Оборудование для литья по выплавляемым моделям
Литье по выплавляемым моделям — это способ получения фасонных отливок из металлических сплавов в неразъемной, горячей и негазотворной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, выплавлением или растворением При этом способе литья в пресс-формы (обычно металлические) запрессовывают легкоплавкий модельный состав (парафин, стеарин, церезин, буроугольный воск, торфяной битум, канифоль, полистирол, полиэтилен, этил-целлюлозу, жирные кислоты, озокерит и др.), который после затвердевания образует модели деталей и литниковой системы.
На рис. 1 приведен один из типовых процессов изготовления отливок (рис. 1, а) . Пресс-форму изготовляют металлической или пластмассовой, разъемной, состоящей из двух частей (рис. 1, б) . В пресс-форме выполняют каналы для литниковой системы. Расплавленный легкоплавкий сплав заливают под небольшим давлением в пресс-форму (рис. 1, в). При этом получают легкоплавкую модель точных размеров. После затвердевания модель (рис. 1, г) вынимают из пресс-формы, собирают в блоки с общей литниковой системой (рис. 1, д) и погружают в огнеупорную суспензию, состоящую из пылевидного кварца, циркона, корунда (70 %) и связующего (обладает большой клейкостью) — коллоидного раствора диоксида кремния (30 %). Затем блок моделей посыпают сухим песком и сушат на воздухе Повторяя эти операции несколько раз, получают форму толщиной 5 . . . 8 мм (рис. 1, е) .
Модели выплавляются из формы с помощью горячего воздуха (120. . .150 °С), пара или горячей воды. Для крупных отливок облицованную и просушенную форму с литниковой системой помещают в металлический жакет и засыпают песком или металлической дробью (рис. 1, ж), хотя можно заливать металл в формы и без опорного наполнителя.
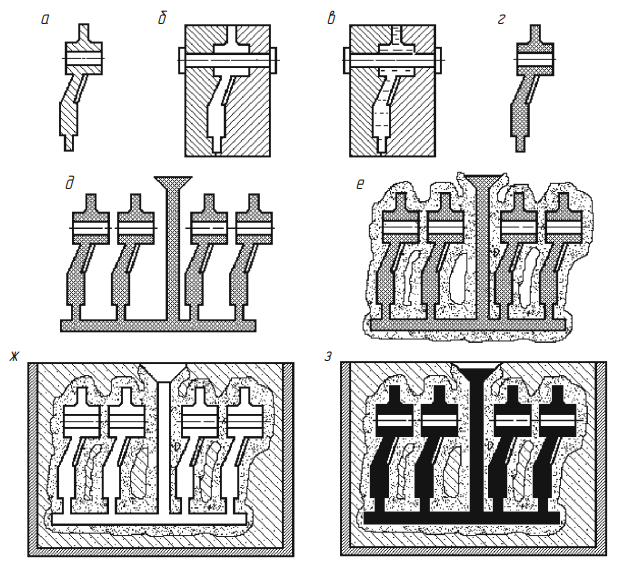
Рис. 1. Последовательность изготовления отливок литьем по выплавляемым моделям: а — будущая отливка; б — пресс-форма; в — пресс-форма, заполненная легкоплавким сплавом; г — легкоплавкая модель; д — легкоплавкие модели с литниковой системой; е — легкоплавкие модели, покрытые слоем огнеупорного материала; ж — заформованные модели; з — модели, залитые металлом
Готовую форму прокаливают до температуры 850. . .900 °С, при этом остатки легкоплавкого состава выгорают. Форма превращается в прочную керамическую оболочку. Форму заливают расплавленным сплавом (рис. 1, з) . При необходимости сплав подают в форму под действием центробежных сил.
После затвердевания металла блоки отливок выбивают из опок, отбивают керамическую корку, а из отверстий и внутренних каналов корку выщелачивают при температуре 120. . .140 °С в растворе едкого калия. Потом отливки промывают в горячей воде и после контроля отрезают литники и зачищают их остатки.

Рис. 2. Образцы сложных деталей, полученных литьем по выплавляемым моделям
Способ обеспечивает получение сложных по форме отливок массой от 2 г до 300 кг (рис. 2) со стенками толщиной от 0,3 мм из стали и жаропрочных сплавов, которые трудно обрабатывать механическим способом, с шероховатостью поверхности Ra = 6,3 . . .1,6 мкм и точностью размеров до 11-го квалитета. Размеры отливок максимально приближены к размерам готовой детали, вследствие чего за счет сокращения механической обработки снижается стоимость готового изделия.
Методом литья по выплавляемым моделям изготавливают, наряду с заготовками и деталями машиностроения, также художественные отливки, ювелирные изделия, зубные протезы и другие изделия. Этот метод можно использовать в условиях единичного (рис. 3), серийного и массового производства. Литье по выплавляемым моделям является усовершенствованным способом, применявшимся в древние времена для литья художественных и ювелирных изделий по восковым моделям.
Виды оборудования для литья по выплавляемым моделям. Оборудование выбирается в зависимости от типа производства. Последовательное выполнение работ по автоматизации операций позволило создать комплекс машин для приготовления модельной пасты и изготовления моделей без применения ручного труда.
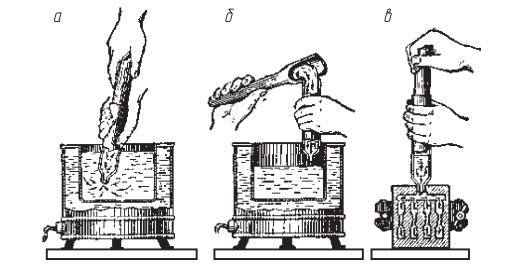
Рис. 3. Схема изготовления моделей с помощью ручного шприца в единичном производстве: а — заполнение шприца всасыванием модельного состава; б — заполнение шприца накладыванием модельного состава; в — запрессовка модельного состава в пресс-форму.
