Монтаж магистральных газопроводов полное руководство
Монтаж магистральных газопроводов из стальных труб осуществляется в определенной последовательности, включающей в себя, разгрузку труб, их укладку, сварку, испытание, изоляцию. До начала работ по разгрузке секций труб и монтажу магистральных газопроводов из стальных труб необходимо отрыть траншею для укладки трубопровода, при необходимости необходимо спланировать полосу вдоль трассы для раскладки секций труб, а также дорогу для подъезда автомобилей трубовозов (плетевозов).
Для перевозки стальных труб для газопроводов используют автомобили длиномеры со специальными стойками-ограничителями (кониками), оборудованные специальными ложементами с выемкой под трубу, а между трубами размещают мягкие прокладки из рубероида, отходов бризола и т.д.
При разгрузке труб необходимо уделить особое внимание исправности монтажных приспособлений, правильности строповки труб и их перемещение на стреле крана-трубоукладчика.
Разгрузка газовых труб
Работу по выгрузке секций газовых труб на трассе выполняют в следующем порядке:

- развозят и раскладывают вдоль траншеи инвентарные подкладки;
- заранее обозначают колышками место остановки трубовоза с трубами;
- подгоняют кран-трубоукладчик к середине секции;
- наводят траверсу с клещевыми захватами или длинные стропы на трубу;
- подцепляют трубу и приподнимают ее над ложементами трубовоза на высоту 0,5 м;
- дают сигнал плетевозу, и он переезжает к следующему месту разгрузки, кран-трубоукладчик перемещает секцию к месту раскладки;
- укладывают секцию на деревянные подкладки под углом к оси траншеи, кран-трубоукладчик переезжает к следующей секции.
Сварка магистральных газопроводов
До начала сварки стыков стальных труб необходимо:
- проверить правильность сборки и центровки стыка;
- подготовить сварочное оборудование и отрегулировать его работу. Сварочная установка должна быть снабжена пусковым регулирующим реостатом и измерительными приборами, обеспечивающими непрерывный контроль за ее работой;
- проверить исправность изоляции электропроводов и электрододержателей, а также плотность всех контактов.
Внутреннюю и наружную поверхности труб, прилегающих к кромкам, следует очистить до металлического блеска на ширину не менее 10 мм.
Сварку секции магистральных газопроводов выполняют одновременно два электросварщика на двух стыках. Сначала первый электросварщик производит электроприхватку не менее чем в шести местах по периметру трубы (длина шва 70—80 мм, высота 4 мм).
Читайте также: Скользящая опора для трубопроводов — применение, виды, размеры
Затем он снимает с помощью трубоукладчика звенный центратор и приступает к сварке корневого слоя шва, которую производит постоянным током обратной полярности электродами марки УОНИ 13/45 диаметром 2—3 мм при токе 110—140 А, Угол наклона электрода в сторону движения составляет 14—15° к вертикали.
Сваренный корневой слой очищают от шлака ручной шлифовальной машиной, в которой абразивный круг заменен металлической щеткой. Для сварки среднего промежуточного слоя сварщик применяет электрод УОНИ 13/45 диаметром 4 мм.
Отрегулировав сварочный ток регулятором ДРТ-300М, первый сварщик варит шов до тех пор, пока ему не подаст сигнал второй сварщик, полностью заваривший к этому моменту предыдущий стык. По этому сигналу первый сварщик переходит на следующий стык и приступает к его прихватке.
Одновременно второй сварщик занимает место первого и Сваривает стык до конца, после чего сварочную установку перемещают в направлении следующего стыка на 24 м.

Монтаж магистральных газопроводов
Изолированные секции стальных труб длиной 24 м, разложенные на берме траншеи, краном-трубоукладчиком опускают в траншею, где их на лежках собирают в плеть методом наращивания. Укладку трубопровода ведут поточным методом с шагом 192 м в такой технологической последовательности:
- планируют дно траншеи и рытье приямков;
- осуществляют строповку секций и опускают их в траншею;
- проводят центровку секций, их прихватку и укладку на инвентарные лежки;
- сваривают стыки трубопроводов и изолируют их;
- освобождают инвентарные лежки;
- укладывают трубопровод на основание траншеи;
- подбивают уложенный трубопровод грунтом.
Работы по сварке труб в траншее
Работы по сборке секции стальных газовых труб в траншее производят на инвентарных лежках в следующем порядке:
- секцию стропят с помощью траверсы с клещевыми захватами и перемещают к месту укладки;
- зачищают конец уложенной ранее на инвентарные лежки трубы шлифовальной машиной, в которой абразивный круг заменен металлической щеткой;
- надевают на трубу не затягивая звенный центратор (предназначен для центровки торцов труб диаметром от 108 до 1420 мм перед сваркой стыков и представляет собой шарнирный многогранник из звеньев и нажимных роликов, стягиваемых винтовым механизмом);
- опускают секцию в траншею, заводят в звенный центратор, по щупу устанавливают зазор, затягивают звенный центратор и начинают электроприхватку;
- планируют одновременно дно траншеи и отрывают приямок для укладки следующей секции;
- зафиксировав стык электроприхватками, секцию укладывают на инвентарную лежку, снимают центратор и освобождают траверсу;
- освобождают в конце смены инвентарные лежки по всей длине захватки, а сваренную плеть опускают на дно траншеи.
Читайте также: ТРУБНЫЙ ПРОКАТ В ТАШКЕНТЕ
Изоляция стыков трубопровода
Антикоррозионную изоляцию стыков стального трубопровода в траншее можно выполнять только после гидравлического испытания трубопровода и исправления дефектов.
До начала изоляции стыков необходимо доставить к месту работ грунтовку и битумную мастику, а также приготовить инвентарь и инструменты.
Рабочие-изолировщики должны пройти инструктаж по технике безопасности и правилам эксплуатации битумоплавильного котла ИСТ-ЗБ, иметь соответствующую спецодежду и допуск к работе.
Работы по изоляции стыков стальных трубопроводов в траншее выполняются в следующем порядке:
- устанавливают у места изоляции грунтовку, приготовленную из расплавленного битума любой марки путем его растворения в ацетоне или бензине Б-70 в соотношении 1:3 по объему или 1:2 по массе и доставленную в закрытых емкостях на трассу, а также битумоплавильный котел с готовой битумной мастикой;
- очищают поверхность трубы от грязи, окалины и ржавчины на ширине 0,25 м по обе стороны стыка;
- срезают кромки заводской изоляции под углом 30°;
- наносят слой грунтовки малярной кистью сразу после очистки поверхности трубы;
- готовят рулонный изоляционный материал;
- наносят битумную мастику в горячем виде (температура 150—160 °С) после высыхания грунтовки «до отлипа»;
- обертывают стык по слою мастики стеклохолстом так, чтобы он погружался в мастику, наносят второй слой битумной мастики и обертывают стык бризолом;
- производят обертку стыков рулонными материалами с нахлесткой витков и соответственно с заходом на заводскую изоляцию на 2—3 см.
Комплект для изоляции и заделки стыков труб ППУ: видео

