяют струей воды под высоким давлением
en hydroblast chamber
4.5 электрогидравлическая установка; ЭГУ: Установка, в которой от отливок, помещаемых в емкость с жидкостью, формовочная и стержневая смеси отделяются под воздействием ударных волн и гидропотоков, возникающих при электрическом разряде в жидкости
4.5.1 электрогидравлическая установка периодического [непрерывного] действия: Электрогидравлическая установка, у которой отливки загружают, выбивают и выгружают последовательно, порциями непрерывно
4.5.2 тупиковая электрогидравлическая установка: Электрогидравлическая установка периодического действия, у которой отливки загружают и выгружают с одной стороны при челночном движении загрузочного устройства
4.5.3 проходная электрогидравлическая установка периодического действия: Электрогидравлическая установка, у которой отливки загружают и выгружают с различных сторон порциями
4.5.4 конвейерная электрогидравлическая установка периодического действия: Электрогидравлическая установка, у которой отливки подают к установке и от нее конвейером
4.5.5 конвейерная электрогидравлическая установка непрерывного действия: Электрогидравлическая установка, работающая с конвейерным загрузочным устройством
5. ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ И ЗАЧИСТКИ ОТЛИВОК
5.1 галтовочный барабан: Машина периодического действия, очищающая отливки за счет их соударений и трения друг о друга во вращающемся вокруг горизонтальной или наклонной оси барабане цилиндрической или многогранной формы
en tumbling barrel
5.2 галтовочный барабан непрерывного действия: Машина непрерывного действия, очищающая отливки за счет их соударений и трения друг о друга во вращающемся вокруг наклонной оси цилиндрическом барабане, загружающаяся и разгружающаяся во время работы
5.3 дробеметный барабан: Машина, очищающая отливки и выбивающая стержни во вращающемся резервуаре или в рабочем пространстве, образованном подвижными элементами, потоком дроби, выбрасываемой одним или несколькими дробеметными аппаратами
5.3.1 конвейерный дробеметный барабан: Дробеметный барабан периодического действия, в котором очищаемые и отделяемые от стержней отливки поддерживаются пластинчатым или ленточным транспортером
5.3.2 дробеметный барабан периодического [непрерывного] действия: Дробеметный барабан, в котором загрузка, очистка и выгрузка отливок осуществляются периодически, порциями непрерывно
5.4 дробеметный очистной барабан: Машина, очищающая отливки во вращающемся резервуаре или в рабочем пространстве, образованном подвижными элементами, потоком дроби, выбрасываемой одним или несколькими дробеметными аппаратами
5.4.1 конвейерный дробеметный очистной барабан: Дробеметный очистной барабан, в котором очищаемые отливки поддерживаются пластинчатым или ленточным транспортером
5.5 дробеметная камера: Установка для очистки отливок и частичной выбивки стержней потоком дроби от одного или нескольких дробеметных аппаратов
5.5.1 дробеметная камера непрерывного действия: Дробеметная камера, у которой загрузка, обработка и выгрузка происходят непрерывно
de kontinuerlich arbeitende Schleuderrad-Putzkammer
5.5.2 дробеметная камера периодического действия: Дробеметная камера, у которой загрузка, обработка и выгрузка осуществляются порциями
de periodisch arbeitende Schleuderrad-Putzkammer
5.6 дробеструйная камера: Установка для очистки отливок потоком дроби, выбрасываемой одним или несколькими дробеструйными аппаратами, с периодической подачей отливок
5.7 дробеметно-дробеструйная камера: Установка для очистки отливок и частичной выбивки стержней потоками дроби, выбрасываемой одним или несколькими дробеметными и дробеструйными аппаратами, периодической подачей отливок
5.8 дробеметный стол: Машина с круглым, вращающимся вокруг вертикальной центральной оси столом, на котором размещают отливки, очищаемые потоком дроби в рабочем пространстве, перекрывающем часть площади стола
5.9 вибрационная машина: Машина, в которой отливки очищаются вследствие вибрации камеры, колебательных перемещений и взаимного трения отливок
5.10 машина для зачистки отливок периферией абразивного круга:
5.11 механизированный комплекс для зачистки отливок периферией абразивного круга:
5.12 установка для зачистки отливок торцом абразивного круга:
5.13 установка для абразивной отрезки (литников и прибылей):
6. МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
6.1 машина (для) литья под давлением: Машина, осуществляющая замыкание, прижим пресс-формы, запрессовку в нее жидкого металла под высоким давлением, выдержку отливки до затвердевания, размыкание пресс-формы и выталкивание отливки
en die casting machine
6.1.1 машина (для) литья под давлением с холодной камерой прессования: Машина для литья под давлением с камерой прессования, наружная поверхность которой не соприкасается с жидким металлом
en cold chamber die casting machine
6.1.1.1 машина (для) литья под давлением с холодной горизонтальной камерой прессования: —
de Waagerechte Kaltkammer-Druck-giessmaschine
en horizontal cold chamber die casting machine
6.1.1.2 машина (для) литья под давлением с холодной вертикальной камерой прессования: —
de Senkrechte Kaltkamer-Druck-giessmaschine
en vertical cold chamber die casting machine
6.1.2 машина (для) литья под давлением с горячей камерой прессования: Машина для литья под давлением, камера прессования которой погружена в жидкий металл, см. черт.4
en hot chamber die casting machine
6.2 машина (для) литья под низким давлением: Машина, осуществляющая смыкание формы, заливку металла под давлением сжатого газа, выдержку отливки до затвердевания, размыкание формы и выталкивание отливки, см. черт.5
en machine for low-pressure casting
6.3 машина (для) литья с противодавлением: Машина, осуществляющая смыкание формы, заливку металла под давлением сжатого газа, выдержку отливки до затвердевания под давлением сжатого газа, меньше, чем давление заливки, размыкание формы и выталкивание отливки, см. черт.5.