В этом комплексе автоматизированы операции расплавления, фильтрации и отстоя жидкого модельного состава; выравнивания температуры и подачи состава к мазеприготовительному агрегату; охлаждения модельного состава, насыщения его воздухом и превращения в пасту; подачи модельной пасты под давлением к шприцу автомата для изготовления моделей; поддержания постоянной температуры модельной пасты, подаваемой к шприцу; запрессовки модельного состава в пресс-форму; охлаждения моделей в пресс- форме; очистки и смазывания пресс-форм; удаления питателя; транспортирования пресс-форм и удаления моделей; поддержания постоянной температуры модельного состава во всех емкостях, трубопроводах и механизмах; контроля расхода охлаждающей мешалку воды, давления пара и сжатого воздуха.
Рассмотрим некоторое оборудование по этапам технологического процесса.
1. Машины для приготовления модельного состава
В начале технологической цепочки приготавливается модельный состав Для этого применяется автомат 61701, состоящий из устройств подачи твердых и жидких компонентов смеси, дозаторов, емкостей и смесителей. Легкоплавкие модельные составы приготовляют расплавлением составляющих на водяных или масляных банях с электрическим обогревом.
В модельный состав замешивается воздух в количестве 8 . . .12 % от объема Для этого используют шестеренные, поршневые и лопастные смесители.
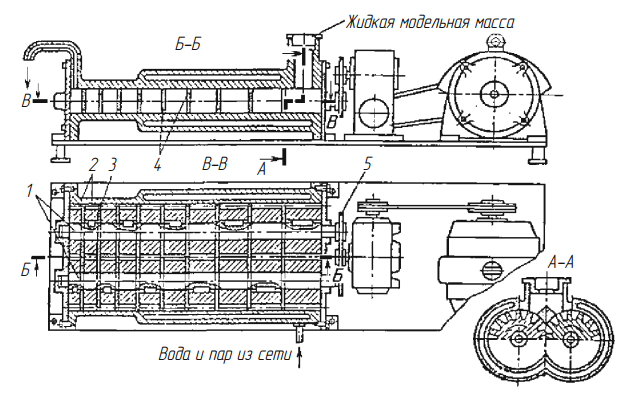
Рис. 4. Схема шестеренного смесителя для приготовления пастообразного модельного состава с воздухом: 1 — валы; 2 — колеса; 3 — перегородки; 4 — выпускное отверстие; 5 — привод смесителя
Шестеренные смесители непрерывного действия (рис. 4) имеют два вала 1, на которых смонтированы зубчатые колеса 2 . Каждая пара колес отделена от соседней перегородкой 3 . В каждой паре одно из колес свободно насажено на вал, а второе закреплено на валу на шпонке, в соседней паре — наоборот. Валы вращаются от общего привода 5 в одном направлении. Поэтому на одном валу четные, а на другом нечетные зубчатые колеса вращаются вместе с валом, приводя свободно насаженные парные колеса в движение. Смежные пары колес вращаются в разные стороны. Ширина каждой пары уменьшается в направлении движения модельного состава для создания напора и перемещения пасты. Жидкий модельный состав подается в горловину смесителя вместе с воздухом и после перемешивания первой парой колес выдавливается через отверстие 4 в перегородке 3 в соседнюю секцию, где перемешивается в обратном направлении и перемещается вверх, к отверстию 4 в следующей перегородке. В процессе перемешивания модельный состав интенсивно охлаждается, переходя в пастообразное состояние
2. Машины для заполнения пресс-форм модельным составом
На следующем этапе основным оборудованием являются машины для заполнения пресс-форм модельным составом. Основным способом является запрессовка пасты в рабочую полость пресс-форм, что обеспечивает точность модели и низкую шероховатость ее поверхностей. Пасту готовят на установках, аналогичных показанной на рис. 4 . При большой серийности модели с питателями для отливок изготавливаются на десятипозиционном карусельном автомате 61201 (рис. 5) с производительностью 400 запрессовок в час или на однопозиционном автомате 61101 производительностью 63 запрессовки в час.
Рис. 5. Карусельный десятипозиционный автомат модели 61201А для изготовления модельных звеньев в механизированных пресс-формах
После затвердевания модельного состава пресс-форма автоматически раскрывается, модель выталкивается в ванну с холодной водой, откуда по водяному конвейеру направляется на участок сборки моделей. Модели хранят либо в холодной проточной воде, либо в термостатах Одновременно с изготовлением модели отливки изготавливают модели элементов литниковой системы: стояка и воронки.
В единичном, мелкосерийном и серийном производстве модели изготовляют в неавтоматизированных пресс-формах на установке 6А54 — пресс-формы заполняются шприц-машиной (рис. 6) или ручным шприцем, после чего ставятся на десятипозиционный карусельный стол.
Шприц-машины для изготовления восковых моделей бывают С-образной конструкции и с четырьмя направляющими.

Рис. 6. Шприц-машина с четырьмя направляющими
Они производятся с усилиями смыкания пресса от 150 до 1000 кН с рабочим пространством под пресс-форму стороной от 360 до 1020 мм.
Управление процессом запрессовки модельной массы осуществляется системой управления на базе программируемого логического контроллера (ПЛК) и может быть выполнено в трех вариантах в зависимости от степени сложности системы управления и особенностей производства и поставленных задач:
- Стандартная система управления, где ПЛК управляет только режимом впрыска модельной массы и ее температурой посредством последовательного срабатывания различных систем шприц- машины. С этой системой управления впрыск модельной массы происходит только с одной скоростью Переналадка на каждую новую пресс-форму выполняется вручную.
- Упрощенная электронная система управления. В этом варианте система управления оснащается черно-белым сенсорным экраном интерфейса оператора для управления машиной и обеспечивает одноступенчатое управление давлением, скоростью и ускорением потока при запрессовке Переналадка при смене детали происходит автоматически вызовом соответствующей программы.
- Полностью электронная система управления. Наиболее полная версия системы управления шприц-машиной предназначена для изготовления сложных моделей с разной толщиной сечений и/или керамическими стержнями (например, моделей турбинных лопаток). В этом варианте система управления комплектуется цветным сенсорным экраном интерфейса оператора и обеспечивает многоступенчатое управление давлением, скоростью и ускорением потока массы для предотвращения поломки хрупких керамических стержней во время запрессовки массы. Система обеспечивает графическое отображение на экране давления и скорости потока модельной массы, хранение до 4000 программ, выполнение самодиагностики системы и вывод сообщений о неисправностях для облегчения обслуживания.
