Как заземляется сварочное оборудование: основные требования
Любое электрооборудование, согласно правилам безопасности, должно быть заземлено, поэтому важно знать, как заземляется сварочное оборудование. Такая норма необходима, чтобы защитить сварщика от случайного удара током. Это же требование прописано и в инструкции к любому сварочному аппарату.
Конечно, из каждого правила существуют исключения, и, возможно, многие видели, как сварщики работают без заземления установок. Но допускается это лишь в исключительных случаях и при условии сухой погоды. В нашей статье мы расскажем, как и зачем заземлять сварочное оборудование, приведем важные нюансы, на которые нужно обратить внимание.
Необходимость заземлять сварочное оборудование
Сварочный аппарат стационарного типа, как правило, оснащен индивидуальным заземляющим контуром вне зависимости от схемы подключения к электросети. То, как заземляется сварочное оборудование, в этом случае условно выглядит так: с одной стороны заземляющий провод крепится к металлической оболочке прибора, а с другой – к железному штифту, вкопанному в землю.
Такой контакт сварочного агрегата и грунта создает между ними равенство потенциалов. Благодаря этому, если корпус прибора будет под напряжением, а мастер прикоснется к нему, – человека не ударит током. Эта система работает и для других элементов, проводящих электричество. Учитывая то, что при работе со сваркой используется ток высокого напряжения, пренебрежение заземлением может быть чревато трагичными последствиями.
Зануление, заземление, заземлитель – в чем разница
Цель данной статьи – дать развернутое описание заземления и всего, что с ним связано. В первую очередь необходимо обозначить разницу между этими понятиями. Не стоит путать заземление, заземлитель и заземляющее устройство при наладке сварочного оборудования. Так, заземление – это запланированный контакт оборудования или некоторых его частей с заземляющим устройством.

Иными словами, заземление – это процесс, а заземляющее устройство и заземлитель – нет. Заземляющее устройство представляет собой ансамбль заземлителя и заземляющих проводников. Заземлителем же может быть один либо несколько элементов, проводящих ток. Чаще всего эту роль играет кабель. Его главная задача – соединить сварочный аппарат с землей и передавать на нее вышедшую из-под контроля электроэнергию.
То, как заземляется сварочное оборудование, определяется целью и функциями заземляющего устройства. Так, последние условно подразделяются на три типа: защитные, грозозащитные и рабочие. Их задача обозначена в самом названии: защитные устройства оберегают людей и животных от удара током при соприкосновении со сварочной установкой. Они пригодятся в случае, если кабель фазы соприкоснется с металлической частью установки, не предназначенной для передачи тока, тем самым передав на нее напряжение.
Грозозащитные устройства направляют электричество от удара молнии в землю, заземляя при этом стержневые или тросовые разрядники и молниеотводы.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Рабочие устройства, отвечающие за заземление оборудования, обеспечивают его бесперебойный режим работы в штатных и в аварийных условиях. Иными словами, защита такого типа нацелена не на безопасность мастера, а на обеспечение исправного функционирования агрегата.
Существуют также устройства, которые одновременно выполняют и защитные, и рабочие функции. По своей природе заземлители разделяются на естественные и искусственные. Разница не в том, что одни рукотворные, а другие – нет. Дело в том, что естественные изначально задумывались не как заземлители. Это может быть арматура в металлическом каркасе бетонного строения или водопровод. Важно знать, что нельзя использовать в качестве заземлителя трубы, имеющие изоляционное покрытие. А вот искусственные – это заземлители, которые были специально созданы для этих целей.
Зануление – это факт создания связи между металлическим каркасом электрического прибора и нейтральности генератора или трансформатора. Как правило, для этого используется отдельный кабель, который так и называется – нулевой. Функция зануления заключается в создании возможности автоматического отключения питания от прибора, если произойдет короткое замыкание. Так, при возникновении проблемы аварийный участок будет моментально обесточен предохранителем или автоматом.
Основные требования к заземлению сварочного оборудования
Если говорить о том, как заземляется сварочное оборудование, то важно знать параметры заземлителя. Кабель должен быть выполнен из меди, а его диаметр не должен быть меньше 6 мм. Вместо провода можно использовать арматуру, тогда величина ее сечения начинается от 12 мм. Заземлитель крепится к корпусу устройства при помощи специального болта, при этом важно его как-то обозначить (например, подписать «земля»). В случае с электродуговой сваркой, заземление также необходимо обеспечить для зажима вторичной обмотки, который соединяется с проводником, подключенным к обрабатываемой поверхности.