Монтаж теплотрасс осуществляется с помощью стальных труб с теплоизоляционным слоем из пенополиуретана. В разрезе таких труб видны три слоя: внутренний – рабочая труба из стали, затем идет толстый изолирующий пенополиуретана (ППУ), а снаружи находится слой оцинкованной либо полиэтиленовой оболочки.

Теплоизоляция защищает магистральный трубопровод от тепловых потерь при установке подземным и наземным способом, увеличивает срок эксплуатации труб до 30 лет и снижает расходы на ремонт теплотрасс в 3 раза.
Важное условие для достижения этих свойств – надежная изоляция стыков ППУ труб – участков соединения двух элементов трубопровода. В месте соединения двух участков трубопровода теплоизоляционный слой отсутствует, из-за чего инженерная конструкция становится уязвимой и требует дополнительной термозащиты. Для надежной изоляции мест соединения ППУ труб используют несколько типов изоляции.
Заделка стыков труб в ППУ изоляции
Содержание
Читайте также: Теплоизоляция полипропиленовых труб ГВС: все о выборе и укладке
Обязательный этап возведения теплотрасс – теплоизоляция стальных труб. Защитная оболочка предотвращает тепловые потери подземных, наземных трубопроводов, продлевает срок их службы, сокращает затраты на ремонт в три раза.
ППУ изоляция представляет собой теплоизоляционное покрытие из пенополиуретана, закрытое сверху оцинкованным или полиэтиленовым слоем. В местах, где соединяются трубы, в заводской комплектации ППУ-покрытие отсутствует. Изоляцию стыков производят во время строительства трубопроводов.