en machine for counter pressure casting
7. МАШИНЫ ДЛЯ ЛИТЬЯ В КОКИЛЬ
8. МАШИНЫ ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ
8.1 центробежная машина: Машина для получения отливок во вращающейся форме — центробежной изложнице
en centrifugal casting machine
8.2 горизонтальная центробежная машина: Центробежная машина с горизонтальной осью вращения изложницы
8.2.1 консольная горизонтальная центробежная машина: Горизонтальная центробежная машина, у которой изложница прикреплена с одной стороны, консольно, см. черт.6
8.2.2 двуопорная горизонтальная центробежная машина: Горизонтальная центробежная машина, у которой изложница закреплена с обеих сторон, см. черт.6
8.2.3 роликовая горизонтальная центробежная машина: Горизонтальная центробежная машина, изложница которой вращается, опираясь на ролики, см. черт.6
8.3 вертикальная центробежная машина: Центробежная машина с вертикальной осью вращения изложницы
8.3.1 вертикальная центробежная машина с центральной осью: Вертикальная центробежная машина, у которой оси вращения изложницы и отливки совпадают, см. черт.6
8.3.2 вертикальная центробежная машина со смещенной осью: Вертикальная центробежная машина, у которой изложницы вращаются относительно оси, расположенной на расстоянии от рабочей изложницы, см. черт.6
9. ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ И ВЫЖИГАЕМЫМ МОДЕЛЯМ
9.1 автомат для приготовления модельной пасты: Автомат, выполняющий расплавление модельного состава, его перевод в пастообразное состояние подмешиванием до 20% воздуха и подачу пасты под давлением к оборудованию для изготовления моделей
9.2 автомат для изготовления моделей [модельных звеньев]: —
9.3 установка для склейки моделей: —
9.4 установка для приварки моделей к стоякам: —
9.5 установка для сварки стояков: —
9.6 установка для окраски блоков: —
9.7 автомат для изготовления пенополистироловых моделей: —
9.8 установка для приготовления огнеупорного покрытия: —
9.9 агрегат для приготовления огнеупорного покрытия: —
9.10 агрегат для хранения и транспортирования огнеупорного покрытия: —
9.11 установка для выплавки модельного состава: —
9.12 бойлерклав для выплавки модельного состава: Агрегат для выплавки модельного состава, имеющий парогенератор и автоклав, в котором модельный состав паром выплавляется из керамических форм
9.13 установка для формовки керамических форм: —
9.14 установка для выбивки опок: —
9.15 установка для отделения керамики: Установка, имеющая закрытую вентилируемую кабину, в которой от блока отливок с помощью отбойного механизма, наносящего удары вдоль оси стояка, отделяется керамика, а частично — и отливки
9.16 автомат для выщелачивания керамики: —
10. ОБОРУДОВАНИЕ ДЛЯ ПЛАВКИ И ЗАЛИВКИ МЕТАЛЛА
10.1 вагранка: Шахтная печь цилиндрического сечения для получения жидкого чугуна
en cupola furnace
10.2 дуговая электропечь: Электропечь, в которой металл плавится за счет тепла от электрической дуги, горящей между электродами и металлом или между электродами
10.3 индукционная электропечь: Электропечь, в которой металл плавится за счет его нагрева электромагнитной индукцией
en induction furnace
10.3.1 тигельная индукционная электропечь: Индукционная электропечь, в которой металл плавится в тигле, располагающемся внутри индуктора
10.3.2 канальная электропечь: Индукционная электропечь, в которой металл плавится в плавильном канале
10.4 электропечь сопротивления: Электропечь, в которой плавка, перегрев или поддержание температуры металла осуществляются нагревом сопротивлением
10.5 электропечь-миксер: Электропечь пониженной по сравнению с плавильной электропечью мощностью, в которой перегревают или поддерживают температуру расплавленного в другой печи металла
10.6 плавильный комплекс: Система агрегатов и устройств для взвешивания, дозирования, загрузки шихтовых материалов и выплавки металла
10.7 камера-автоклав: Установка для модифицирования чугуна магнием, у которой модификатор в ковш с жидким чугуном вводится в изолированном пространстве
10.8 заливочная установка: Установка для заливки жидкого металла в литейные формы
10.8.1 пневматическая заливочная установка: Заливочная установка с подачей жидкого металла под действием давления газа
10.8.2 магнитодинамическая заливочная установка: Заливочная установка с подачей жидкого металла в формы под действием магнитодинамических сил
10.8.3 поворотная заливочная установка: Заливочная установка с подачей жидкого металла в формы поворотом ковша с металлом
10.9 копильник: Устройство для сбора, накопления и выдержки жидкого металла
10.9.1 индукционный копильник: Копильник с индукционным подогревом жидкого металла
11. КОМПЛЕКСНО-МЕХАНИЗИРОВАННЫЕ И АВТОМАТИЧЕСКИЕ ЛИНИИ И СИСТЕМЫ ДЛЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
11.1 автоматическая формовочная линия: Комплекс литейных машин, механизмов и подъемно-транспортных устройств, выполняющий автоматически все операции и межоперационное транспортирование от разделения опок до сборки форм и передачи их на заливочный конвейер
de automatische Formlinie
en automatic molding production line
11.2 опочная автоматическая формовочная линия: —
11.3 безопочная автоматическая формовочная линия: —
11.4 формовочная блок-линия: Комплекс литейных машин, механизмов и подъемно-транспортных устройств, выполняющий автоматически операции и межоперационное транспортирование, начиная с разделения опок и включая сборку форм, приспособленный для встраивания в автоматическую формовочную линию
11.5 комплексная автоматическая формовочная линия: Автоматическая формовочная линия, выполняющая автоматически все операции изготовления отливок в разовых песчаных формах, включая заливку форм и выбивку отливок, а также межоперационное транспортирование