Если провод подачи тока имеет две жилки, то в качестве заземлителя трансформатора аппарата нельзя применять кабели «фаза» и «ноль».
Перед тем как заземлять сварочное оборудование, важно ознакомиться с основными правилами:
- все элементы установки, не подающие ток, должны быть соединены с заземляющим контуром;
- все участки устройства, подключенные к заземляющему контуру, должны крепиться к нему при помощи специальных болтов с соответствующим обозначением;
- разные аппараты должны быть подключены к индивидуальным заземляющим устройствам;
- нельзя выполнять заземление нескольких агрегатов, соединяя их последовательно;
- при отсутствии возможности подключения заземления, необходимо обеспечить аварийное защитное отключение.
Согласно правилам электробезопасности, сопротивление заземлителя не должно превышать 5 Ом. Чтобы добиться такого показателя, необходимо обеспечить как можно большую площадь соприкосновения кабеля с землей, а также высокую проводимость тока.
Еще один немаловажный момент при заземлении сварочного оборудования – соединения. Заземлитель крепится к заземляющему устройству при помощи хомутов или сварки. При любых условиях место скрепления должно быть защищено от появления коррозии. Как правило, для этих целей его промазывают смолой.
В целях обеспечения электробезопасности необходимо проводить ежемесячную проверку оборудования на наличие оголенных проводов, замыканий на металлический каркас, повреждения заземляющего контура.
Важно также обратить внимание на возможные замыкания в обмотке трансформатора, безотказность аварийных систем.
Из-за специфики работы электродуговых сварочных аппаратов, когда между электродом и обрабатываемой деталью создается напряжение, способ их заземления несколько отличается. Так, помимо металлического каркаса, необходимо заземлить и вывод вторичной обмотки, который соединяется обратным проводником с рабочей поверхностью.
Монтаж заземлителя
Перед тем как заземлять сварочное оборудование, необходимо выбрать металлические заготовки для защитного контура. При этом нужно исходить из размеров его отдельных элементов, типа грунта и погодных условий конкретной местности.
Основные показатели заземляющего устройства и их зависимость от климатических условий отражены в соответствующих разделах нормативного документа «Правила устройства электроустановок».

Типичный заземляющий контур выглядит как равносторонний треугольник, в углах которого располагаются вбитые в землю (не менее чем на 2 м) металлические штыри. Они соединяются друг с другом посредством обвязывания отрезками стальных шин.
Говоря о том, как заземляется сварочное оборудование, важно отметить расположение сварочного контура. Он должен находиться в районе осуществления сварки и соединяться аппаратом при помощи специального отвода, позволяющего ему стыковаться со сварочной клеммой агрегата.
Так же, как и прочие заземляющие устройства, такая система должна иметь сопротивление утечки, установленное на уровне, требуемом нормативными документами. Он не должен превышать максимальных показателей для текущих условий.
Чтобы определить силу сопротивления конструкции, используют омметры – специальные электроприборы. Благодаря им удается вычислить переходное сопротивление звеньев цепи с точностью до доли ома.
Главная задача заземления сварочного оборудования – защита мастера от опасных производственных случаев. Оно защищает от случайной подачи тока на металлический корпус прибора и причинения вреда здоровью человека. Особенно важно озаботиться заземлением при работе во влажных условиях.
Контроль заземления сварочного оборудования
Правила устройства электроустановок гласят, что для обеспечения безопасных условий работы общее сопротивление заземляющей конструкции не должно превышать 5 Ом.
В таком случае, как заземляется сварочное оборудование? Очень важно учесть вышеупомянутое требование, обеспечить нужный уровень токопроводимости, увеличив при этом площадь соприкосновения проводников с землей.
В реальности же достижение уровня сопротивления заземляющей конструкции 5 Ом и ниже практически невозможно. Поэтому применяются особые методы по его снижению. Как правило, в почву добавляют специальные химические составы.
Открытые участки заземляющей системы любого типа должны быть обработаны антикоррозийным составом. В особенности это касается швов. Чаще всего в подобных целях используется разжиженная смола.
Стоит отметить, что, согласно нормативной документации, должны проводиться регулярные осмотры конструкции для заземления сварочных аппаратов в целях оперативного выявления дефектов и поддержания системы в рабочем состоянии.
Такие проверки включают в себя визуальный осмотр открытых участков заземляющей конструкции и точек сцепления и случайную выборку почвы с тех участков, которые прописаны в документе «Правила устройства электроустановок». Выемка грунта осуществляется для того, чтобы отследить состояние скрытых в нем шин и соединений конструкции.
Требования к заземляющей клемме
Говоря о том, как заземляется сварочное оборудование, когда требуется надежный контакт заземляющего устройства с металлической деталью, которая находится в работе, стоит отметить использование заземляющих клемм. Наиболее ходовой вариант – зажимы формата «крокодил».
К клеммам, как и к другим фиксаторам заземляющей системы, предъявляются определенные требования. Так, их проверяют на:
- прочность – зажим должен быть устойчив не только к механическим нагрузкам, но и к температурным изменениям;
- надежность фиксации – клемма должна крепко крепить заземляющий кабель на рабочей заготовке;
- соответствие «крокодила» параметрам сварочного аппарата – он должен выдерживать силу тока до 300 ампер.
Последнему требованию соответствуют зажимы типа «КЗ-300». Они как раз рассчитаны на работу с оборудованием, чья нагрузка доходит до 300 ампер.
Заземляющие клеммы отлично справляются со своей задачей, так как заземление сварочного оборудования непременно требует сочетания прочного соединения элементов системы и минимального сопротивления конструкции.
Заземление автономного сварочного оборудования
Бывают случаи, когда у мастера нет возможности подключить сварочный аппарат к сети, – в таких условиях используются автономные модели. Как правило, их напряжение тока вторичной сети составляет 120 или 240 вольт. Заземление при этом обеспечить бывает нелегко. А нужно ли это делать?