Способы изоляции поперечных швов при стыковке труб с изоляционным покрытием
При строительстве трубопроводов независимо от типа применяемого изоляционного покрытия актуальнейшей проблемой остается защита поперечного сварного шва, как с внутренней, так и с внешней стороны. Общая защита шва не должна уступать по своим свойствам нанесенным внешним и внутренним изоляционным покрытиям. Применение термоусадочных манжет для внешней изоляции сварных стыков труб трубопроводов с внешним 2- и 3-слойным полиэтиленовым покрытием является в настоящее время наиболее передовой технологией при проведении изоляционных работ.
Для этих целей разработана целая гамма термоусаживающихся изоляционных материалов марки «Тиал». Оригинальность данной системы заключается в том, что она предусматривает подбор материала для любого типа покрытия трубопровода.
Преимущества изоляционного покрытия «Тиал» заключается прежде всего в возможности их применения в суровых климатических условиях, в устойчивости к высоким нагрузкам грунтов и ультрафиолетовому облучению, в химической стойкости к различным реагентам.
Благодаря применению эпоксидного праймера применение материала «Тиал» позволяет создать как двухслойное, так и трехслойное покрытие.
При монтаже термоусаживающих манжет «Тиал-М» применяется технология «мокрого» праймера, что позволяет сократить время на установку манжеты. За счет уникального адгезийного (клеевого) слоя достигается высокая степень сцепления и повышенная устойчивость к отслаиванию.
Материалы «Тиал» поставляется в удобной упаковке и готовы к применению: манжеты «Тиал-М» имеют длину в соответствии с диаметром трубопровода, укомплектованы замковыми пластинами «Тиал-ЗП», длина замковой пластины определяется шириной манжеты «Тиал-М» и ленты «Тиал-Л». Она предназначена для «замыкания» в «кольцо» (вокруг зоны сварного стыка труб) мерного отрезка термоусаживающей ленты. Манжеты «Тиал-М» укомплектованы также праймером и комплектом инструмента для нанесения изоляции. Изоляция двух стыков осуществляется следующим образом: нанесение термоусаживающей манжеты на сварной стык двух труб; тепловая обработка нанесенной манжеты.
При этом манжета плотно охватывает зону сварного стыка, повторяя рельеф сварного шва.
Термоусаживающиеся материалы «Тиал» в зависимости от цели применения разделяются на следующие виды: «Тиал-М» — термоусаживающая манжета для антикоррозионной защиты сварного шва предварительно изолированных стальных трубопроводов Ø 57-1420 мм. Верхний полиэтиленовый радиационно-химически модифицированный слой обладает свойством термоусадки, на него нанесен термоплавкий клеевой слой из композиции сополимера этилена с винилацетатом, обладающий высокой адгезией и сопротивлением к отслаиванию; «Тиал-Л» — термоусаживающая лента для базовой изоляции трубопроводов и антикоррозионной защиты отводов, переходов, тройников и других деталей трубопровода. Лента имеет двухслойную конструкцию (полиэтиленовая основа и термоплавкий адгезив), что дает возможность применять его с жидким праймером, образуя трехслойную антикоррозионную защиту, изоляция производиться методом спиральной намотки.
«Тиал-Р», «Тиал-З» — ремонтные материалы для восстановления нарушенного заводского полиэтиленового покрытия трубопровода. Ремонтная заплата «Тиал-Р» представляет собой двухслойную конструкцию, состоящую из высокопрочного полиэтилена и клеевого слоя — севилена с вплавленой в него армирующей стеклосеткой.
Покрытия на основе термоусаживающих лент «Тиал» прошли испытания на соответствие ГОСТ Р 1164-98, ГОСТ Р 51164-98, DIN 30672, сертификацию по международному стандарту качества DIN ЕN ISO 9001: 2000-12. Эти покрытия выбраны , ОАО «НК Роснефть» и «ТНК-ВР» как основной изоляционный материал при реализации своих проектов на территории России. Работы по использованию термоусаживающих манжет «Тиал» можно проводить в трассовых условиях.
При сборке труб под сварку необходимо применять наружные центраторы. Прихватки необходимо наносить равномерно по периметру стыка после нанесения и просушки шликера МК-5 на соединяемые кромки изнутри трубы перед их стыковкой (сваркой).
Если трубы имеют внутреннее силикатно-эмалевое покрытие, то для обеспечения антикоррозионной защиты сварного стыка изнутри сборка труб осуществляется следующим образом: на внутреннюю поверхность трубы наносится шликер (эмаль МК-5); нанесенный шликер должен высохнуть; торцы свариваемых труб прижимают друг к другу; сварка по фаске производится обычным способом; под действием энергии сварки внутри трубы формируется антикоррозионное покрытие по всей поверхности контакта соединяемых труб.
Режимы сварки стыкового соединения должны обеспечивать полное оплавление ранее нанесенного на внутреннюю поверхность труб (торец) высохшего слоя эмалевой фритты (шликер МК-5).
Читайте также: Обжимные фитинги VALTEC для металлопластиковых и PEX труб
Предлагаемые технологии антикоррозионной защиты сварных швов позволяют трубопроводам работать долговечно и надежно.
Методы заделки стыков
Способ монтажа стыков ППУ зависит от:
- метода строительства теплотрассы (подземного, наземного, канального и бесканального);
- расчетного срока эксплуатации;
- рабочего давления;
- температуры рабочей среды;
- наружного изоляционного покрытия.
Виды заделки стыков ППУ:
Муфтовый
Метод применяют при заделке стыков ППУ труб в системах ответственного назначения. Помимо этого, муфты используют в трубопроводах с трудоемким возведением и агрессивными условиями эксплуатации. В их числе системы, построенные подземным бесканальным путем.
Муфта – термоусадочная манжета цилиндрической формы. Материалом для детали служит радиационно-сшитый полиэтилен.
Манжеты имеют чуть больший диаметр, чем трубы, и при нагревании герметично схватывают стыковый отрезок трубопровода. После термической обработки в пространство под муфтой заливают жидкий полиуретан. После этого отверстие для подачи состава заделывают.
Скорлуповый
«Скорлупа» – полиуретановые полуцилиндры. Изделия фиксируют на трубах бандажами или мастиками и в образовавшуюся форму подают полиуретан. После этого стык герметизируют липкой поливинилхлоридной лентой, подвергнув ее нагреванию.
Метод позволяет равномерно распределить заливаемый материал. Скорлупа проста в установке, ее монтаж не требует длительной подготовки. Элементы выпускают с разной толщиной, в том числе усиленной, способной выдержать предельно низкие температуры.
Скорлуповую заделку применяют при наземном, подземном бесканальном строительстве теплопроводов.
Заливочный
Метод используют с трубопроводами, проложенными подземным канальным, бесканальным или надземным путями.
Заливка подразумевает применение оцинкованного кожуха из стали, отвальцованного или обычного. В отверстия между ним и трубой подают ППУ-смесь. Отверстия для подачи закрывают крышками на самонарезающих винтах. Гидроизолирующим слоем служит термоусаживаемая лента, которая сплавляется с кожухом посредством нагревания газовой горелкой.
Заливочный способ изоляции надежнее скорлупового, но уступает по прочности муфтовому.
Материалы
Основной материал для изоляции – пенополиуретан, разновидность пластмассы. 85-90% ППУ занимает газ, сформированный в ячейки, остальные 10-15% – их тонкие стенки. Утеплитель заливают тонким слоем, достаточным для низкой теплопроводности. К другим свойствам материала относят:
- влагостойкость;
- ударопрочность;
- малый вес;
- невосприимчивость к гниению, воздействию микроорганизмов;
- устойчивость к механическим повреждениям.
ППУ создают на рабочей площадке путем смешения двух жидкостей – полиола и полиизоцианата.
Скорлупы производят из вспененного пенополиуретана. Поверхность изделий – гладкая, форма точно подогнана под геометрию трубы. Помещенная под землю, изоляция не впитывает влагу, не теряет теплоизоляционных качеств. Изготовленное согласно ГОСТ 30732-2001, покрытие выдерживает температуры от -180 °С до +130 °С, кратковременно – до +150 °С. Две скорлупы соединяются замком типа «шип-паз», который не допускает проникновение холода внутрь соединения.
Читайте также: Как подключить саморегулирующийся греющий кабель, заделка концевых частей
Муфты изготавливают из радиационно-сшитого полиэтилена, устойчивого к коррозии, воде, парам, газам, кислым и щелочным средам. Материал усаживается по мере увеличения температуры, уменьшаясь почти до размеров трубы. Регламентирующий документ – государственный стандарт 30732-2006. Термомуфты работают при температурах -70 °С. +70 °С.
Порядок выполнения изоляционных монтажных работ
Правила выполнения монтажных работ аналогичны для каждого метода изолирования стыков:
- Перед изоляцией места соединения труб необходимо проверить и освидетельствовать сварной шов, состыковать кабели системы ОДК, убедиться, что эта система функционирует;
- Наиболее благоприятной для проведения работ считается температура окружающей среды выше «минус» 100 С, сухая погода;
- Стальную трубу нужно зачистить блеска;
- Со стыков труб счищается теплоизолирующий слой глубиной в 15 — 20 см, выполняется обезжиривание;
- В случае использования муфты, ее необходимо центрировать, установить, выполнить отверстия, залить при помощи пенопакета;
- В случае использования скорлупы, она устанавливается первоначально, далее термолента или кожух из оцинкованной стали (то, что используется в данном конкретном случае);
- Для проверки результата заделки стыка согласно п.4.22 документа ГОСТ 30732-2006 используют опрессовку (давление — 0,05 МПа, длительность — 5 мин.).
Технология изоляции стыков
О процессе заделки стыков рассказано на примере муфтового метода.
Подготовка к работам
Перед началом работ сварные швы соединяемых труб проверяют неразрушающими методами, либо гидравлическими испытаниями. На трассах, оборудованных системой оперативного дистанционного контроля изоляции (ОДК), соединяют сигнальные проводники, измеряют параметры работы системы.
Изоляцию соединений не проводят при отметке термометра ниже -15 °С, дожде, снеге. Допустимо ограждение зоны работ укрытием, которое исключает попадание влаги на материалы для монтажа.
Герметизация стыков
- Трубы очищают от грязи, следов ржавчины, в случае сильного загрязнения – промывают водой.
- С ППУ-оболочки растворителем убирают следы жира, поверхность зачищают наждачкой и снова обезжиривают. При минусовой температуре – нагревают газовой горелкой до +30 °С…+50 °С.
- Муфту надевают на стык, центрируют относительно оси труб.
- По центру оболочки сверлят два небольших отверстия диаметром до 25 мм, через которые будут заливать полиуретан.
- Пропановой горелкой нагревают до +80 °С участок трубы на месте стыка, куда после этого клеят прогретую защитную ленту – по одной на арматуру.
- Муфту смещают в сторону стыка, помещая отверстие сверху.
Контроль качества
- После того, как муфта остыла до +40 °С, опрессовкой проверяют герметичность заделки.
- На края муфты наносят мыльный раствор. В течение пяти минут в отверстие для заливки закачивают воздух под давлением до 0,4 бар. Дефекты соединения выявляют по образованию мыльных пузырьков.
- Неплотно заделанные места еще раз прогревают горелкой, повторяют испытания. Если термическая обработка не помогают, муфту герметизируют адгезивной или мастичной лентой, покрывают термоусаживающимся полотном.
Как только ППУ-оболочка остывает, проводят повторную проверку герметичности.
Теплоизоляция
- В заранее проделанные отверстия заливают пенополиуретан, закрывают их дренажными пробками. Течь пены говорит о заполнении пространства.
- После того, как пена затвердела, пробки снимают, поверхность муфты чистят от пены, отверстия обрабатывают режущими инструментами, заваривают ПЭ-пробками, зачищают углошлифовальной машиной с полировочным диском.
- Проверяют целостность проводов, сопротивление изоляции системы ОДК. На муфту наносят дату проведения работ.
© ЗСПА — детали трубопроводов, 2021 Поставка трубопроводной арматуры по России и СНГ
Установка изоляционного слоя для стыка
Перед началом соединительных работ необходимо подготовить трубы. Для этого, перед осуществлением сварки стыков на один конец трубы необходимо установить изолирующую муфту определенного диаметра. При этом важно не нарушить защищающий слой на поверхности гидроизоляции труб из ППУ. Работы проводить необходимо постепенно и осторожно. После аккуратной установки муфты можно приступить к стыковке труб и их дальнейшему свариванию.