11.6 стержневая автоматическая линия: Комплекс литейных машин, механизмов, подъемно-транспортных устройств, выполняющий автоматически все операции изготовления стержней и межоперационного транспортирования
11.7 смесеприготовительная автоматическая система: Комплекс технологических и транспортно-передаточных машин, осуществляющих автоматически подготовку исходных материалов и приготовление формовочных или стержневых смесей
de automatische Sandaufbereitungsanlage
11.8 робототехнологический комплекс изготовления оболочковых форм: Комплекс из машин для изготовления и склейки оболочковых форм, манипуляторов для межоперационного транспортирования, объединенный системой программного управления
11.9 автоматическая линия литья в облицованный кокиль: Комплекс технологического оборудования и транспортно-передаточных механизмов, осуществляющих автоматически нанесение облицовки, сборку, разборку и обслуживание кокилей
11.10 автоматическая линия непрерывного горизонтального литья (профильных чугунных заготовок): Комплекс технологического оборудования, осуществляющего автоматически горизонтальное вытягивание литой профильной заготовки из формы кристаллизатора, разделение ее на отрезки нужной длины и укладку заготовок в тару
11.11 гибкий модуль литья под давлением 1-го уровня автоматизации; ГМ ЛПД-1: Машина для литья под давлением, оснащенная устройствами, выполняющими автоматически заливку сплава в камеру прессования, удаление отливок и отходов, защиту от аварийных ситуаций, закрепление и раскрепление пресс-форм и смену управляющих программ
11.12 гибкий модуль литья под давлением 2-го уровня автоматизации; ГМ ЛПД-2: Гибкий модуль литья под давлением, выполняющий автоматически операции для гибкого модуля литья под давлением 1-го, уровня автоматизации и контроль полноты извлечения отливки, подналадку усилия запирания пресс-формы, а при работе в составе гибкой производственной системы — и контроль качества отливок
11.13 гибкий модуль литья под давлением 3-го уровня автоматизации; ГМ ЛПД-3: Гибкий модуль литья под давлением, выполняющий автоматически операции гибкого модуля литья под давлением 2-го уровня автоматизации и имеющий автоматическую адаптацию технологического процесса
11.14 гибкая производственная система литья под давлением 1-го уровня автоматизации; ГПС ЛПД-1: Гибкая производственная система изготовления отливок литьем под давлением, автоматически выполняющая накопление и транспортирование жидкого металла, отливок и отходов, тары для отливок, пресс-форм, технологических смазок и рабочих жидкостей, управление технологическими и производственными процессами, смену управляющих программ
11.15 гибкая производственная система литья под давлением 2-го уровня автоматизации; ГПС ЛПД-2: Гибкая производственная система изготовления отливок литьем под давлением, автоматически выполняющая операции гибкой производственной системы литья под давлением 1-го уровня автоматизации и заливку жидкого металла в камеру прессования, удаление отливок и отходов, нанесение технологических смазок
11.16 гибкая производственная система литья под давлением 3-го уровня автоматизации; ГПС ЛПД-3: Гибкая производственная система изготовления отливок литьем под давлением, выполняющая автоматически операции гибкой производственной системы литья под давлением 2-го уровня автоматизации с дополнительным автоматическим контролем качества отливок, состояния и функционирования технических средств с их автоматизированной диагностикой и технологической подготовкой производства
11.17 комплексномеханизированная литейная линия: Совокупность литейных машин, механизмов, средств межоперационного транспортирования, предназначенная для выполнения взаимосвязанных функций в литейном процессе механизированно, без применения тяжелого ручного труда и управляемая операторами
11.18 автоматизированная литейная линия: Совокупность литейных машин, механизмов, средств межоперационного транспортирования, предназначенная для выполнения взаимосвязанных функций в литейном процессе, в которой часть управления выполняется операторами
11.19 полуавтоматическая литейная линия: Совокупность литейных машин, механизмов, средств межоперационного транспортирования, предназначенная для выполнения взаимосвязанных функций в литейном процессе, в которой выполнение отдельных операций и переходов, включая и операции управления, выполняется операторами
12. СОСТАВНЫЕ ЧАСТИ ЛИТЕЙНОГО ОБОРУДОВАНИЯ
12.01 чаша: Рабочее пространство чашечного смесителя, образованное круглым днищем и цилиндрической обечайкой, см. черт.2
12.02 каток: Дискообразное тело с горизонтальной или вертикальной осью вращения, осуществляющее в катковых смесителях разминание комьев смеси и ее перетирание под действием собственного веса, системы нагружения и (или) центробежных сил, см. черт.2
12.03 скребок: Плоская или сложной формы лопатка, закрепленная на роторе смесителя или его консолях и осуществляющая перемешивание частиц материалов, см. черт.2
12.04 отвал: Скребок, осуществляющий перемещение смешиваемого материала от центра чаши к периферии, см. черт.2
12.05 стол формовочной машины: Плоская массивная деталь формовочной машины, служащая для размещения и крепления модельной плиты с моделью, и опоки, на которой происходит уплотнение смеси
de Tisch; Platte
12.06 встряхивающий стол: Стол, совершающий движения подъема и падения при уплотнении встряхиванием, см. черт. 3
12.07 поворотный стол: Стол, движущийся вместе со встряхивающим столом, который после уплотнения выводится из контакта с последним, поворачивается на 180°, после чего отделяется модель от полуформы, обращенной плоскостью разъема вверх, см. черт.3