Ответ на этот вопрос зависит от конструкции устройства и условий его использования. Последние можно условно разделить на две группы:
1. При соблюдении всех факторов из этого списка корпус аппарата можно не заземлять, когда:
- сварочный аппарат находится в кузове автомобиля либо трейлера;
- питание от вторичной сети происходит через вилку или кабель;
- розетка оснащена кабелем заземления;
- рама сварочного устройства соединена проводом с рамой транспортного средства.
2. При наличии хотя бы одного фактора из данного списка заземление автономной сварки необходимо:
- питание оборудования идет за счет подключения к проводке здания (например, для аварийного электроснабжения);
- вторичная сеть получает питание напрямую, без использования вилки или кабеля;
- вторичная сеть получает постоянное питание без использования розетки или провода.
Выше мы описали лишь ключевые вопросы, касающиеся того, как заземляется сварочное оборудование автономного типа. Более полную информацию можно получить в нормативной документации по электробезопасности.
Если питание сварки происходит с использованием удлинителей, то важно регулярно проверять их на наличие разрывов и надломов. Из-за того, что такие кабели чаще всего располагаются на полу, они, подвергаясь дополнительной нагрузке, быстрее изнашиваются. С помощью специального тестера легко держать их состояние под контролем и, в случае неисправности, своевременно принять меры по их устранению.
Правильная установка заземляющей системы сварочного аппарата сильно снижает риск получения производственных травм, однако не гарантирует стопроцентной безопасности. Ток проходит по заземляющему контуру, не причиняя при этом вреда, но если человек станет его частью, то он послужит проводником, что чревато неприятными последствиями. Поэтому крайне важно избегать телесного контакта с заземляющей конструкцией, носить средства индивидуальной защиты, а изоляционные перчатки непременно должны быть сухими. Также необходимо контролировать целостность кабелей, горелок и электродержателей.
Выполняя эти рекомендации, можно также избежать удара током от сети. Исправность оборудования во многом снижает производственные риски для мастера.
Правила заземления сварочного оборудования
Каждая стационарная установка для сварки имеет, как правило, отдельный заземляющий контур. Один кабель для заземления прикрепляется к металлическому основанию аппарата, а другой — к вкопанному в землю стержню из металла.
Подобное соединение оборудования с землей обеспечивает равенство потенциалов между ними. Если корпус окажется под воздействием напряжения, случайное прикосновение человека не приведет к удару электрическим током. То же самое касается и других узлов аппарата, через которые проходит ток.
Основные требования
Для обеспечения заземления задействуют кабель из меди или арматуру из металла (диаметром не меньше 6 и 12 мм соответственно). Крепление медного кабеля к корпусу производят с помощью болта, расположенного на сварочном оборудовании. В большинстве случаев провод обозначается надписью «Земля», но возможно и другое название.

В устройстве, предназначенном для сварки посредством электрической дуги, необходимо заземлять не только основные элементы. При работе с такими аппаратами нужно обращать внимание и на зажим вторичной обмотки. К нему подключается проводник, ведущий к обрабатываемой детали.
Важно! Если ток проводится по двужильному кабелю, недопустимо применение в процессе заземления сварочного трансформатора проводов «ноль» и «фаза».
Классификация заземлителей
Строгое соответствие стандартным мерам безопасности предполагает заземление электрических контуров в обязательном порядке. Сделать это можно двумя способами:
- вертикальным;
- горизонтальным.
Первый предусматривает использование труб, уголков или пластин, изготовленных из металла. Эти элементы нужно вкопать в грунт. В результате существенным образом экономится пространство. Преимуществом этого способа выступает отличная проводимость электрического тока, поскольку металлические детали вступают в непосредственный контакт с влажными земельными слоями.