3. Оборудование для подготовки оболочек и осуществления литья
Следующий этап технологического процесса реализуется с помощью оборудования для сборки моделей в гирлянды. Скрепление может выполняться в кондукторе, механическим способом, спаиванием. Во многих случаях сборка выполняется вручную.
Для приготовления огнеупорного покрытия литейной формы применяют установку 63431 или агрегат 662А, который непрерывно готовит суспензию из пылевидного кварца, этилсиликата, воды и ацетона. Выпускается также агрегат 63501 для хранения и транспортировки огнеупорного покрытия.
Нанесение огнеупорного покрытия (рис. 7) на модельные блоки осуществляется в автоматах 64105 и 64106 погружением блоков в емкость с клейким составом, а затем — в псевдокипящий слой песка (через слой песка снизу пропускается сжатый воздух; песчинки разделены воздухом, и блоки погружаются в песок без значительного сопротивления; размер зерен 0,25 мм, а для первого слоя — до 0,16 мм) или в автоматах 64104 и 64107 — пескосыпами.
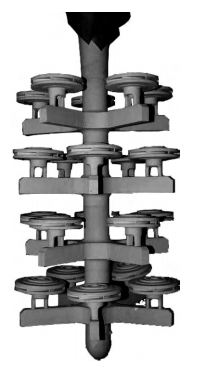
Рис. 7. Модельные блоки с нанесенным на них огнеупорным покрытием
Сушка слоев (их бывает от 2 до 7; создают стенку толщиной более чем 8 мм) огнеупорного покрытия производится в установке непрерывного действия 6А84 на подвесном конвейере или в установке периодического действия 683 воздействием теплого воздуха, потом в среде, насыщенной аммиаком. На третьей стадии выветривается форма. Затем надо удалить модель из оболочки. Выплавление модельного состава произвотся горячей водой в ванне, а в крупносейном и массовом производстве — на установке 64511 или паром в бойлерклаве модели 64501 или аналогичном (рис. 8). Применение бойлерклава требует выполнения ручных операций. Поэтому его следует использовать лишь там, где из-за больших потерь форм или модельного состава другие способы неприемлемы.
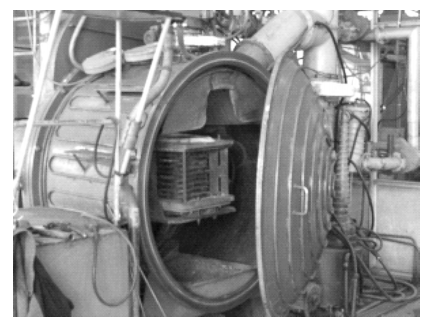
Рис. 8. Бойлерклав для выплавления модельного состава
В бойлерклаве за счет быстрого набора (в течение 3 . . . 4 с) в рабочей камере температуры и давления пара до 0,6 МПа расплавление воска в первую очередь происходит по границе раздела «воск — керамика», прежде чем начнется объемное расширение модельной массы в форме. Благодаря этому сводится к минимуму растрескивание керамических форм. Вторым фактором, снижающим вероятность растрескивания керамических оболочковых форм в результате объемного расширения модельной массы, является то, что высокое рабочее давление пара в камере сжимает керамическую форму снаружи, противодействуя ее растяжению из-за объемного расширения модельной массы.
Керамические формы прокаливают для удаления из них влаги и остатков модельного состава, наличие которых привело бы к браку Для этой цели применяются печи: электрическая 66103 или газовая 66102.
Заформовка керамических форм в ящики с дробью или песком производится на формовочном столе 66231. В крупносерийном и массовом производстве для формовки, прокаливания, заливки блоков и охлаждения отливок применяются линии 66001 и 66002 (рис. 9).
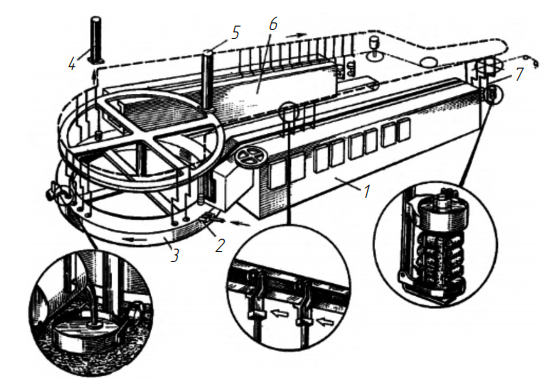
Рис. 9. Агрегат для прокаливания, формовки, заливки металлом, выбивки и охлаждения отливок: 1 — печь с газовым подогревом; 2 — форсунки для подачи сжатого воздуха в «кипящий» слой песка; 3 — заливочная карусель; 4, 5 — вытяжная вентиляция; 6 — ограждение; 7 — подвесной конвейер.
Заливка форм расплавленным металлом выполняется как обычно. Выбивка отливок из ящиков с дробью производится на установке 66232 или подобной. Отделение керамики от отливок производится пневматическим вибратором на установке 67101 или др. Применяется также дробометная очистка.

Рис. 10. Автоклав производства компании LBBC Technologies (Великобритания) для удаления керамических стержней
Остатки керамического покрытия из труднодоступных мест отливки удаляют выщелачиванием (промыванием отливок в теплом растворе щелочи) в установках 6Б95 и 67 501. Для этого применяются и автоклавы, аналогичные показанному на рис. 10. Обрубка, очистка, контроль и исправление дефектов производятся обычными методами
Точное литьё по выплавляемым моделям ювелирам

Технология точного литья по выплавляемым моделям представлена наиболее широко распространённой методикой производства ювелирных (золотых) украшений. Ежегодно посредством технологии — точное литьё по выплавляемым моделям, обрабатываются значительные объёмы сплавов каратного золота. Важным фактором в этом деле являются машины литья ювелирных изделий, соответствующие стандартам эффективности и качества для крупномасштабного производственного оборудования.