По окончании сварочных процессов следует испытать сварные швы на плотность. Далее, необходимо произвести объединение линий для системы дистанционного контроля, которое также необходимо проверить на надежную целостность всех подключений.
Выполнив гидроизоляцию стыков можно начинать установку тепловой изоляции.
Ручная дуговая сварка трубопровода это
Современная технология сварки трубопроводов предполагает применение ряда методов, основанных на термическом, комбинированном термомеханическом или чисто механическом приёмах обработки материалов.
К термическим методам относится газовая сварка, плазменная, электродуговая, лазерная и другие виды сваривания. С их помощью, в частности, осуществляется такая обязательная операция, как сварка опоры трубопроводов.
К комбинированным методам относится контактно-стыковая сварка и сваривание с использованием эффекта магнитного управления. К чисто механическим способам можно причислить малоизвестную сварку трением.
Трубопроводы могут быть металлическими, пластиковыми или из композиционных материалов. Технологию сварки выбирают с учетом особенностей материала и условий прокладки трубопровода.
Электродуговая технология

При прокладке стальных магистральных трубопроводов особо востребована автоматическая электродуговая сварка, организуемая с использованием специальных флюсовых добавок. Однако этот способ сварки трубопроводов может применяться только в условиях, когда зона стыка перемещается относительно электрической дуги (за счёт вращения труб).
- При невозможности применения механизированных подходов чаще всего прибегают к ручному методу электродуговой сварки.
- Особенность этого способа – использование различных положений сварочной зоны, которые на профессиональном сленге называют «нижним», «вертикальным» или «потолочным».
- Добавим, что в этом случае движение электрода по периметру стыка с постоянной скоростью осуществляется самим сварщиком, то есть вручную.
- При использовании защитных газов (в случае аргонодуговой сварки) возможно множество вариантов, отличающихся по следующим характерным признакам:
- по виду используемого защитного газа (аргон, углекислота, а также разные их комбинации);
- по типу применяемого электрода, который может быть плавящимся, вольфрамовым или неплавящимся;
- по уровню механизации работ (ручное сваривание или сварка в автоматическом режиме).
Электродуговая сварка с привлечением защитных газов востребована при работах на трубопроводных магистралях, производимых со сменой пространственного положения свариваемых заготовок и электрода.
Скорость ручной обработки трубопровода в этом случае не превышает 8-30 м/ч, а механизированной – 20-60 м/ч. При реализации этих методов возможно применение порошковой проволоки, обеспечивающей формирование газовой среды или флюса, необходимых для защиты рабочей зоны.
Нормативная документация
Основной документ, регламентирующий порядок проведения сварки труб при монтаже магистральных трубопроводов – это «Строительные нормы и правила», на базе которых утверждены и действуют такие нормативы, как СП 105-34-96, СНиП 3.05.02.88, а также ГОСТ 16037.
В приведённых выше документах затрагиваются следующие вопросы:
- порядок проведения квалификационных экзаменов операторов сварочных процедур;
- основные положения, касающиеся подготовки труб к сварке, техники их правки, текущего ремонта и способов отбраковки;
- общий порядок сваривания трубных заготовок с последующим монтажом крепящей арматуры;
- используемые для сварки трубопроводов электроды;
- методы сплавления, с учётом их привязки к погодным (климатическим) условиям;
- требования к применяемым расходным сварочным материалам.
Для повышения производительности электродуговой сварки в полевых условиях применяются системные методы их организации с использованием специальных форм (технологических карт). В этих учётных формах содержится полный перечень сведений и указаний по проведению типовых сварочных операций.
В нормативных документах также оговариваются виды трубных изделий, применяемых при прокладке магистральных трубопроводов.
Особенности маркировки и виды трубных изделий
- Современные магистральные трубопроводы, включая распределительные газопроводы, как правило, сооружаются на основе бесшовных труб, которые свариваются с образованием прямого или спирального видов соединений.
- Трубные изделия того или иного диаметра и назначения изготавливаются из различных типов низколегированных сталей, отличающихся составом примесей, в конечном счёте, определяющих их рабочие характеристики.
- Так, распределительный газопровод низкого давления из-за особенностей перекачиваемого по нему носителя сваривается на основе труб, изготавливаемых из специальных низкоуглеродистых сталей.
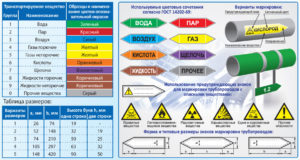
Готовые к применению трубы перед укладкой маркируются особым образом, причём после этой процедуры участок с клеймом обводится краской. На определённом удалении от клейма посредством несмываемой краски наносятся данные о диаметре и толщине стенок трубного изделия.
Изделия импортного производства изготавливаются по зарубежным стандартам (АРI), подразделяющим их по типу шва на уже рассмотренные выше типы (бесшовные, с прямым или спиралевидным швом).
Согласно этим стандартам используемые при их изготовлении стали объединяются в категории, различающиеся пределами текучести материала.
Подготовка среза
Монтаж трубопроводов начинается с подготовки свариваемых частей, включая придание нужной формы торцам трубных заготовок. Линии их срезов должны полностью совпадать и соответствовать по своей форме применяемому методу сваривания.