12.08 перекидной стол: Стол, движущийся вместе со встряхивающим столом, который после уплотнения с помощью Г-образных рычагов поворачивается вокруг горизонтальной оси на 180°, смещаясь одновременно в вертикальном и горизонтальном направлениях в положение над приемным столом, после чего осуществляется разделение модели и полуформы, обращенной разъемом вверх, см. черт.3
12.09 поворотно-перекидной стол: Стол, выполняющий движения встряхивания вместе со встряхивающим столом, который после встряхивания поворачивается при помощи рычагов и тяг на 180° относительно горизонтальной оси, одновременно смещаясь в вертикальном и горизонтальном направлениях в положение над приемным столом, после чего осуществляется разделение модели и полуформы, обращенной плоскостью разъема вверх, см. черт.4
12.10 прессовая плита: Плоская массивная деталь формовочной машины, передающая усилие прессования на прессовую колодку (при верхнем прессовании) или воспринимающая это усилие (при нижнем прессовании), см. черт.3
12.11 прессовая колодка: Массивная сменная деталь формовочной машины, закрепляемая на прессовой плите и непосредственно контактирующая с формовочной смесью при прессовании
en presser plate
12.12 прессовая траверса: Деталь формовочной машины, закрепляемая на колонне или колоннах, несущая прессовую плиту и воспринимающая усилие прессования
12.13 поворотная (прессовая) траверса: Прессовая траверса консольной или двуопорной конструкции, находящаяся в период подачи смеси в опоку вне рабочего пространства и поворачивающаяся в положение прессования перед его началом, см. черт.3
12.14 пескометная головка: Механизм пескомета, осуществляющий формирование пакетов смеси и их выброс в определенном направлении с необходимой для уплотнения скоростью
en slinger head
12.15 подвижная плита: Массивная деталь машины для литья под давлением, несущая подвижную часть пресс-формы и передвигающаяся при ее запирании по колоннам и направляющим станины, см. черт.4
de Bewegliche Aufspannplatte
12.16 неподвижная плита: —
de Feste Aufspannpatte
12.17 пресс-стакан: Сменная полая цилиндрическая деталь машины для литья под давлением, имеющая отверстие для заливки металла, в которой располагается и перемещается пресс-плунжер, запрессовывающий металл в полость пресс-формы
12.18 пресс-плунжер: —
12.19 подкокильная плита: Массивная подвижная или неподвижная плита кокильной машины, на которой закрепляются части кокиля
12.20 главная монтажная плита: Составная часть кокильной машины, предназначенная для крепления главной части кокиля непосредственно или при помощи монтажного мостика
12.21 вспомогательная монтажная плита: Составная часть кокильной машины, предназначенная для крепления остальных частей кокиля, стержней или выталкивателей
12.22 монтажная плоскость стола: Главная горизонтальная монтажная плоскость, на которой непосредственно или при помощи монтажного мостика крепят неподвижную часть кокиля или вспомогательной монтажной плиты
12.23 монтажный мостик: Устройство, при помощи которого крепят кокиль на главной монтажной плите
12.24 кокильная секция: Рабочий узел карусельной кокильной машины, предназначенный для установки кокильной оснастки
12.25 формовочный автомат: Элемент автоматической формовочной или комплексной линии, осуществляющий в автоматическом режиме все операции изготовления разовых песчаных форм
12.26 сборщик форм: Элемент формовочной или комплексной линии, осуществляющий сборку форм
12.27 кантователь: Устройство для переворачивания опок и (или) полуформ относительно горизонтальной оси на 180 или 360°
en roll-over machine
12.28 распаровщик: Устройство для отделения верхней и нижней опок друг от друга после выбивки
12.29 грузоукладчик: Агрегат для установки грузов на собранную форму перед заливкой, снятия грузов с залитых форм и передачи их на позицию нагружения
12.30 накопитель форм: Устройство транспортной системы формовочной или комплексной линии, предназначенное для накопления готовых форм для заливки, а также для компенсации сбоев ритма работы участков линии
12.31 дробеметный аппарат: Механизм, осуществляющий при помощи вращающегося ротора разгон дроби до нужной скорости и ее выбрасывание в определенном направлении
12.32 дробеструйный аппарат: Механизм, осуществляющий при помощи сжатого воздуха разгон дроби до нужной скорости и ее выбрасывание
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА РУССКОМ ЯЗЫКЕ
Автомат для выщелачивания керамики
Автомат для изготовления моделей
Автомат для изготовления модельных звеньев
Автомат для изготовления пенополистироловых моделей
Автомат для приготовления модельной пасты
Автомат литейный
Автомат формовочный
Агрегат для приготовления огнеупорного покрытия
Агрегат для хранения и транспортирования огнеупорного покрытия
Аппарат дробеметный
Аппарат дробеструйный
Аэратор надленточный
Аэратор подленточный
Аэратор формовочной смеси
Барабан выбивной
Барабан галтовочный
Барабан дробеметный
Барабан дробеметный конвейерный
Барабан непрерывного действия галтовочный
Барабан непрерывного действия дробеметный
Барабан очистной дробеметный
Барабан очистной дробеметный конвейерный
Барабан периодического действия дробеметный
Бегуны центробежные
Блок-линия формовочная
Бойлерклав для выплавки модельного состава
Вибратор навесной
ГОСТ 10580- 2006

Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ФГУП «ВНИИНМАШ») и ОАО «Научно-исследовательский институт литейных машин, материалов и технологий» (ОАО «НИИЛИТМАШ»), Межгосударственным техническим комитетом по стандартизации МТК 252 «Литейное производство»
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 30 от 7 декабря 2006 г.)