Вертикальное заземление может применяться не во всех случаях. Там, где это по каким-то причинам невозможно, используют горизонтальный способ или глубинный. Особенность его состоит в закапывании в землю на определенную глубину металлических стержней, соединенных между собой.
Важно! В процессе создания контура заземления запрещено использовать алюминиевые детали, поскольку они отличаются слабой устойчивостью к электрокоррозии (самопроизвольному разрушению материалов в результате воздействия блуждающих токов).
Клеммы аппаратуры для сварки
К подбору нажимов, предназначенных для крепления провода к источнику питания, следует относиться с особым вниманием. Правильный выбор способен не только сделать работу сварщика более безопасной, но и обеспечить хорошее качество шва.
Нужно учитывать как максимальное количество тока, так и массу кабеля, который соединен с зажимом. Необходимо обращать внимание и на то, насколько надежно клеммы соприкасаются с поверхностью обрабатываемой детали. Контакт зависит от коэффициента упругости пружин, которыми оснащены зажимы.
Существуют три основных типа клемм, применяемых при заземлении:

- магнитная прищепка;
- фиксатор «крокодил», получивший свое название из-за схожести с челюстями рептилии;
- струбцина.
Наибольшее распространение нашли первые два вида. Магнит позволяет закрепиться на любой поверхности, например, на деталях необычной или закругленной формы — там, где существуют определенные сложности с фиксацией.
Использование зажима типа «крокодил» обеспечивает надежность крепления. Сам фиксатор отличается удобством в использовании. Срок его службы зависит от состояния пружины, которую не рекомендуется перегревать. Речь идет об одном из главных элементов клеммы: если выйдет он из строя, это негативным образом скажется на функционировании самого зажимного устройства.
Способы обеспечения электробезопасности
Крайне важно соблюдать меры, которые позволят уберечь рабочего от производственных травм. В процессе сварки следует придерживаться следующих правил:

- Подключить к контуру заземления все элементы, по которым не проводится ток.
- Оборудовать точку заземления для каждого аппарата.
- Заземлять каждое устройство последовательно недопустимо.
- При отсутствии возможности заземления применять устройство, позволяющее отключать электричество в автономном режиме.
Немаловажное значение имеет степень эффективности защиты работника от электротравм. Существуют определенные нормы безопасности, по которым показатель сопротивления заземляющего контура должен быть не выше 5 Ом. Необходимо их придерживаться путем обеспечения как можно большей площади контакта заземлителя с поверхностью земли. Следует позаботиться об удовлетворительной проводимости тока.
Заземлитель соединяется с проводником в основном с помощью сварки, в отдельных случаях крепится специальными хомутами. И в том, и в другом случае необходимо позаботиться о защите материалов от вредного воздействия окружающей среды. С этой целью место соединения нужно обработать, чтобы предотвратить коррозию — подходит, в частности, эпоксидная смола.
Контроль за состоянием сварочного аппарата
При проведении работ оборудование должно полностью соответствовать нормам безопасности. В период осмотров необходимо обращать внимание на следующие моменты:

- исправность систем защиты и существования замыкания между элементами обмотки трансформатора;
- состояние заземляющего контура, отсутствие оголенных деталей, по которым идет ток, или замыкание на корпус.
Важно! Сварочный аппарат нуждается в регулярных проверках.
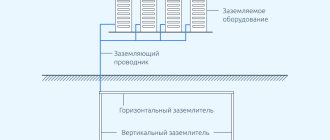
Рекомендуемая схема заземления
С помощью рисунка представлен порядок работы сварочного аппарата при питании его от сети переменного тока. На изображении показан последовательный порядок заземления. Можно увидеть, каким образом кабель соединяется с держателем электрода.
Указано, что вторичная обмотка контактирует с обрабатываемым материалом посредством специального зажима. При работе с передвижными установками используют переносное заземляющее оборудование.

Правила работы со сварочным инвертором
Игнорирование мер безопасности при сварке с помощью источника питания сварочной дуги представляет угрозу для жизни человека. Несчастный случай может произойти в момент замыкания фазы на корпус.
Определенную опасность таит в себе использование относительно дешевых инверторов: в такой аппаратуре часто повреждается силовой трансформатор, что становится причиной попадания напряжения на клемму массы и держатель электрода. В результате возникает угроза поражения сварщика током. Не всегда можно сделать заземление, поэтому в процессе использования инвертора рекомендуется использовать устройство защитного отключения.
Соблюдение всех перечисленных норм сделает сварочный процесс максимально безопасным. Пренебрежение правилами приведет к тяжким последствиям. Необходимо осуществлять постоянный контроль за состоянием электрокабелей и деталей аппарата, которые могут представлять опасность для жизни рабочего. Целесообразно применять средства индивидуальной защиты.
Заземление оборудования для сварки