- Для трубных изделий диаметром до 520 мм допускается проведение операций по доработке срезов (торцевание, снятие фаски и шлифование) непосредственно в полевых условиях.
- При укладе труб большего диаметра такая обработка осуществляется в заводских условиях с привлечением фрезерных механизмов, станков абразивной резки и шлифовального инструмента.
- Для создания прочного сварного соединения в первую очередь следует удалить из полостей труб скопившиеся в них частички грязи, снега и грунта, а после тщательно зачистить кромки и прилегающие к ним участки на ширину не менее 1-го см.
- Обычно трубы поступают к месту их укладки с уже готовой разделкой кромок, подготовленной для сварки трубопровода в ручном режиме, производимой обычными покрытыми электродами.
Для трубопроводов с заготовками диаметром один метр разделка кромок производится с учётом необходимости формирования внутреннего корневого шва. При прокладке трубопроводов распределённого типа трубы допускается сваривать без их предварительной разделки.
Однако в этом случае имеются определённые ограничения, касающиеся вида рабочих операций (только ручная сварка) и толщины стенок трубных заготовок, которая не должна быть более 4-х мм.
Обустройство стыков трубных изделий

При сборке трубопроводов необходимо позаботиться о правильном расположении стыков труб. Подготавливаемые стыки должны располагаться строго перпендикулярно к оси трубопровода (отклонение не должно быть более 2-х мм).
Радиальный зазор в стыковой зоне должен быть одинаков во всех точках окружности. Относительное смещение срезов заготовок не должно превышать заданную ГОСТом величину.
Помимо этого, смешение имеющихся на заготовках продольных швов на заданных расстояниях не должно превышать трети длины окружности (для трубных заготовок диаметром до100 см).
Если не выполняется хотя бы одно из этих требований, то следует провести дополнительное обследование металлических трубных изделий на данном участке прокладки. Как правило, такое тестирование трубопровода проводится с использованием ультразвуковой контрольной аппаратуры.
Сварка опорных элементов

- Опоры трубопроводов обеспечивают правильность ориентации прокладываемой нитки в пределах занимаемого конструкцией пространства, а также позволяют равномерно распределить нагрузку на фундаментное основание.
- Возможные варианты сварки опор существенно различаются по ряду признаков, важнейшими из которых являются их конструктивное исполнение (обычные или подвесные) и характер фиксации (подвижные или неподвижные).
- В отличие от обычных элементов подвесные опорные конструкции монтируются на уровне, находящемся выше трубопроводной оси.
- При подвесном варианте монтажа трубы могут фиксироваться на вспомогательных элементах конструкций (перекрытиях, ограждающих плитах и тому подобное) и обеспечивают подвижный тип крепления.
- При этом всё сооружение в целом имеет возможность ограниченного смещения по двум степеням свободы – поперёк или вдоль оси прокладываемого трубопровода.
Читайте также: Правила выбор сварочного инвертора
В отличие от них неподвижные опорные элементы обеспечивают жёсткую фиксацию выделенного участка в границах опорной зоны конструкции. Они применяются как при обустройстве систем надземного типа, так и при монтаже подземных трубопроводов, сооружаемых в отсутствии специальной канальной прокладки.
Для реализации подвесного варианта крепления трубопроводных систем могут применяться сборные металлические эстакады двух типов: в балочном или ферменном исполнении.
В состав первого из них могут входить траверсы, балки, переходные мостики и ограждения, тогда как во втором варианте исполнения используются сами фермы и усиливающие конструкцию элементы жёсткости.
Применение газосварки
Газовая сварка широко применяется в самых различных областях хозяйственной деятельности, предполагающих эксплуатацию трубопроводов самого различного типа (при обустройстве бытового водопровода, в частности).
Для практического осуществления этого процесса потребуется смесь кислорода с другими видами горючего газообразного вещества, в качестве которых обычно применяются пропан, бутан, ацетилен или водород.
В отдельных случаях для проведения сварки газом в качестве основного состава используется инертный аргон, вступающий в реакцию окисления с кислородом.