За принятие проголосовали:
Краткое наименование страны
по МК (ИСО 3166) 004-97
Код страны
по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа
по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
Федеральное агентство по техническому регулированию и метрологии
4 Приказом Федерального агентства по техническому регулированию и метрологии от 4 сентября 2007 г. № 233-ст межгосударственный стандарт ГОСТ 10580-2006 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2008 г.
5 ВЗАМЕН ГОСТ 10580-74
6 ПЕРЕИЗДАНИЕ. Июль 2009 г.
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменения — в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
1 Область применения. 3
2 Нормативные ссылки. 3
3 Термины и определения. 6
4 Классификация. 6
5 Технические требования. 8
5.1 Основные показатели. 8
5.2 Требования к сырью, материалам, покупным изделиям.. 13
5.3 Комплектность. 13
5.4 Маркировка. 14
6 Требования безопасности. 15
6.1 Требования электробезопасности. 15
6.2 Требования пожарной безопасности и взрывобезопасности. 17
6.3 Требования безопасности при обслуживании литейного оборудования. 17
6.4 Требования к применению защитных устройств. 17
6.5 Требования к органам управления, а также приборам контроля за их безопасным функционированием.. 18
6.6 Требования к устройству аварийной сигнализации. 19
6.7 Требования к нанесению знаков безопасности и применению сигнальных цветов. 19
6.8 Характеристики опасных и вредных факторов (шум, вибрация) 19
6.9 Требования по предотвращению, снижению и/или локализации опасных и вредных производственных факторов. 20
7 Требования охраны окружающей среды (экологичности) 20
8 Правила приемки. 20
9 Методы испытаний. 20
10 Транспортирование и хранение. 22
11 Условия по эксплуатации (применению, способу приготовления, техническому обслуживанию, ремонту, утилизации) 22
12 Гарантии изготовителя. 22
Приложение А. Свидетельство о выходном контроле электрооборудования. 23
ГОСТ 10580-2006
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОБОРУДОВАНИЕ ТЕХНОЛОГИЧЕСКОЕ ДЛЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Общие технические условия
Technological foundry equipment.
Дата введения — 2008-01-01
1 Область применения
Настоящий стандарт распространяется на технологическое оборудование для литейного производства, предназначенное для изготовления отливок из черных и цветных металлов и сплавов.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 4.90-83 Система показателей качества продукции. Оборудование технологическое для литейного производства. Номенклатура показателей
ГОСТ 9.014-78 Единая система защиты от коррозии и старения материалов и изделий. Временная противокоррозионная защита. Общие требования
ГОСТ 9.104-79 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Групповые условия эксплуатации
ГОСТ 9.303-84 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.306-85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 9.402-2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 12.0.002-2003 * Система стандартов безопасности труда. Термины и определения
* На территории Российской Федерации действует ГОСТ 12.0.002-80.
ГОСТ 12.1.003-83 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.010-76 Система стандартов безопасности труда. Взрывобезопасность. Общие требования
ГОСТ 12.1.012-90 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 12.1.019-79 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.007.1-75 Система стандартов безопасности труда. Машины электрические вращающиеся. Требования безопасности
ГОСТ 12.2.007.2-75 Система стандартов безопасности труда. Трансформаторы силовые и реакторы электрические. Требования безопасности
ГОСТ 12.2.007.6-93 * Система стандартов безопасности труда. Аппараты электрические коммутационные на напряжение до 1000 В. Требования безопасности
* На территории Российской Федерации действует ГОСТ 12.2.007.6-75.
ГОСТ 12.2.007.8-75 Система стандартов безопасности труда. Устройства электросварочные для плазменной обработки. Требования безопасности
ГОСТ 12.2.007.9-93 (МЭК 519-1-84) Система стандартов безопасности труда. Безопасность электротермического оборудования. Часть 1. Общие требования
ГОСТ 12.2.007.10-87 Система стандартов безопасности труда. Установки, генераторы и нагреватели индукционные для электротермии, установки и генераторы ультразвуковые. Требования безопасности
ГОСТ 12.2.007.11-75 Система стандартов безопасности труда. Преобразователи электронные полупроводниковые. Требования безопасности
ГОСТ 12.2.007.12-2004 ** Система стандартов безопасности труда. Источники тока химические. Требования безопасности
** На территории Российской Федерации действует ГОСТ 12.2.007.12-88.
ГОСТ 12.2.007.13-2000 Система стандартов безопасности труда. Лампы электрические. Требования безопасности
ГОСТ 12.2.007.14-75 Система стандартов безопасности труда. Кабели и кабельная арматура. Требования безопасности
ГОСТ 12.2.040-79 *** Система стандартов безопасности труда. Гидроприводы объемные и системы смазочные. Общие требования безопасности к конструкции
*** На территории Российской Федерации действует ГОСТ Р 52543-2006.
ГОСТ 12.2.046.0-2004 Оборудование технологическое для литейного производства. Требования безопасности
ГОСТ 12.2.049-80 Система стандартов безопасности труда. Оборудование производственное. Общие эргономические требования
ГОСТ 12.2.064-81 Система стандартов безопасности труда. Органы управления производственным оборудованием. Общие требования безопасности
ГОСТ 12.2.086-83 *** Система стандартов безопасности труда. Гидроприводы объемные и системы смазочные. Общие требования безопасности к монтажу, испытаниям и эксплуатации
*** На территории Российской Федерации действует ГОСТ Р 52543-2006.
ГОСТ 12.2.101-84 Система стандартов безопасности труда. Пневмоприводы. Общие требования безопасности к конструкции
ГОСТ 12.3.001-85 *4 Система стандартов безопасности труда. Пневмоприводы. Общие требования безопасности к монтажу, испытаниям и эксплуатации
*4 На территории Российской Федерации действует ГОСТ Р 52869-2007.