- 1 Краткие исторические сведения по технологии
- 2 Точное литьё по выплавляемым моделям — основной процесс
- 3 Машины под точное литьё по выплавляемым моделям
- 3.1 Тип #1: Центробежные литейные машины
- 3.2 Тип #2: Факельные плавильные машины
- 3.3 Тип #3: Плавильные машины сопротивления
- 3.3.1 Техника плавления сопротивлением
- 3.3.2 Система плавления сопротивлением
- 3.4.1 Использование керамических тиглей
- 3.4.2 Момент сброса и центростремительная сила
- 3.4.3 Механически обработанный графит
- 3.5.1 Принципиальные отличия конструкций
- 3.5.2 Особенности проведения плавки металла
- 3.5.3 Эффективность литья тонких профилей
Краткие исторические сведения по технологии
Историческая практика мира отмечалась широким использованием связанного процесса — точного литья по восковым моделям. Современная техника точного литья по выплавляемым моделям применялась в промышленности относительно короткий период времени.
Так, использование процесса точного литья по восковым моделям в области зубного протезирования 1907 года достаточно долго не касалось других применений.
Только в конце 1930-х годов производители ювелирных изделий освоили процесс точного литья по выплавляемым моделям. А для накопления технологического опыта потребовалось ещё несколько десятилетий.
Нужно отметить: процесс, используемый теперь в ювелирном производстве, в малой степени обязан инженерному точному литью по выплавляемым моделям. Технологии, используемые в этих двух областях, развивались практически независимо. В настоящее время ювелирное литьё переживает эпоху значительных изменений.
Представляется вероятным, что период последних нескольких десятков лет эмпирической разработки материалов и оборудования подходит к концу. Ожидается, что процесс будет развиваться на лучшей технической основе, чем это имело место до некоторых времён.
Точное литьё по выплавляемым моделям — основной процесс
Отправной точкой для изготовления ювелирного литья выступает мастер-модель детали, обычно изготовленная из металла с высочайшим стандартом детализации и отделки. Исходя из мастер-модели, производится негативная форма для изготовления расходных штампов.
Для этого традиционной процедурой видится вулканизация сплошного спрессованного крепа вокруг мастер-модели. Здесь применяется нагрев и давление с последующим разделением матрицы и удалением путём резки хирургическим скальпелем.
Двухкомпонентные штампы (матрицы), сделанные таким путём, позволяют воспроизводить сложные конструкции с пустотами, путём впрыскивания расплавленного воска под низким давлением. При этом упругий креп допускает удаление моделей без каких-либо искажений.
Другими рабочими материалами матричной модели являются:
- литые эластомеры,
- литые эпоксидные смолы,
- легкоплавкие сплавы.
Жёсткие или металлические матрицы допустимо использовать при более высоких давлениях ввода воска, чем это допускают пластичные материалы. Так получают точные мельчайшие детали.
Если же требуются значительные производственные циклы, образцы готовят в металлических штампах путём литья пластмасс под давлением. Восковые модели устанавливаются в большом или малом количестве в зависимости от требований производства и мощности литейной машины.
Для настройки используются различные методы. Однако наиболее распространённым для массового производства считается радиальное прикрепление моделей с помощью коротких литников к тяжёлому центральному фидеру.

После настройки (образцы) шаблоны помещаются в форму и включаются во вложение. Почти все вложения для ювелирных изделий основаны на комбинациях гипса и кремнезёма, которые смешиваются с жидкими суспензиями, с водой и составляются таким образом, чтобы схватываться примерно через 10 минут после начала смешивания.
Твёрдые блочные формы являются общим правилом. Многократные процедуры вложения с внутренними и вспомогательными вложениями не используются в практике литья ювелирных изделий.
Большинство литейных форм изготавливаются в цилиндрических жаропрочных металлических контейнерах. Воздух, захваченный на поверхности образцов, удаляется до начала схватывания, благодаря чему пресс-форма остаётся под вакуумом, достаточным для вскипания воды в смеси.
Набор форм депарафинизируют при низкотемпературном нагреве, либо на воздухе, либо на пару, после чего обжигают до температуры от 700 до 800°C, чтобы вулканизировать вложение и сжечь остатки углерода.
Перед литьём ювелирные формы обычно охлаждают до температуры 300-700°C в зависимости от температуры литья используемого сплава и характера образцов в форме.
Машины под точное литьё по выплавляемым моделям
Вкладываемые формы ювелирного типа не поддерживают простую гравитационную укладку.
- Комбинация закрытых моделей с огнеупором с низкой проницаемостью,
- Воспроизводство мелких деталей и деликатных участков.
- Относительно небольшие размеры расплавов.
- Низкий гидростатический напор.
- Низкое термическое содержание металла.
Все указанные моменты исключают возможность простой гравитационной укладки.
Следовательно, точное литьё металла в шаблон почти всегда выполняется в какой-либо форме литейной машины. Основная функция литейной машины — применение давления к расплавленному металлу с целью полного проникновения в форму с последующим заполнением.
Давление может также использоваться для осуществления переноса расплавленного металла в кристаллизатор из тигля, если такой компонент является частью машины для отливки.
Центробежная сила, давление или вакуум, или комбинация таких состояний, используются для выполнения отмеченных выше двух функций. Машины для литья также могут оснащаться средствами для плавления металла, тигля или топки, где металл расплавляется внешней горелкой.
На более сложных машинах предусмотрены вспомогательные функции:
- индикация и регулирование температуры расплава,
- регулирование атмосферы,
- регулирование давления разливки.
Рассмотрим существующие типы машин для отливки золотом и другими металлами, которые активно применяются ювелирными мастерами.
Тип #1: Центробежные литейные машины
Центробежные машины для литья ювелирных изделий, по сути, достаточно сложно поддаются характеристике центробежных систем. Здесь форма не вращается вокруг своей оси, а установлена на одном конце уравновешенного рычага, вращение которого создаёт необходимое давление для выталкивания металла в форму. Такие литейные машины изначально оснащались пружинным приводом.

Современные конструкции центробежных машин для литья почти всегда приводятся в движение на скоростях до 300 об/мин. Более совершенные аппараты имеют регуляторы скорости вращения (крутящего момента).
Вращение механическим приводом обеспечивает постоянную скорость и гарантирует, что центростремительное усилие продолжится до момента, пока металл не затвердеет.
Кроме того, исключается возможность обратного хода. В отличие от машин для литья с пружинным приводом, низкая скорость взлёта может сопровождаться увеличением скорости.