Любое электрооборудование, согласно правилам безопасности, должно быть заземлено, поэтому важно знать, как заземляется сварочное оборудование. Такая норма необходима, чтобы защитить сварщика от случайного удара током. Это же требование прописано и в инструкции к любому сварочному аппарату.
Конечно, из каждого правила существуют исключения, и, возможно, многие видели, как сварщики работают без заземления установок. Но допускается это лишь в исключительных случаях и при условии сухой погоды. В нашей статье мы расскажем, как и зачем заземлять сварочное оборудование, приведем важные нюансы, на которые нужно обратить внимание.
Читайте также: Забор из профнастила своими руками поэтапное выполнение
Необходимость заземлять сварочное оборудование
Сварочный аппарат стационарного типа, как правило, оснащен индивидуальным заземляющим контуром вне зависимости от схемы подключения к электросети. То, как заземляется сварочное оборудование, в этом случае условно выглядит так: с одной стороны заземляющий провод крепится к металлической оболочке прибора, а с другой – к железному штифту, вкопанному в землю.
Такой контакт сварочного агрегата и грунта создает между ними равенство потенциалов. Благодаря этому, если корпус прибора будет под напряжением, а мастер прикоснется к нему, – человека не ударит током. Эта система работает и для других элементов, проводящих электричество. Учитывая то, что при работе со сваркой используется ток высокого напряжения, пренебрежение заземлением может быть чревато трагичными последствиями.
Правила заземления сварочных аппаратов

Согласно правилам безопасности, любое электрическое оборудование должно быть заземлено – заземление сварочного аппарата не является исключением. В данном материале описаны основные правила заземления различного сварочного оборудования.
Зачем заземлять
Стационарное сварочное оборудование, вне зависимости от схемы подключения к электрической сети, в большинстве случаев имеет отдельный заземляющий контур. Обычно, один конец заземляющего кабеля, крепится к металлическому корпусу сварочного аппарата, а другой – к вкопанному в землю металлическому стержню.
Благодаря такому соединению корпуса сварки с поверхностью земли, возникает равенство потенциалов между ними. Если корпус окажется под напряжением, и рабочий к нему прикоснется, то из-за равенства потенциалов удара током не произойдет. Это относится и к другим частям аппарата, способным проводить ток. Поскольку электросварочное оборудование работает с большими по величине токами, заземление может спасти жизнь.
Основные требования
Заземление делают медным кабелем сечением минимум 6 мм или металлической арматурой сечением минимум 12 мм. Крепят медный кабель к корпусу через специальный болт на установке, помеченный надписью «Земля» (возможно и другое обозначение). Кроме основного электросварочного оборудования, в аппаратах для дуговой сварки необходимо заземлять и тот зажим вторичной обмотки, к какому подключается проводник, идущий к свариваемой детали.
Если кабель, подводящий ток, двужильный, то для заземления сварочного трансформатора нельзя применять провода «ноль» и «фаза».
Основные требования по обеспечению электробезопасности:
- все нетоковедущие элементы сварочных установок должны быть подключены к заземляющему контуру;
- сварочные аппараты, для подключения к заземляющему контуру, оснащаются специальным болтом с соответствующим обозначением, к которому прикреплен заземляющий провод;
- для каждой электрической установки должна быть предусмотрена отдельная точка заземления;
- запрещается сварочные аппараты заземлять последовательно;
- если нет никакой возможности заземлить оборудование, необходимо использовать устройство защитного отключения.
Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для соединения заземлителя с заземляющим проводником используется метод сварки или применяются хомуты. Независимо от метода соединения, стык необходимо защитить от возможной коррозии, для этого, чаще всего, применяется смола.
Электрические сварочные аппараты, для обеспечения безопасной работы, необходимо каждый месяц проверять на наличие оголенных токоведущих элементов, замыкания на корпус, целостность заземляющего контура.
Проверяется наличие замыкания между элементами обмотки трансформатора, а также исправность систем защиты.
В электросварочных аппаратах, в которых создается дуга между электродом и проводящей электричество деталью, необходимо кроме элементов корпуса, заземлять вывод вторичной обмотки источника напряжения, соединяемый обратным кабелем с деталью.
Читайте также: Электроды для ручной дуговой сварки
Классификация заземлителей
Искусственный контур заземления сварочного оборудования может быть выполнен вертикальным способом и горизонтальным.
При выполнении вертикального заземляющего контура, чаще всего, используют металлические уголки, трубы или пластины, закопанные в землю. Запрещается для контура заземления использовать алюминий, так как в следствии электрокоррозии он быстро разрушается.
В местах, где по тем или иным причинам невозможен монтаж вертикального заземления, применяется горизонтальное (глубинное) заземление. В грунт, на необходимую глубину, помещают один или несколько металлических стержней, концы которых соединяют между собой.
Главным преимуществом вертикального заземления является экономия пространства. Но это не единственное достоинство данного способа заземления – за счет контакта со слоями земли, которые насыщены влагой, достигается отличная токопроводимость.
Зануление, заземление, заземлитель – в чем разница
Цель данной статьи – дать развернутое описание заземления и всего, что с ним связано. В первую очередь необходимо обозначить разницу между этими понятиями. Не стоит путать заземление, заземлитель и заземляющее устройство при наладке сварочного оборудования. Так, заземление – это запланированный контакт оборудования или некоторых его частей с заземляющим устройством.
Иными словами, заземление – это процесс, а заземляющее устройство и заземлитель – нет. Заземляющее устройство представляет собой ансамбль заземлителя и заземляющих проводников. Заземлителем же может быть один либо несколько элементов, проводящих ток. Чаще всего эту роль играет кабель. Его главная задача – соединить сварочный аппарат с землей и передавать на нее вышедшую из-под контроля электроэнергию.