Помимо этого, при монтаже бытового трубопровода следует побеспокоиться о наличии требуемого количества расходного материала – сварочной проволоки и флюса.
Эти два компонента относятся к категории присадочных материалов, которые подбираются по принципу соответствия их химического состава материалу свариваемых заготовок.
Прокладка пластиковых труб
Не стоит забывать, что трубопроводы могут быть пластиковыми. В последнее время водопроводы повсеместно делают из полиэтиленовых труб.
Полиэтилен низкого давления высоких марок применяют для прокладки напорных водопроводов, газопроводов, канализации. Полипропиленовые трубы (ПП) подходят для строительства трубопроводов, транспортирующих холодную и горячую воду.

Соединение пластиковых труб происходит диффузионным методом сварки, при котором материал нагревается, расплавляется, и затем, остывая, сплавляется. При этом для нагрева используются различные инструменты.
Если для сварки трубопровода применяются муфты, через которые проходит электрический ток, то способ называют электромуфтовым. Могут использоваться специальные станки для стыковой сварки, паяльники или так называемые утюги для сварки бытовых трубопроводов малого диаметра.
- При монтаже внутренних пластиковых трубопроводов систем отопления и водоснабжения применяют сварку в раструб.
- При прокладке любого трубопровода необходимо соблюдать требования действующих стандартов, касающихся выполнения всего спектра вспомогательных работ.
- Лишь при условии грамотно проведённых подготовительных мероприятий можно будет рассчитывать на высокое качество сплавления составных частей трубных магистралей.
Ручная дуговая сварка: технология РДС и способы сварки труб, оборудование и преимущества
Знаменитая РДС – ручная дуговая сварка, народная любимица и самая популярная сварочная технология в течение долгого времени. Такое достижение дорогого стоит. Метод основан на использовании специальных электродов.
Все действия в РДС выполняются сварщиком вручную. Несмотря на популярность и, казалось бы, изученность этого способа, нам с вами невредно будет повторить основные факты и проверить, как на сегодняшний день поживает милая сердцу РДС.
Главное – дуга
Суть или технология ручной дуговой сварки – это формирование правильной и устойчивой дуги между концом электрода и сварочной ванной. Поджечь дугу быстрым касанием, чтобы она сразу загорелась и стабильно горела в дальнейшем – одно дело.
Правильно держать и вести электрод, соблюдая стандарты высоты расходника над поверхностью, скорости ведения электрода вдоль шва и много чего еще – дело другое. Знать нужно немало, уметь – тоже. Ну так современная сварка – тоже не погулять выйти, это поле с профессиональными игроками и высокой конкуренцией.
Здесь на художественной самодеятельности никто больше не проедет. Так что давайте повторять и разбираться в деталях и нюансах современной РДС.
Основные действия с помощью электродержателей:
- подача электрода в рабочую зону;
- поджиг электрической дуги;
- перемещение расходника вдоль кромок деталей;
- поддержка стабильного горения дуги.
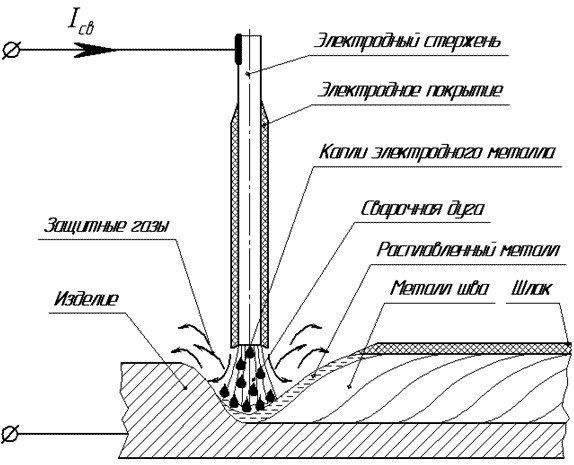
Чертеж ручной дуговой сварки.
Итак, мы подожгли дугу касанием и отвели электрод на небольшое расстояние от свариваемой поверхности. Стержень электрода начинает плавиться от действия высокой температуры. Именно их этого плавящегося стержня формируется тот самый сварочный шов, ради которого затеяна вся суета вокруг.
Вместе с металлическим стержнем электрода плавится его специальное покрытие, хитрый состав которого образует защиту шва шлаком и газом от окисления. Сразу же после того, как погаснет дуга, шлак удаляется с поверхности рабочего участка.
Сварочный шов какой угодны для не получается из-за ограниченной длины электрода: как только стержень оплавится до конца, процесс нужно останавливать, чтобы его поменять. А такого рода перерывы неважно сказываются на качестве шва: из-за них в шве попросту образуются дефекты.
[box type=”info”]С этой бедой можно бороться, и прежде всего с помощью выполнения правил технологий. В технических характеристиках электродов, к примеру, всегда указываются параметры подходящего электрического тока к типу покрытия, диаметру стрежня и положению во время сварки.[/box]
Все это необходимо для оптимизации горения дуги и протяженности непрерывного шва – «не больше и не меньше, а в самый раз» – вот главное правило, которое, пожалуй, требует технология дуговой сварки.
Что варим с помощью РДС
Да практически все. Если говорить о сталях, то это и легированные, и нелегированные марки. Правда, есть ограничения в толщине, он должна быть не больше до 5-ти см. Слишком тонкие листы металла тоже не пойдут: если заготовка тоньше 1,5 мм, металл при РДС мгновенно прогорит.
Больше всего РДС подходит для работы с заготовками толщиной от 3,0 до 20,0 мм.
Читайте также: Гидравлические сопротивления запорной арматуры
Конечно, в зависимости от состава металла меняется прочность шва. Она, например, снижается с повышением доли углерода в стальных сплавах. Иными словами, высокоуглеродистые стали варить методов РДС можно, но качество шва с точки зрения будет ниже.
Где ручная дуговая только не применяется, вот только некоторые из примеров:
- производство труб самого разного вила и назначения;
- машиностроение;
- судостроение;
- все ремонтные работы на многочисленных СТО;
- все виды коммунальных работ, где необходимо соединение металлов.
Поговорим об электродах
О современных электродах можно написать «Войну и мир», не меньше. Уж каких только сплавов и составов покрытий сейчас не делают – на любой вкус.
А если серьезно, то классификация сегодняшних электродов обширнейшая, новые технологии требуют соответствия химического состава всех без исключения частей расходников металлам свариваемых деталей. Эти материалы содержат вещества для стабилизации горения дуги, образования защитного шлака и т.д.