Так уменьшается вероятность турбулентности и обеспечивается максимальное уплотнение металла внутри формы. Пружинное вращение, в любом случае, нецелесообразно для машин под литьё большой емкости, которые способны отливать до 7 кг 18-каратного золотого сплава.
- Горелка.
- Электрическое сопротивление.
- Высокочастотная индукционная плавка.
Все эти конструктивные вариации используется на машинах центробежного литья. Существует несколько машин большой ёмкости, где металл плавится в обычном тигле в отдельной печи.
Причём тигель с расплавленным зарядом передаётся в несущую подставку на машине непосредственно перед выпуском литейного рычага. Однако прямое плавление на машине является наиболее распространённой практикой.
Тип #2: Факельные плавильные машины
Плавление горелкой осуществляется в плоскодонных тиглях, закрытых крышкой на переднем конце, где имеется центральное отверстие. Через отверстие металл переносится в форму для литья (картинка ниже).
Тигли для плавления горелкой обычно отливаются в глиноземных огнеупорных материалах и, если такие тигли защищены от механических повреждений, срок службы исчисляется многими годами.

На современном этапе технологического совершенства значительное внимание уделяется конструкции факельных плавильных машин для обеспечения:
- эффективной плавки,
- плавного переноса расплава в форму,
- предотвращения тангенциальных потерь при ускорении консоли разливочной машины.
Несмотря на то, что неглубокая конфигурация тигля для источника нагрева способствует быстрой плавке, такая конфигурация также может способствовать окислительному расходу или газовой абсорбции в результате большой открытой поверхности расплавленного металла.
Однако, опытные плавильщики, использующие эффективную горелку, не испытывают затруднений в производстве газосодержащих и свободных от оксидов расплавов при получении любого ювелирного сплава.
Городской газ, природный газ, пропан или ацетилен используются в качестве топлива для горелок в сочетании с воздухом или кислородом под давлением. Факельное плавление (горелкой) сопровождает существенный технический недостаток, однако.
Заключается недостаток в том, что регулирование температуры и защита расплава от окисления невозможны. Подготовка металла в оптимальных условиях для литья зависит от квалификации оператора. Применение вакуума или инертной атмосферы исключается.
Тип #3: Плавильные машины сопротивления
Использование плавки золота сопротивлением ограничено двумя типами литейных машин. Один тип использует горизонтальную цилиндрическую печь с проволочной обмоткой.
Конструкция оснащается цилиндрическим графитовым тиглем с загрузочным отверстием на одном конце и заливочным отверстием на другом. Печь жёстко закреплена на прямой литейной консоли, а пресс-форма закреплена на ступенчатой скользящей пластине.
Термопара, установленная в канавке на внешней стенке тигля, позволяет контролировать температуру печи. Закрытая конструкция графитового тигля обеспечивает чистые безгазовые расплавы при температуре плавления до 1000°C.
Машина сопротивления, однако, имеет ограниченную производительность, максимум около 620 г сплава золота 18 карат. Кроме того, плавление происходит медленно, трудно наблюдать за состоянием плавления, а рычаг приводится в движение пружиной.
Техника плавления сопротивлением
Машина для плавления сопротивлением, представляющая большой интерес для ювелиров, выпускается в диапазоне размеров с максимальной вместимостью 18-каратного золота от 200 до 2000 г.
Первоначально разработанная для применения в стоматологии, эта система уникальна тем, что здесь используется углерод стойкий нагрев. Перенос металла выполняется путём наклона, благодаря центробежной конфигурации.
Печь имеет трубчатую форму с вертикальной осью для плавки, вращающейся на цапфах с переводом в горизонтальное положение для разлива. Печь устанавливается на краю горизонтального поворотного стола с механическим приводом. Конструкция несёт противовес или вторую печь на противоположном краю.
Сначала форму помещают жерлом вниз над верхом плавильного тигля и фиксируют на месте. Когда металл расплавляется, поворотный стол изменяет местоположение, расцепляющее устройство освобождает печь, которая переводится в горизонтальное положение с последующим заполнением формы.

Наклон в горизонтальное положение контролируется масляной приборной панелью, чем обеспечивается плавный перевод металла внутрь формы, по сравнению с другими системами.
Металл может быть расплавлен в графитовом или керамическом тигле, прикреплённом внутри керамического вкладыша к трубчатому элементу сопротивления.
Применительно к ювелирным сплавам, практического ограничения температуры плавления не существует. Условия плавления неизбежно снижаются и являются вполне удовлетворительными для нормальных цветных золотых сплавов.
Однако для случаев сплавов белого золота, в частности мягких сплавов с высокой температурой плавления, существует опасность захвата вредных примесей:
что приводит к серьёзной тепловой коррозии и явному охрупчиванию.
Система плавления сопротивлением
Температура печи может контролироваться термопарой, расположенной между резистивным элементом и футеровкой печи. Но при такой конфигурации может существовать значительная разница между указанной и фактической температурой металла.
Система плавления сопротивлением демонстрирует удовлетворительное применение центробежного принципа для литья ювелирных изделий:
- Комфортные условия плавления.
- Возможен некоторый контроль температуры расплава.
- Достигается плавный, контролируемый перенос металла.
- Стоимость оборудования невысокая.
Недостатками такого типа машин являются:
- Ограниченная максимальная вместимость,
- Невозможность загрузки крупногабаритного лома.
- Медленное плавление.
- Ограниченный срок службы нагревательного элемента.
Плавление сопротивлением обеспечивает плавный центробежный перенос металла, по сравнению, к примеру, с индукционной плавкой. Однако это преимущество видится не актуальным в будущем, при условии сохранения технологии статического литья на первых позициях.
Тип #4: Высокочастотные индукционные машины
В настоящее время машины центробежного литья индукционной плавкой явно выделяются из всех типов машин для литья ювелирных изделий. Высокочастотные индукционные плавильные машины продаются многими производителями Европы, США, Китая.
По сути, все эти конструкции напоминают системы с встроенным клапаном на водяном охлаждении или твердотельные генераторы с номинальной мощностью от 3 до 18 кВт на коротко выдвинутых катушках.
Плавка происходит в вертикально тиглях, как правило, установленных на жёстком уравновешенном силовом центробежном отливном рычаге, вращающемся в горизонтальной плоскости.