То, как заземляется сварочное оборудование, определяется целью и функциями заземляющего устройства. Так, последние условно подразделяются на три типа: защитные, грозозащитные и рабочие. Их задача обозначена в самом названии: защитные устройства оберегают людей и животных от удара током при соприкосновении со сварочной установкой. Они пригодятся в случае, если кабель фазы соприкоснется с металлической частью установки, не предназначенной для передачи тока, тем самым передав на нее напряжение.
Грозозащитные устройства направляют электричество от удара молнии в землю, заземляя при этом стержневые или тросовые разрядники и молниеотводы.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Рабочие устройства, отвечающие за заземление оборудования, обеспечивают его бесперебойный режим работы в штатных и в аварийных условиях. Иными словами, защита такого типа нацелена не на безопасность мастера, а на обеспечение исправного функционирования агрегата.
Существуют также устройства, которые одновременно выполняют и защитные, и рабочие функции. По своей природе заземлители разделяются на естественные и искусственные. Разница не в том, что одни рукотворные, а другие – нет. Дело в том, что естественные изначально задумывались не как заземлители. Это может быть арматура в металлическом каркасе бетонного строения или водопровод. Важно знать, что нельзя использовать в качестве заземлителя трубы, имеющие изоляционное покрытие. А вот искусственные – это заземлители, которые были специально созданы для этих целей.
Зануление – это факт создания связи между металлическим каркасом электрического прибора и нейтральности генератора или трансформатора. Как правило, для этого используется отдельный кабель, который так и называется – нулевой. Функция зануления заключается в создании возможности автоматического отключения питания от прибора, если произойдет короткое замыкание. Так, при возникновении проблемы аварийный участок будет моментально обесточен предохранителем или автоматом.
Основные требования к заземлению сварочного оборудования
Если говорить о том, как заземляется сварочное оборудование, то важно знать параметры заземлителя. Кабель должен быть выполнен из меди, а его диаметр не должен быть меньше 6 мм. Вместо провода можно использовать арматуру, тогда величина ее сечения начинается от 12 мм. Заземлитель крепится к корпусу устройства при помощи специального болта, при этом важно его как-то обозначить (например, подписать «земля»). В случае с электродуговой сваркой, заземление также необходимо обеспечить для зажима вторичной обмотки, который соединяется с проводником, подключенным к обрабатываемой поверхности.
Если провод подачи тока имеет две жилки, то в качестве заземлителя трансформатора аппарата нельзя применять кабели «фаза» и «ноль».
Читайте также: Ремонт двигателя мотоблока каскад своими руками
Перед тем как заземлять сварочное оборудование, важно ознакомиться с основными правилами:
- все элементы установки, не подающие ток, должны быть соединены с заземляющим контуром;
- все участки устройства, подключенные к заземляющему контуру, должны крепиться к нему при помощи специальных болтов с соответствующим обозначением;
- разные аппараты должны быть подключены к индивидуальным заземляющим устройствам;
- нельзя выполнять заземление нескольких агрегатов, соединяя их последовательно;
- при отсутствии возможности подключения заземления, необходимо обеспечить аварийное защитное отключение.
Согласно правилам электробезопасности, сопротивление заземлителя не должно превышать 5 Ом. Чтобы добиться такого показателя, необходимо обеспечить как можно большую площадь соприкосновения кабеля с землей, а также высокую проводимость тока.