Схема ручной дуговой сварки покрытыми электродами.
Функции у современных покрытий электродов вполне конкретные и ясные:
- Образование шлаков для защиты металла от кислородного окисления в воздухе и действия влаги.
- Образование газа для той же защиты. Он образуется в результате горения органических веществ, входящих в состав покрытия электрода.
- Так называемое раскисление шва – удаление из него окислов кислорода.
- Легирование основного металла за счет добавок в покрытии.
Для РДС выпускаются специальные электроды. Все они соответствуют свойствам наплавленного металла и снабжены в названии буквой «Э».
Число после буквы обозначает уровень временного сопротивления в килограммах на квадратный миллиметр. Если рядом стоит буква «А», состав электрода очень пластичен и имеет высокую ударную вязкость.
Снег, дождь и ветер
Варить можно хоть на потолке, то есть в любом положении. Но если есть возможность выбирать, удобнее работать все-таки в нижнем положении. Здесь можно и электрод взять побольше, и ток пустить посильнее, чтобы варилось мощно и быстро.
Если же вам приходится варить на потолке или располагаясь вертикально, бодрой и быстрой сварки у вас не получится: сварочная ванна будет маленькой, диаметр у электрода будет очень скромным, скорость работы снизится на порядок.
[box type=”fact”]Ручная дуговая сварка позволяет работать в самых разных условиях внешней среды: хоть внутри помещений, хоть в открытом пространстве. Для этого метода не нужна подача газа или воды, что значительно упрощает рабочий процесс.[/box]
Единственное, что понадобится в обязательном порядке – это электропитание с его источником и кабелем. Длина кабеля – вопрос серьезнейший. Источник электричества может быть удален как угодно, но все дело в том, что чем кабель длиннее, тем больше он греется и, соответственно, повышаются тепловые потери.
Иногда используют генераторы на бензине или дизельном топливе. Ну а если вокруг вас снег, дождь, ветер и прочие природные напасти, защищайте рабочую зону, ведь вам нужно прежде всего ровное стабильное пламя дуги.
Теперь ток
РДС в этом плане универсальна – варить можно хоть на постоянном, хоть на переменном токе. Электроды могут быть специализированными, но есть и универсальные, которые подходят и для того, и для другого.
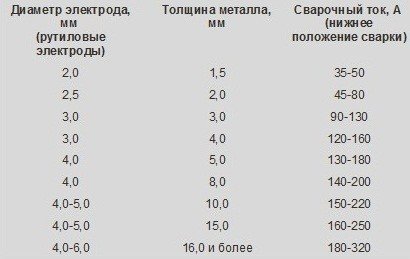
[box type=”fact”]Если есть возможность выбирать, то это ток постоянный. С ним и дуга стабильнее, шов крепче и работать комфортнее.[/box] Сила сварочного тока в зависимости от диаметра электрода и толщины металла.
Если вы работаете с постоянным током, у вас может быть два варианта полярности – прямая и обратная. При прямой полярности минусовый полюс подводится к электроду, а плюсовой – к металлической заготовке. При обратной полярности все наоборот: к электроду идут плюсы, к деатялм – минусы.
Абзац про дефекты
Дефекты, возможные по ходу работы РДС, делятся на два вида:
- Отклонения от нормы и стандартов вследствие кристаллизации или остывания металла.
Они могут возникнуть в виде пор, трещин, снижения качества шва и т.д. - Дефекты в результате нарушений правил или технологии.
В этом случае появляются прожоги, непровары, подрезы и т.д.
Пара слов о швах и их кромках
Пара слов о кромках. Если вы хотите, чтобы у вас получился проваренный и ровный шов высокого качества по всем параметрам, на металлических заготовках нужно сделать кромки.
Подробное описание разделки краев в зависимости от типа шва отлично прописаны в ГОСТе 5264-80, полностью посвященному РДС. Кромки бывают трех видов, которые различаются лишь по форме: V, R, X.
[box type=”info”]После сварки кромку нужно удалить. Это можно сделать просто – зубилом. Но в этом случае о качестве и эстетике шва придется забыть. Ровное и аккуратное удаление получится с помощью фрезерного или токарного станка.[/box]
Если применение станка невозможно из-за трудного доступа, кромки убираются кислородной резкой. Чистка кромок металлической щеткой от грязи, коррозии и окалины также относится к обязательным действиям.

Разновидности сварочных швов.
Сварочные швы также различаются по форме:
- стыковой тип;
- швы внахлест;
- угловые;
- тавровые швы.
Также сварные соединения подразделяются исходя из положения в пространстве:
- нижний тип – самый распространенный, при котором свариваемые заготовки находятся под электродом;
- горизонтальный тип: заготовку фиксируют под углом, а электрод и процесс сварки – в горизонтальном положении;
- вертикальный тип шва, которые формируется снизу наверх. Это непростой вид из-за стекания расплавленного металла вниз;
- потолочный тип, когда шов находится сверху по отношению к электроду;
При сложных положениях в пространстве используется пониженный ток, а сама сварка производится короткими движениями.
Оборудование для РДС
Конечно же это аппараты ручной дуговой сварки. Метод дает широкие возможности для их выбора. Это может быть и традиционный трансформатор – ветеран сварочного движения, трансформатор в комбинации с выпрямителем и, наконец, герой нашего времени – аппарат для дуговой сварки под названием инвертор.
Последний вариант- самый популярный в силу дополнительных функций для облегчения работы сварщика: форсированной дуги и антизалипания. На инверторе могут работать даже юные дебютанты, швы в любом случае получаются ровными и крепкими.
Читайте также: Схема работы и основные детали сварочного инвертора
Есть, конечно, нюанс – относительно высокая стоимость инвертора. Но овчинка выделки стоит благодаря высокой надежности в святом деле качества шва. Сварочное оборудование ручной дуговой сварки предлагается в самых широких продуктовых линейках – на любой цвет и вкус.
Варим трубы
Одно из технологических преимуществ РДС перед другими методами – это сварка труб ручной дуговой сваркой.
[box type=”info”]К данному виду работ всегда имеются особые требования. И прежде всего это идеальная герметичность швов и устойчивость к значительному и длительному давлению. Именно поэтому швы на трубе варят в нижнем положении, где это только возможно.[/box]
Трубы варят стыковыми швами, других вариантов практически нет. Предварительная подготовка – формирование прихваток, без них сделать что-либо будет трудно. Если труба большая, и ее диаметр превышает 30 см, участки сварки будут в длину будут составлять не больше 20-ти см.
Плюсы РДС