Ёмкость плавления варьируется от 150 г до 5 кг 18-каратного сплава золота. Считается, что слабым местом большинства таких машин является механизм переноса металла из тигля в кристаллизатор.
Это обусловлено тем, что стенки тигля наклонены наружу на несколько градусов от вертикали, и в верхней части стороны предусмотрено отверстие для слива, обращённое наружу от центра вращения и совмещённое с центром горловины горизонтальной формы.
Использование керамических тиглей
В случае керамических тиглей, половина тигля со стороны отверстия для заливки может быть покрыта цельным литым колпаком. Но в случае более широко используемых графитовых тиглей, отверстие для заливки представляет собой полукруглое углубление в верхнем крае, которое покрыто свободно переносимой плоской крышкой.
Когда центробежный рычаг приводится в движение, центростремительная сила заставляет расплавленный металл подниматься вверх по наклонной стенке тигля, противоположной центру вращения. Подъём происходит до момента, пока не достигнуто разливочное отверстие, через которое металл быстро сбрасывается внутрь формы.

Очевидно, что имеется только небольшая составляющая центростремительной силы, чтобы заставить металл подниматься по стенке тигля, но как только металл достигает разливочного отверстия, к нему внезапно прикладывается полная сила. Момент сброса сопровождается быстротечностью и высокой турбулентностью.
Момент сброса и центростремительная сила
Если центростремительная сила высока, такое состояние может привести к чрезмерному захвату воздуха в металлическом потоке. Эффект способен вызвать значительную и нередко дефектную пористость в отливках.
Если воздух захвачен металлом и затвердевание происходит быстро, как это обычно бывает, времени для вытеснения воздуха из полости кристаллизатора может не хватить, прежде чем начальная сплошная металлическая оболочка сформируется на стенках кристаллизатора.
При более медленном затвердевании металла внутри отливки центробежное действие приводит к тому, что пузырьки воздуха задерживаются под поверхностью отливок в точках, обращенных к оси вращения.
Поэтому видится важным, чтобы какая-то форма управления скоростью, которая позволяет прогрессивное приложение центробежной силы, применялась на машинах индукционной плавки.
Если на машине индукционной плавки есть контроль температуры, это может быть сделано при помощи радиационных пирометров или погружаемых термопар.
На показания пирометра могут влиять оксидные плёнки на поверхности расплава, пары или неэффективное перемешивание при радиочастотном плавлении. Термопары могут пострадать от паразитных токов, а срок службы оболочки часто слишком короткий.
Таким образом, оба способа управления имеют ограничения, но оптическая пирометрия намного проще для использования с тиглем, который должен перемещаться, и на котором трудно организовать электрические соединения.
Механически обработанный графит
Плавление цветных золотых сплавов обычно происходит внутри механически обработанного графита или электропроводящих тиглях из карбида биликона.
При использовании очень высокочастотных токов, подключение к металлической шихте не слишком эффективно. При использовании тигля в качестве токоприемника достигается более эффективное плавление.
Использование графитовых тиглей также обеспечивает определенную степень защиты атмосферы над расплавом. Правда, для сплавов с высоким содержанием основного металла этого недостаточно для предотвращения окисления.
Поэтому большинство машин имеют оборудование для введения инертной (восстановительной) атмосферы над тиглем.
Используемая атмосфера может включать:
- природный газ,
- азотно-водородные смеси,
- аргон.
С последним газом могут возникнуть трудности, если в составе аргона содержится влага. Может произойти восстановление водяных паров в графитовом тигле, что приведёт к абсорбции водорода в расплав с последующим появлением газовой пористости в отливах.
Тип #5: Статические плавильные машины
Простые статические машины для литья под давлением воздуха или пара использовались параллельно с центробежными машинами для литья зубных коронок несколько дольше, чем литьё ювелирных изделий коммерческим способом.
Эти машины были пригодны только для разливки небольших расплавов, изготовленных в верхней части формы. Раннее коммерческое литьё ювелирных изделий осуществлялось преимущественно с помощью центробежных машин.
Для производства ювелирных изделий в небольших масштабах впервые в Соединённых Штатах начали появляться простые статические машины. Вместе с тем было ограничено использование более крупного оборудования того же общего типа для литья изделий утолщённого сечения.
Принципиальные отличия конструкций
Принцип всех этих машин состоял в следующем: форму помещали на жаропрочную прокладку на плоском столе над отверстием, соединённым с вакуумным насосом. Вакуум прикладывали к основанию формы во время заливки расплавленного металла.
Низкое давление в полости пресс-формы вызывало атмосферное давление, заставляющее металл проникать в пресс-форму, а заполнению способствовало уменьшение амортизационного эффекта воздуха в полости пресс-формы.
Методы, пусть даже эффективные для отливки небольших форм или тяжёлых секций, непригодны для отливки ювелирных изделий в промышленных масштабах. Только в 1970 году коммерческое оборудование для литья по выплавляемым моделям стало доступным для производителей.
Процесс, правильно описанный как «литьё под давлением с применением вакуума», а не как «литьё под вакуумом», достаточно прост. Используется перфорированная литьевая колба с тяжелым фланцем на верхнем или входном конце расплавленного металла. Пресс-формы заливаются обычным способом с одним входом литника в полость.
Машина плавильная статическая состоит из цилиндрической литейной камеры, достаточно большой, чтобы вместить самую большую используемую форму, которая имеет открытый верх с фланцем, соответствующим фланцу на колбе. Камера отливки установлена внутри вакуумной полости большого объёма, изолирована от этой полости быстродействующим клапаном большого диаметра.

Вакуумная камера снабжена простым манометром. Атмосферный воздух откачивается из полости роторным насосом.
Особенности проведения плавки металла
Металл плавится независимо в любой подходящей тигельной печи, и, когда необходимо выполнить отливку, вакуумная полость откачивается при закрытом клапане, горячая литейная форма помещается на фланец камеры литья, оснащённой термостойкой прокладкой.
Расплавленный металл просто выливается внутрь формы вручную, вакуумный клапан открывается на мгновение, прежде чем поток металла касается поверхности формы. Этот метод даёт хороший результат при производстве больших объёмов мелких ювелирных изделий.