Еще один немаловажный момент при заземлении сварочного оборудования – соединения. Заземлитель крепится к заземляющему устройству при помощи хомутов или сварки. При любых условиях место скрепления должно быть защищено от появления коррозии. Как правило, для этих целей его промазывают смолой.
В целях обеспечения электробезопасности необходимо проводить ежемесячную проверку оборудования на наличие оголенных проводов, замыканий на металлический каркас, повреждения заземляющего контура.
Важно также обратить внимание на возможные замыкания в обмотке трансформатора, безотказность аварийных систем.
Основные требования
Заземление делают медным кабелем сечением минимум 6 мм или металлической арматурой сечением минимум 12 мм. Крепят медный кабель к корпусу через специальный болт на установке, помеченный надписью «Земля» (возможно и другое обозначение). Кроме основного электросварочного оборудования, в аппаратах для дуговой сварки необходимо заземлять и тот зажим вторичной обмотки, к какому подключается проводник, идущий к свариваемой детали.
Если кабель, подводящий ток, двужильный, то для заземления сварочного трансформатора нельзя применять провода «ноль» и «фаза».
Основные требования по обеспечению электробезопасности:
- все нетоковедущие элементы сварочных установок должны быть подключены к заземляющему контуру;
- сварочные аппараты, для подключения к заземляющему контуру, оснащаются специальным болтом с соответствующим обозначением, к которому прикреплен заземляющий провод;
- для каждой электрической установки должна быть предусмотрена отдельная точка заземления;
- запрещается сварочные аппараты заземлять последовательно;
- если нет никакой возможности заземлить оборудование, необходимо использовать устройство защитного отключения.

Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для соединения заземлителя с заземляющим проводником используется метод сварки или применяются хомуты. Независимо от метода соединения, стык необходимо защитить от возможной коррозии, для этого, чаще всего, применяется смола.
Электрические сварочные аппараты, для обеспечения безопасной работы, необходимо каждый месяц проверять на наличие оголенных токоведущих элементов, замыкания на корпус, целостность заземляющего контура.
Проверяется наличие замыкания между элементами обмотки трансформатора, а также исправность систем защиты.
В электросварочных аппаратах, в которых создается дуга между электродом и проводящей электричество деталью, необходимо кроме элементов корпуса, заземлять вывод вторичной обмотки источника напряжения, соединяемый обратным кабелем с деталью.
Монтаж заземлителя
Перед тем как заземлять сварочное оборудование, необходимо выбрать металлические заготовки для защитного контура. При этом нужно исходить из размеров его отдельных элементов, типа грунта и погодных условий конкретной местности.
Основные показатели заземляющего устройства и их зависимость от климатических условий отражены в соответствующих разделах нормативного документа «Правила устройства электроустановок».
Типичный заземляющий контур выглядит как равносторонний треугольник, в углах которого располагаются вбитые в землю (не менее чем на 2 м) металлические штыри. Они соединяются друг с другом посредством обвязывания отрезками стальных шин.
Говоря о том, как заземляется сварочное оборудование, важно отметить расположение сварочного контура. Он должен находиться в районе осуществления сварки и соединяться аппаратом при помощи специального отвода, позволяющего ему стыковаться со сварочной клеммой агрегата.
Так же, как и прочие заземляющие устройства, такая система должна иметь сопротивление утечки, установленное на уровне, требуемом нормативными документами. Он не должен превышать максимальных показателей для текущих условий.
Чтобы определить силу сопротивления конструкции, используют омметры – специальные электроприборы. Благодаря им удается вычислить переходное сопротивление звеньев цепи с точностью до доли ома.
Главная задача заземления сварочного оборудования – защита мастера от опасных производственных случаев. Оно защищает от случайной подачи тока на металлический корпус прибора и причинения вреда здоровью человека. Особенно важно озаботиться заземлением при работе во влажных условиях.

Контроль заземления сварочного оборудования
Правила устройства электроустановок гласят, что для обеспечения безопасных условий работы общее сопротивление заземляющей конструкции не должно превышать 5 Ом.
В таком случае, как заземляется сварочное оборудование? Очень важно учесть вышеупомянутое требование, обеспечить нужный уровень токопроводимости, увеличив при этом площадь соприкосновения проводников с землей.
В реальности же достижение уровня сопротивления заземляющей конструкции 5 Ом и ниже практически невозможно. Поэтому применяются особые методы по его снижению. Как правило, в почву добавляют специальные химические составы.
Читайте также: Правила подбора электродов для сварки чугуна
Требования к заземляющей клемме
Говоря о том, как заземляется сварочное оборудование, когда требуется надежный контакт заземляющего устройства с металлической деталью, которая находится в работе, стоит отметить использование заземляющих клемм. Наиболее ходовой вариант – зажимы формата «крокодил».
К клеммам, как и к другим фиксаторам заземляющей системы, предъявляются определенные требования. Так, их проверяют на:
- прочность – зажим должен быть устойчив не только к механическим нагрузкам, но и к температурным изменениям;
- надежность фиксации – клемма должна крепко крепить заземляющий кабель на рабочей заготовке;
- соответствие «крокодила» параметрам сварочного аппарата – он должен выдерживать силу тока до 300 ампер.
Последнему требованию соответствуют зажимы типа «КЗ-300». Они как раз рассчитаны на работу с оборудованием, чья нагрузка доходит до 300 ампер.
Заземляющие клеммы отлично справляются со своей задачей, так как заземление сварочного оборудования непременно требует сочетания прочного соединения элементов системы и минимального сопротивления конструкции.
Заземляющая клемма