ГОСТ 12.4.026-76 *5 Система стандартов безопасности труда. Цвета сигнальные и знаки безопасности
*5 На территории Российской Федерации действует ГОСТ Р 12.4.026-2001.
ГОСТ 12.4.040-78 Система стандартов безопасности труда. Органы управления производственным оборудованием. Обозначения
ГОСТ 17.1.3.13-86 Охрана природы. Гидросфера. Общие требования к охране поверхностных вод от загрязнения
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ ЕН 1070-2003 Безопасность оборудования. Термины и определения
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 8909-75 Опоки литейные цельнолитые стальные и чугунные. Технические требования
ГОСТ 9569-2006 Бумага парафинированная. Технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 12448-80 Гидроприводы объемные, пневмоприводы и смазочные системы. Номинальные вместимости
ГОСТ 12969-67 Таблички для машин и приборов. Технические требования
ГОСТ 12970-67 Таблички круглые для машин и приборов. Размеры
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14254-96 (МЭК 529-89) Степени защиты, обеспечиваемые оболочками (код IP)
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирование в части воздействия климатических факторов внешней среды
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 16770-86 Баки для объемных гидроприводов и смазочных систем. Общие технические требования
ГОСТ 17411-91 Гидроприводы объемные. Общие технические требования
ГОСТ 18111-93 Оборудование технологическое для литейного производства. Термины и определения
ГОСТ 18460-91 Пневмоприводы. Общие технические требования
ГОСТ 21021-2000 Устройства числового программного управления. Общие технические условия
ГОСТ 21752-76 Система «человек — машина». Маховики управления и штурвалы. Общие эргономические требования
ГОСТ 21753-76 Система «человек — машина». Рычаги управления. Общие эргономические требования
ГОСТ 21829-76 Система «человек — машина». Кодирование зрительной информации. Общие эргономические требования
ГОСТ 22133-86 Покрытия лакокрасочные металлорежущего, кузнечно-прессового, литейного и деревообрабатывающего оборудования. Общие требования
ГОСТ 22483-77 Жилы токопроводящие медные и алюминиевые для кабелей, проводов и шнуров. Основные параметры. Технические требования
ГОСТ 22613-77 Система «человек — машина». Выключатели и переключатели поворотные. Общие эргономические требования
ГОСТ22614-77 Система «человек — машина». Выключатели и переключатели клавишные и кнопочные. Общие эргономические требования
ГОСТ 22615-77 Система «человек — машина». Выключатели и переключатели типа тумблер. Общие эргономические требования
ГОСТ 22789-94 (МЭК 439-1-85) * Устройства комплектные низковольтные. Общие технические требования и методы испытания
* На территории Российской Федерации действует ГОСТ Р 51321.1-2007. (МЭК 60439-1:2004).
ГОСТ 23000-78 Система «человек — машина». Пульты управления. Общие эргономические требования
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 24634-81 Ящики деревянные для продукции, поставляемой для экспорта. Общие технические условия
ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая для приборостроения. Основные размеры
ГОСТ 25347-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки
ГОСТ 25348-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Ряды допусков, основных отклонений и поля допусков для размеров свыше 3150 мм
ГОСТ 26583-85 Система технического обслуживания и ремонта технологического оборудования машиностроительных предприятий. Металлорежущее, кузнечно-прессовое, литейное и деревообрабатывающее оборудование. Порядок разработки и правила составления руководств по эксплуатации и ремонтных документов
ГОСТ 27884-93 Оборудование литейное. Ряды главных параметров
ГОСТ 30893.1-2002 (ИСО 2768-1-89) Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
ГОСТ 30893.2-2002 (ИСО 2768-2-89) Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально
ГОСТ 31277-2002 (ИСО 3746-95) ** Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью
** На территории Российской Федерации действует ГОСТ Р 51402-99 (ИСО 3746-95).
ГОСТ 31169-2003 (ИСО 11202-1995) Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Ориентировочный метод измерений на месте установки
ГОСТ МЭК 60204-1-2002 * Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования
* На территории Российской Федерации действует ГОСТ Р МЭК 60204-1-2007.
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 12.0.002, ГОСТ 12.2.046.0, ГОСТ ЕН 1070, ГОСТ 18111, а также следующие термины с соответствующими определениями:
3.1 литейное оборудование; ЛО: Машины, автоматы, установки, плавильные печи, заливочные устройства, механизмы, манипуляторы, роботы, средства транспортирования и системы управления, предназначенные для изготовления отливок.
3.2 безопасность литейного оборудования: Способность оборудования выполнять свои функции, а также иметь возможность транспортирования, сборки, демонтажа и утилизации без риска для здоровья или травматизма.
3.3 показатели назначения: Показатели, характеризующие свойства продукции, которые определяют ее основные функции.
4 Классификация
4.1 По технологическому признаку ЛО подразделяют на следующие группы:
— оборудование для подготовки материалов и приготовления смесей;
— оборудование для изготовления форм и стержней;
— оборудование для выбивки форм и стержней;
— оборудование для обрубки и зачистки отливок;
— оборудование для зачистки отливок;
— оборудование для литья в оболочковые формы;
— оборудование для литья по выплавляемым и выжигаемым моделям;
— оборудование для литья под давлением;
— оборудование для литья в кокиль;
— оборудование для центробежного литья;
— оборудование для непрерывного и полунепрерывного литья чугунных заготовок;
— оборудование для плавки и заливки.
В каждую группу ЛО входят конкретные типы оборудования.
4.1.1 Оборудование для подготовки материалов и приготовления смесей включает в себя:
— оборудование для удаления металлических включений;
— оборудование для регенерации песков;
— оборудование для сушки формовочных материалов;
— оборудование для подготовки, хранения и транспортирования формовочных материалов;
— установки для приготовления плакированных смесей.