Также видится подходящим для отливок больших размеров, слишком тяжёлых для производства на центробежных машинах. Недостатками являются стоимость специально разрабатываемых контейнеров, сложность точной установки или извлечения этих контейнеров из разливочной машины при температуре до 700°C.
Тем не менее, производители оборудования внедрили несколько разработок, направленных на упрощение и экономичность эксплуатации. Методы литья под вакуумом работают хорошо в руках опытных операторов.
Эффективность литья тонких профилей
Но всё еще существует противоречие относительно эффективности методов для литья тонких профилей. Это связано с тем, что правильное литьё под давлением, пожалуй, более важно, чем при центробежном литьё, а время открытия вакуумного клапана относительно разливки металла имеет первостепенное значение.
По этой причине были разработаны автоматические машины, где полость пресс-формы заранее откачивается вместе с пресс-формой в герметичной камере. Это, пожалуй, самые сложные литейные машины, существующие в настоящее время.
Конструкция имеет полностью закрытую камеру для литья. Разливочное отверстие в крышке камеры закрыто на дне плавильной печи, которая снабжена нижним тиглем для разлива, закрытым сверху графитовой пробкой, несущей термопару.

Плавление в больших машинах происходит посредством индукции средней частоты. Простой перенос расплавленного металла из тигля в кристаллизатор контролируется. Осуществляется контроль достижением либо требуемой температуры металла, либо парциального давления в литейной камере.
Контроль на современных машинах
В автоматических машинах недавней конструкции:
- индукционная катушка,
- тигель,
- механизм выпуска металла,
полностью заключены в отдельную металлическую вакуумную камеру, что позволяет осуществлять полный вакуум или плавку и разливку в инертной атмосфере.
Также разрабатываются машины, где индукционная катушка и пресс-форма заключены в одну вакуумную камеру. Разливка обычно осуществляется путём наклона тигля с помощью внешних элементов управления.
В простейшем случае давление разливки устанавливается путем вакуумирования камеры во время плавления и последующего воздействия атмосферного давления в момент заливки металла в форму.
Большинство сплавов золота с низким содержанием карата не рекомендуется плавить при низких давлениях. Для таких сплавов используются машины с полной вакуумной камерой. Используется обратная закачка инертным газом до парциального давления, достаточного для устранения улетучивания легирующих элементов.
В этом случае возможность применения полного вакуума к основанию пресс-формы в момент литья является решающим преимуществом.
Тип #6: Гибридные плавильные машины
Разработка центробежных индукционных плавильных машин заключалась в том, чтобы использовать плавильную катушку и литейную консоль в вакуумной камере. Этот шаг привёл ко многим проблемам проектирования. Плавильные машины значительно подорожали, но улучшение качества отливок осталось под вопросом.
Поэтому назрело несколько иное решение — применение вакуума в донной области литейных форм, в то время как отливка осуществлялась обычными центробежными методами. Обусловлен подход тем, что вакуумом вытягиваются «вредные» газы из кристаллизатора до того момента, когда поступает металл.
Давление атмосферы на металл способствует заполнению пресс-формы. Однако маловероятно, что какой-либо «вредный» газ останется присутствовать в правильно созданных формах для вложений.
Вакуум не прикладывается к основанию кристаллизатора до тех пор, пока не начнётся вращение литейного рычага. Таким образом, не происходит существенной продувки пресс-формы перед входом металла, и в лучших случаях только частично вакуум достигается до затвердевания металла.
Понятно, что одним из факторов в процессе литья по выплавляемым моделям является то, что воздух или газ должны вытесняться из невентилируемой полости пресс-формы через инвестиционный материал с низкой пористостью под давлением расплавленного металла.
Существует достаточно практических доказательств того, что помощь со стороны центростремительной силы или атмосферного давления и гравитации достаточна для преодоления этой проблемы.
Благоприятные результаты (если таковые имеются) сложного вращения и неэффективной вакуумной помощи не оправдывают усложнение и стоимость таких гибридных машин.
При помощи информации: TheGoldSmiths
Литье по выплавляемым моделям — технология
Издавна литьё по выплавляемым моделям пользовалось популярностью. С помощью данной технологии выливались пушки, колокола, античные скульптуры. Технологии сегодняшнего дня значительно усовершенствовались. Они дают возможность сделать детали, которые отличаются сложными конструкциями, малым весом, не требуют механической доработки.

Технология
Этот метод используется для производства изделий из разных сплавов. Обеспечивается показатель качества до ±0,005 мм на каждые 25 мм поверхности. Указанная точность позволяет изготавливать изделия, которые не требуют дополнительной обработки. Залог успешности технологического процесса в том, что модель производится из быстро плавящегося вещества. Используется парафин, воск, канифоль либо их смесь.
Технологический процесс состоит из действий:
- Производство модели:
- под модель берётся специальная форма из гипса, пластмассы, стали либо чугуна;
- в нее заливается вещество образующее модель;
- необходимо дождаться его полного застывания;
- после этого специальная форма открывается, восковая модель вынимается и помещается в емкость под прохладную воду.
- Сборка моделей в блоки:
- для производства качественного изделия модели собираются в простые и сложные блоки, в каждый из них может войти от 2 до 100 штук;
- для увеличения прочности в блочную конструкцию устанавливают алюминиевые стойки;
- их покрывают слоем модельного вещества до 25 мм;
- блочные конструкции объединяются в литниковую систему.
- Нанесение на модель огнестойкой оболочки:
- блок собранный из нескольких моделей помещается в емкость, где находится суспензия из керамики (кварцевая пыль, мелкие фракции шамота) и связывающего компонента (этилово силикатного раствора);
- на протяжении суток он сушится в естественной среде, это время можно сократить до 40 минут под воздействием аммиака;
- таким образом, на указанный блок поочередно наносится 46 слоёв огнезащитной оболочки, с тщательной просушкой каждого из них;
- завершенная модель в огнезащитной оболочке помещается в нагретую воду 90°С;
- за несколько минут модельное вещество растает и всплывет на поверхность воды, где оно собирается для следующего применения.