Для надёжного механического соединения заземляющего устройства с обрабатываемой металлической заготовкой применяется специальная клемма заземления, выполняемая в виде прищепки типа «крокодил».
К этим приспособлениям, как и к элементам заземления другого типа, предъявляются особые требования, основные из которых такие:
- заземляющая клемма должна отличаться высокими прочностными показателями и быть способной выдерживать не только повышенные механические нагрузки, но и значительные перепады температур;
- она должна обеспечивать жёсткую фиксацию кабеля на свариваемых заготовках с высокой степенью надёжности;
- использование специальных соединителей такого класса предполагает их совместимость с любыми сварочными аппаратами (включая подключение инвертора с токами до 300 Ампер).
В качестве образца этих контактных приспособлений могут рассматриваться сварочные клеммы заземления типа «КЗ-300», предназначенные для подключения оборудования с рабочими токами до 300 Ампер.
Эти изделия позволяют получить надёжное соединение со свариваемой деталью или устройством заземления, обладающее минимальным сопротивлением токам растекания.
Среди моделей, с которыми может использоваться такая клемма, производителями указываются сварочные агрегаты марки “СВАРИС”.
Благодаря всем перечисленным достоинствам таких изделий, получаемые с их помощью рабочие зажимы обеспечивают гарантированную безопасность и защищённость сварщика при работе с электрооборудованием.
Заземление автономного сварочного оборудования
Бывают случаи, когда у мастера нет возможности подключить сварочный аппарат к сети, – в таких условиях используются автономные модели. Как правило, их напряжение тока вторичной сети составляет 120 или 240 вольт. Заземление при этом обеспечить бывает нелегко. А нужно ли это делать?
Ответ на этот вопрос зависит от конструкции устройства и условий его использования. Последние можно условно разделить на две группы:
1. При соблюдении всех факторов из этого списка корпус аппарата можно не заземлять, когда:
- сварочный аппарат находится в кузове автомобиля либо трейлера;
- питание от вторичной сети происходит через вилку или кабель;
- розетка оснащена кабелем заземления;
- рама сварочного устройства соединена проводом с рамой транспортного средства.

2. При наличии хотя бы одного фактора из данного списка заземление автономной сварки необходимо:
- питание оборудования идет за счет подключения к проводке здания (например, для аварийного электроснабжения);
- вторичная сеть получает питание напрямую, без использования вилки или кабеля;
- вторичная сеть получает постоянное питание без использования розетки или провода.
Выше мы описали лишь ключевые вопросы, касающиеся того, как заземляется сварочное оборудование автономного типа. Более полную информацию можно получить в нормативной документации по электробезопасности.
Если питание сварки происходит с использованием удлинителей, то важно регулярно проверять их на наличие разрывов и надломов. Из-за того, что такие кабели чаще всего располагаются на полу, они, подвергаясь дополнительной нагрузке, быстрее изнашиваются. С помощью специального тестера легко держать их состояние под контролем и, в случае неисправности, своевременно принять меры по их устранению.
Правильная установка заземляющей системы сварочного аппарата сильно снижает риск получения производственных травм, однако не гарантирует стопроцентной безопасности. Ток проходит по заземляющему контуру, не причиняя при этом вреда, но если человек станет его частью, то он послужит проводником, что чревато неприятными последствиями. Поэтому крайне важно избегать телесного контакта с заземляющей конструкцией, носить средства индивидуальной защиты, а изоляционные перчатки непременно должны быть сухими. Также необходимо контролировать целостность кабелей, горелок и электродержателей.
Выполняя эти рекомендации, можно также избежать удара током от сети. Исправность оборудования во многом снижает производственные риски для мастера.
Заземление сварочного аппарата: требования, устройство и схема

Каждая стационарная установка для сварки имеет, как правило, отдельный заземляющий контур. Один кабель для заземления прикрепляется к металлическому основанию аппарата, а другой — к вкопанному в землю стержню из металла.
Подобное соединение оборудования с землей обеспечивает равенство потенциалов между ними. Если корпус окажется под воздействием напряжения, случайное прикосновение человека не приведет к удару электрическим током. То же самое касается и других узлов аппарата, через которые проходит ток.
Источник https://vt-metall.ru/articles/493-kak-zazemlyaetsya-svarochnoe-oborudovanie/
Источник https://220.guru/electroprovodka/zazemlenie-molniezashhita/zachem-zazemlyat-svarochnyj-apparat.html
Источник https://xn--80adbkbsld3ahcppp7ec.xn--p1ai/svarka/zazemlenie-svarochnogo-invertora.html