Схема сварки металла электродом.
Преимущества ручной дуговой сварки внятные, серьезные и весьма весомые:
- универсальность технологии в отношении применяемых материалов благодаря широчайшему выбору электродов на рынке;
- благодаря ручной подаче и ведению электродов сварку можно производить в любом положении, включая самые труднодоступные места;
- возможность быстро смены расходных и свариваемых материалов;
- удобная транспортировка оборудования;
- отличный способ варить трубы;
- метод по силам даже новичкам, если работать на инверторе.
Минусы РДС
Недостатки есть у всех методов, куда ж без них
У ручной дуговой минусы скромные:
- относительно низкая производительность, как и у всех ручных способов сварки;
- качество сварного шва в значительной степени зависит от квалификации сварщика, если работа идет не на инверторе. Инвертор нивелирует опыт работы;
- действие на организм вредных факторов сварки.
Следует заметить, что недостатки метода вполне можно считать его особенностями, которые обусловлены сутью физико-химического процесса.
Ручная дуговая сварка труб
Стальные трубы, выпускаемые промышленностью, имеют различные диаметры. Наиболее распространены диаметры от 15мм (применяются для прокладки водопровода в помещениях) до 1200-1500мм (применяются в магистральных трубопроводах).
Основной способ соединения труб диаметром 15-32 мм – газосварка, с использованием ацетиленовой горелки и сварочной проволоки. Для больших диаметров труб 40-1200 мм применяется электросварка или ручная дуговая сварка. Иногда этот способ сварки применяется и для труб малых диаметров.
Чем опытней сварщик, тем лучше, ему обязательно необходимо иметь диплом – аттестат, или диплом НАКС.
Подготовка труб к сварке
Подготовка труб или их фасонных частей это — правка концов, очистка кромок от грязи и ржавчины. Трубопрокатные заводы и заводы трубных заготовок выпускают трубы и изделия (толщина стенок св.3 мм) с готовыми кромками, изготовленными под углом около 30°.
Если этой фаски нет, то её необходимо снять резаком или шлифмашиной. При сборке трубопровода под электросварку кромки соединяемых труб или изделий совмещают, оставляя зазор (например, толщина стенок 8 мм – зазор 2 мм). Когда поверхность труб совпадает, то ось трубопровода не нарушается.
После этого будущие стыки прихватывают одиночными швами небольшой длины равномерно в трех точках окружности трубы. Прихватывать нужно тем же электродом, которым будут производить сваривание стыков.
В любом необходимо удлинять плеть, стараясь обеспечить сварочное соединение труб и фасонных частей возможностью проведения поворотного стыка.

Электроды для дуговой сварки
Электроды, применяемые для сварки труб, различают по назначению — для стали, чугуна или других металлов, типу покрытия — основное, рутиловое и др., по химическому составу металла стержня и покрытия, характеру шлака, свойствам металла и способу нанесения покрытия.
По используемому для сварки постоянному или переменному току. Стабильное горение дуги и формирование хорошего шва, спокойное, без брызг и выстрелов, равномерное расплавление стержня и покрытия, легкая отделяемость шлака – это основные требования к электродам.
Производители должны обеспечивать сохранение технологических свойств электродов в течение времени их хранения. Популярная у сварщиков просушка электродов в тепле не поможет некачественным электродам.
Диаметр применяемых электродов увеличивается с диаметров свариваемых труб, обычный диаметр от 3 до 5 мм.
Сварка стыков труб
Ручная дуговая сварка труб бывает одно или многослойной, одно или двухсторонней. Сварка поворотных и неповоротных стыков труб при толщине стенок до 6 мм выполняется в два слоя, при толщине стенок от 6 до 12 мм необходимо три слоя, при толщине стенок от 12мм и более сварка ведется в четыре слоя. Первый слой сварки — самый ответственный.
Наложение этого слоя делает самый опытный сварщик в бригаде. Нужно расплавить кромки труб и проверять, на наличие трещин. Эти участки необходимо выплавить и снова сварить. Начало и конец каждого из слоя сварки каждый раз смещаются на 20—30 мм по отношению к нижним слоям. После выполнения каждого слоя производится очистка его от шлака и брызг.
Каждый последующий слой ведется в направлении, которое противоположно направлению выполнения шва предыдущего слоя. Последний шов делается ровнее, его поверхность переходит к поверхности трубы. Положение электрода в пространстве подразделяет швы на такие типы как нижние, вертикальные, горизонтальные и потолочные.
Нижний шов, самый удобный для качественной сварки, находится под электродом, а сварка делается сверху. Горизонтальный шов идет по окружности трубы, которая установлена вертикально.
Обучающее видео по дуговой сварке
Вертикальный шов производится сбоку трубы. Потолочный шов — самый трудный выполняют над головой сварщика. Если плеть лежит в траншее и отсутствует возможность заварить неповоротный стык снизу потолочным швом, выполняют «операционный шов».
Сверху трубы вырезается люк, достаточный для проникновения руки сварщика с держаком и визуального контроля. Сварка нижней части стыка производится изнутри трубы, затем заваривается люк. Качество сварки контролируется постоянно. Осмотру подлежат все сварные швы.
Стык не должен иметь трещин, незаваренных кратеров, пор, наплывов и подрезов, подтеков металла внутри трубы.
Не следует ни на минуту забывать, что ручная дуговая сварка труб относится к работам с повышенной опасностью, что разработан и сформулирован в материалах по инструктажу по ТБ ряд требований, выполнение которых обязательно.
Источник https://montagtrub.ru/montazh-magistralnyih-gazoprovodov/
Источник https://spark-welding.ru/montazh-i-remont/zadelka-stykov-ppu.html
Источник https://fgpip.ru/pajka/ruchnaya-dugovaya-svarka-truboprovoda-eto.html