- Подготовление формы к заливке:
- пустая оболочка промывается в воде и сушится в шкафу на протяжении 2 часов при 200°С;
- сухая оболочка выставляется вертикально в жаростойкую опоку и по краям уплотняется кварцевым песком, помещается в печь на 2 часа при 950°С;
- в печи испаряется оставшаяся влага, остатки модельного состава выгорают, оболочка спекается с огнеупорным материалом, повышая прочность;
- расплавленный металл заливается в прокаленную горячую форму.
- Охлаждение отливки:
- после того, как отливка остыла — оболочка разрушается;
- изделие очищается от ее остатков, для чего поддается химической очистке;
- далее изделие промывается водой и подвергается окончательной сушке.
В итоге, оно подлежит для проведения термической обработки и снятия контрольных мерок. Таким образом изготавливаются отливки необходимого размера и конфигурации.
Литниково-питающая система при литье по выплавляемым моделям
Ее особенности заключаются в следующем:
1. Этот метод продолжительное время используется в литейном производстве, дает возможность делать сложные конструкции, упрощает процесс производства. Система состоит из:
- воронки для литья;
- опоры;
- питателей и зумпфа.
При заливке — струя делится в зумпфе, что уменьшает температурное воздействие. Это положительно влияет на качество отливки. Она применяется в машиностроении и других отраслях промышленности.
2. Могут проявиться следующие недостатки:
- гидродинамический удар способен создать трещины в керамической форме;
- увеличение струи литья может разрушить оболочку;
- завихрения струи могут спровоцировать отслоение элементов и их попадание в структуру готового изделия.
Для предотвращения этого разработано техническое решение по разделу струи горячего металла, что оберегает общую конструкции от преждевременного разрушения.
3. Правильное соотношение между преимуществами и недостатками такой конструкции при осуществлении литья понизит негативное воздействие на 40%. Для этого необходимо сделать следующее:
- модель производится из обычных материалов; на форму наносится определенное количество слоев, защищающих ее от температурного воздействия;
- каждый слой после нанесения должен высохнуть на 100%;
- в период заливки расплавленного металла плавно увеличивается струя.
Это все приводит к увеличению прочности оболочки и понижению воздействия на нее. Простое решение при литье по выплавляемым моделям приводит к использованию системы в промышленных масштабах. Что значительно удешевляет стоимость готовой продукции.

Изготовление выплавляемых моделей
Для этого применяются легкоплавкие составы, которые состоят из парафина, церезина, воска и других компонентов. Эти составы должны иметь свойства:
- температура плавки 60–81,6 °С;
- стабильная линейная усадка и расширение должны свестись к минимуму;
- хорошая текучесть материала;
- хорошая прочность и твердость в застывшем состоянии;
- не прилипать к поверхности, минимальное образование золы;
- не вступать в химические реакции с огнеупорными материалами пресс-формы; отсутствие вредных паров во время нагревания;
- многократное применение;
- малая стоимость комплектующих материалов.
Сущность заключается в том, что модельный материал должен собой заполнить все элементы формы и не допустить ее повреждения. А впоследствии, не нанеся ущерба вытечь из формы, освободив место для металлической заливки.
Операции получения отливки
Существуют особенности литья по выплавляемым моделям при производстве подобных изделий. К ним относятся:
- Расплавленный металл заливается равномерно и постепенно. Это даёт возможность сделать выплавляемые детали с гладким и точным покрытием, которое не будет нуждаться в механической доработке.
- Литьё должно иметь необходимую температуру, для каждого материала она разная.
- Время заливки расплавленного состава будет зависеть от сложности будущей конструкции. Важно это делать постепенно, однако не затягивать процесс слишком долго.
- Чтобы выплавить качественное изделие необходимо осознавать, что тонкие детали кристаллизуются и остывают быстрее чем массивные элементы.
- Чтобы литьё остывало равномерно, форму оснащают специальным теплообменником в виде элементов с повышенной проводимостью тепла. Это может быть чугун либо графит.
- При охлаждении литьё передает свою температуру на форму неравномерно, на ее внутренней стороне температура не отличается от остывающей заготовки.
- Выбивка выплавляемой продукции производится после окончания процесса кристаллизации и полного остывания. Спешка может негативно сказаться на качестве изделия.
Благодаря выплавляемым моделям есть возможность сделать своими силами деталь любой сложности. Это дает возможность усовершенствовать производство необходимых предметов.
Плюсы и минусы процесса
Литьё по выплавляемым моделям имеет свои преимущества:
- отсутствие разъема в форме приводит к повышению точности литья;
- простота действий и дешевизна рабочего процесса;
- возможность сделать огромное разнообразие форм для отливки;
- широкий диапазон размеров и массы отливок;
- дает возможность получить сложные конструкции из любых сплавов;
- высокая точность изделия и чистота поверхностного слоя может исключить необходимость последующей механической обработки;
- оболочка легко разрушается;
- отливки хорошо очищаются от ее остатков.
Присутствуют и недостатки:
- требует осторожности в ходе проведения технологического процесса литья;
- длительность рабочего процесса подготовки формы;
- данное производство является рентабельным только при его массовом применении;
- необходимость проветривания в помещении;
- следует строго придерживаться технике безопасности;
- работа с расплавленным металлом требует особого внимания.
Как видим, литьё по выплавляемым моделям обладает достаточным количеством преимуществ, по этой причине оно широко применяется в различных отраслях машиностроения.
Цеха для литья по выплавляемым моделям находятся во многих самодостаточных заводах. Это позволяет делать качественные детали с большой точностью в короткие сроки, экономя денежные средства.
Источник https://extxe.com/2995/lite-po-vyplavljaemym-modeljam/
Источник https://zetsila.ru/%D1%82%D0%BE%D1%87%D0%BD%D0%BE%D0%B5-%D0%BB%D0%B8%D1%82%D1%8C%D1%91-%D0%BF%D0%BE-%D0%B2%D1%8B%D0%BF%D0%BB%D0%B0%D0%B2%D0%BB%D1%8F%D0%B5%D0%BC%D1%8B%D0%BC-%D0%BC%D0%BE%D0%B4%D0%B5%D0%BB%D1%8F%D0%BC/
Источник https://prompriem.ru/litejnoe-proizvodstvo/po-vyplavlyaemym-modelyam.html