4.1.2 Оборудование для изготовления форм и стержней включает в себя:
— автоматические формовочные линии;
— комплексные автоматические линии формовки, заливки, выбивки;
— автоматизированные стержневые линии.
4.1.3 Оборудование для выбивки форм и стержней включает в себя:
4.1.4 Оборудование для очистки отливок включает в себя:
— барабаны, столы, дробеметные камеры, дробеструйные и дробеметно-дробеструйные камеры;
4.1.5 Оборудование для обрубки и зачистки отливок включает в себя:
— оборудование для обрезки литников;
— установки для зачистки отливок абразивным инструментом;
— манипуляторы для удержания и кантовки отливок при зачистке.
4.1.6 Оборудование для литья в оболочковые формы включает в себя:
— машины для изготовления оболочковых полуформ;
— машины для склейки оболочковых полуформ.
4.1.7 Оборудование для литья по выплавляемым и выжигаемым моделям включает в себя:
— машины для приготовления модельного состава, изготовления модельных звеньев, приготовления огнеупорного покрытия;
— оборудование для формовки, прокалки, заливки, охлаждения блоков и выбивки опок;
— оборудование для отделения керамики от отливок и отливок от стояков;
— оборудование для изготовления моделей из пенополистирола.
4.1.8 Оборудование для литья под давлением включает в себя:
— машины для литья под давлением;
— манипуляторы для заливки металла, удаления отливок, смазки пресс-форм;
— гибкие модули для литья под давлением.
4.1.9 Оборудование для литья в кокиль включает в себя:
— машины для литья в кокиль;
— автоматизированные литейные линии для литья в кокиль;
— машины для литья под низким давлением.
4.1.10 Оборудование для центробежного литья включает в себя:
— горизонтальные центробежные машины;
— вертикальные центробежные машины.
4.1.11 Оборудование для непрерывного и полунепрерывного литья заготовок включает в себя автоматические линии непрерывного горизонтального литья чугунных заготовок.
4.1.12 Плавильное оборудование включает в себя:
5 Технические требования
5.1 Основные показатели
5.1.1 Показатели назначения
Номенклатура показателей назначения ЛО на оборудование конкретного типа — по ГОСТ 4.90.
Значения показателей — в соответствии с нормативным документом [техническим заданием (ТЗ) и техническими условиями (ТУ)].
Для специального ЛО и оборудования единичного производства номенклатура и показатели назначения должны быть указаны в ТУ или ТЗ на ЛО конкретных моделей.
5.1.2 Конструктивные требования
5.1.2.1 Основные параметры и размеры должны соответствовать ГОСТ 27884, стандартам или ТУ (ТЗ) на ЛО конкретных типов или моделей.
5.1.2.2 Метрические резьбы — по ГОСТ 24705.
5.1.2.3 Допуски и посадки — по ГОСТ 25347, ГОСТ 25348.
5.1.2.4 Предельные отклонения размеров с неуказанными допусками — по ГОСТ 30893.1.
5.1.2.5 Допуски угловых размеров — по ГОСТ 8908.
5.1.2.6 Неуказанные отклонения формы и расположения поверхностей — по ГОСТ 30893.2.
5.1.2.7 Шероховатость поверхностей — по ГОСТ 2789.
5.1.2.8 ЛО следует изготовлять в соответствии с требованиями настоящего стандарта, стандартов и ТУ на конкретные типы и модели по конструкторской документации, утвержденной в установленном порядке, с учетом требований заказа. Климатическое исполнение — УХЛ категория 4 по ГОСТ 15150, если иное не установлено заказом.
5.1.2.9 Нормализованные конструктивные элементы должны соответствовать действующим межгосударственным стандартам или стандартам страны-изготовителя, если иные нормы и требования не установлены в конструкторской документации и заказе.
5.1.2.10 Требования к внешней форме изделия
На наружных поверхностях ЛО не должно быть не предусмотренных чертежами выступов и выемок, раковин, царапин и других неровностей.
Детали машин не должны иметь острых кромок, углов и шероховатых поверхностей, кроме случаев, указанных в конструкторской документации (КД).
Места пересечения поверхностей не должны иметь острых кромок, за исключением случаев, предусмотренных рабочими чертежами, утвержденными в установленном порядке, или ТУ.
Градуированные поверхности деталей должны быть чисто обработаны и защищены от коррозии, а штрихи на шкалах — равномерными по толщине и длине; числовые отметки должны быть расположены над соответствующими несколько удлиненными штрихами так, чтобы середины чисел совпадали с осью штрихов.
Ободы маховичков и рукоятки должны быть полированными и не должны иметь заметных на глаз дефектов.
Масло-, водо- и воздухопроводные трубы должны быть надежно закреплены и не должны иметь заминов, острых углов, перегиба и волнистости; внутренние поверхности труб должны быть очищены от ржавчины, окалины и загрязнений.
5.1.2.11 Конструктивное исполнение составных частей
Внешние трубы электропроводки, гидро- и пневмосистемы должны следовать контурам оснований, станин, стоек и других корпусных деталей ЛО, если иные требования не оговорены чертежами.
Магистральные трубопроводы пневмооборудования должны быть смонтированы с уклоном 1:500 в направлении подачи сжатого воздуха для удаления конденсата.
Концы деталей резьбовой пары должны иметь заходные фаски, кроме случаев, когда это невозможно выполнить.
Утопленные головки винтов должны быть расположены в зенкованных отверстиях и не должны выступать над наружной поверхностью деталей. Концы винтов и шпилек не должны выступать над гайкой более чем на 1/5 их диаметра, если иные требования не установлены чертежами.
Рабочие поверхности штоков цилиндров, золотников, плунжеров и т.п. не должны иметь дефектов, снижающих их прочность, вызывающих утечку рабочей среды (энергоносителя) и повышенный износ уплотнений.
Открытые торцы валов должны выступать за плоскость охватывающей детали на размер фаски. Углубление торцов валов не допускается.
5.1.2.12 Конструктивные требования, обеспечивающие связи и взаимодействие составных частей
Обработанные поверхности деталей не должны иметь искажений профиля, забоин, вмятин и других повреждений.
Несовпадение контуров сопряженных корпусных деталей с равными номинальными размерами (составных станин, крышек с кожухами и др.) не должно быть более 2 мм, кроме корпусных деталей, имеющих необработанные поверхности, полученные литьем в песчаные формы. Несовпадение контуров более чем на 2 мм разрешается устранять снятием фасок или удалением металла по всему сечению, если при этом не ухудшаются эксплуатационные качества и внешний вид ЛО.
Обработанные поверхности деталей неподвижных соединений, определяющих точность или жесткость конструкции, должны плотно прилегать друг к другу.
В регулируемых подшипниках скольжения должен быть обеспечен запас для регулирования при последующем ремонте ЛО. Подшипники качения перед сборкой должны быть очищены от консервирующего покрытия и смазаны, если они не заправлены смазкой на предприятии-изготовителе.
Направление вращения первого элемента каждого привода машины, допускающего только одностороннее вращение (вала, шкива, муфты, зубчатого колеса и т.п.), должно быть обозначено на корпусе привода стрелкой.
Поверхности скольжения должны быть защищены от попадания расплавленного металла. Штоки цилиндров и направляющие должны быть снабжены грязесъемными манжетами. Подшипники должны быть защищены от попадания пыли.
Пневматическое оборудование следует конструировать для давления 0,50 — 0,63МПа.
Все сборочные единицы, приводимые в движение гидроприводом, должны перемещаться при всех скоростях без вибраций, резких толчков и остановок, а реверсироваться без ударов. Точность реверсирования и перебег должны соответствовать ТУ (ТЗ) или КД на конкретные модели.
В баллонах пневматических и гидравлических аккумуляторов гидроприводов давлением свыше 3 МПа должен применяться инертный газ.
Места смазки должны быть отчетливо обозначены.
5.1.2.13 Требования к гидро- и пневмооборудованию
Требования к гидро-, пневмо- и смазочным системам, бакам и резервуарам для рабочей среды должны соответствовать:
— для гидравлического оборудования — ГОСТ 12.2.040, ГОСТ 12.2.086, ГОСТ 12448, ГОСТ 16770, ГОСТ 17411;
— для пневматического оборудования — ГОСТ 12.2.101, ГОСТ 12.3.001, ГОСТ 12448, ГОСТ 18460.
Гидро- и пневмооборудование должно иметь:
— уплотнения в соединениях деталей, обеспечивающие отсутствие утечек и подсоса воздуха в систему;
— манометры для контроля давления и устройства для выпуска воздуха, устраняющие воздушные мешки (для гидрооборудования);
— предохранительные устройства, отрегулированные на давление, соответствующее данным руководства по эксплуатации для пневмо- и гидросистем, имеющие автономные насосные или компрессорные установки;
— устройства для сбора жидкости при утечке;
— таблички с соответствующими надписями у рукояток управления и лимбов;
— устройства для слива жидкости из гидрооборудования в местах возможной утечки;
— надежную за щиту от загрязнения;
— в резервуарах для жидкости насосных станций — сливной, отстойный, пеногасительный и всасывающий отсеки, указатель уровня жидкости, приемный фильтр для заливки жидкости.
Элементы гидроприводов и устройств, регулирование которых может привести к аварийному состоянию, после регулирования должны быть опломбированы.
5.1.2.14 Требования к применению покрытий
Все наружные необработанные поверхности деталей следует грунтовать, шпатлевать и окрашивать. Перед грунтовкой поверхности должны быть сухими, очищенными от коррозии, окалины, сварочных брызг, масляных и других загрязнений.
Подготовка металлических поверхностей ЛО к окрашиванию — по ГОСТ 9.402.
Окраска должна быть выполнена без заливов, неокрашенных или окрашенных в другой цвет мест.
Цвета и качество лакокрасочных покрытий ЛО — по ГОСТ 22133.
Поверхности стыка соединяемых деталей (корпусов, крышек, и т.п.) не шпатлюют. Линии разъема съемных крышек на корпусных деталях после окраски должны быть прорезаны; рваные края прорезей не допускаются.
Краска должна быть механически прочной, пожаробезопасной и стойкой против разъедающего действия смазочной и охлаждающей жидкостей.
Головки винтов, гайки, детали, соединений систем смазки и гидравлики и им подобные детали, отвинчиваемые при эксплуатации, не окрашиваются, но должны иметь антикоррозионные покрытия по ГОСТ 9.306.
Металлические и неметаллические покрытия — по ГОСТ 9.306. Условия эксплуатации металлических и неметаллических покрытий — по ГОСТ 9.303. Группы условий эксплуатации, лакокрасочные покрытия — по ГОСТ 9.104.
Группы для определения метода временной защиты, ее варианты, расконсервация — по ГОСТ 9.014. Требования к временной противокоррозионной защите — по НД, стандартам, ТУ (ТЗ) или КД на конкретные модели.
Внешние поверхности ЛО должны иметь лакокрасочные покрытия толщиной не менее 50 мкм. У ЛО, транспортируемого в разобранн;
Источник https://extxe.com/5468/litejnoe-proizvodstvo/
Источник https://otlivka.info/articles/gost-18111-93/
Источник https://mirprom.com/spravka/gost-8909-75-opoki-liteynye-celnolitye-stalnye-i-chugunnye-tehnicheskie-trebovaniya.html