Технические условия
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
(Измененная редакция, Изм. № 2).
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовую оцинкованную (ОЦ) подразделяют:
по назначению на группы:
- для холодной штамповки — ХШ,
- для холодного профилирования — ХП,
- под окраску (дрессированная) — ПК,
- общего назначения — ОН;
по способности к вытяжке (сталь группы ХШ) на категории:
- нормальной вытяжки — Н,
- глубокой вытяжки — Г,
- весьма глубокой вытяжки — ВГ;
по равномерности толщины цинкового покрытия:
- с нормальной разнотолщинностью — HP,
- с уменьшенной разнотолщинностью — УР.
(Измененная редакция, Изм. № 2).
1.2. По согласованию потребителя с изготовителем оцинкованную сталь допускается изготовлять:
- с узором кристаллизации — КР,
- без узора кристаллизации — МТ.
1.3. В зависимости от толщины покрытия оцинкованную сталь делят на три класса в соответствии с указанными в табл. 1.
Издание с Изменениями № 1, 2, утвержденными в сентябре 1981 г., июне 1986 г. (ИУС 11-81 9-86).

При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1.(Измененная редакция, Изм. № 2).
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщинойот 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904—90.
Оцинкованную сталь высшей категории качества изготовляют:
с серповидностью рулонной стали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узоромкристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918—80:

Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки A, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918—80:

Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки A, с обрезной кромкой О, марки БСтЗкп, под окраску ПК,без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на однойстороне первого, а на другой второго класса по ГОСТ 14918—80:

Примечание. Категорию стали ХШ в заказе не указывают, а в условных обозначениях проставляют индекс способности к вытяжке (Н, Г или ВТ).
Раздел. 2. (Измененная редакция, Изм. № 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованную сталь изготовляют в соответствии с требованиями настоящего стандартапо технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали скачеством поверхности по ГОСТ 16523—97. Марки стали должны соответствовать приведенным втабл. 1а.

(Измененная редакция, Изм. № 2).
3.3. Для цинкования применяют цинк марок ЦО и Ц1 по ГОСТ 3640—94 с добавлением в ваннуалюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинкамарки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой со сплошным покрытием.
3.4.1. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелкихнаплывах, расположенных на дефектах стальной основы, классификация и размеры которыхпредусмотрены ГОСТ 16523—97.
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной,превышающей предельные отклонения по ширине.
3.4—3.4.2. (Измененная редакция, Изм. № 2).
3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки,наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы ирегулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость,не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерностьокраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) отдеформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатостипокрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы,легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовыепятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.
(Измененная редакция, Изм. № 2).
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П —не более 16, для класса 1 — не более 10, для класса 2 — не более 4 мкм. Оцинкованная стальнормальной разнотолщинности НР должна иметь толщину покрытия в пределах, указанных в табл. 1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П — не более 12, класса 1 — не более 8 и класса 2 — не более 3 мкм.
(Измененная редакция, Изм. № 1, 2).
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытаниина прочность сцепления покрытия с основным металлом при изгибе на 180° не должно бытьотслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелкихтрещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.

Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПК являлись факультативными до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствоватьнормам, приведенным в табл. 1в.

- Для оцинкованной стали промежуточных толщин значения глубины сферической лунки должнысоответствовать нормам, установленным для ближайшей меньшей толщины.
- Значения глубины сферической лунки для оцинкованной стали толщиной свыше 1,5 мм являлисьфакультативными до 01.07.89.
- При испытании на приборах типа МТЛ—10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 16, а глубина сферической лунки — на0,2 мм больше норм табл. 1в.
3.10—3.10.2. (Измененная редакция, Изм. № 2).
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9,10 по ГОСТ 5639—82 для категорий вытяжки ВГ и не ниже балла 6 для категории вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г — в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличиеструктурно-свободного цементита в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640—68. Длякатегорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.

П римечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являлись факультативными до 01.07.89.
(Измененная редакция, Изм. № 2).
3.14. (Исключен, Изм. № 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов илирулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщиныпокрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категориивытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве поГОСТ 7566—94 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
(Измененная редакция, Изм. № 2).
4.2. В документе о качестве результаты испытаний и данные химического состава указываютпо требованию потребителя.
Для оцинкованной стали, которой присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.
4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон отпартии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктурыотбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному изпоказателей повторную проверку проводят по ГОСТ 7566—94.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без примененияувеличительных приборов.
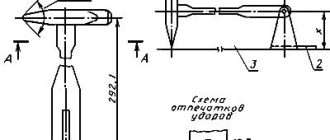
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцыв соответствии с требованиями чертежа и табл. 2.
Схема вырезки образцов для испытаний (b — ширина листа)


Примечание. Образцы вырезают с предельными отклонениями по размерам — ±3 мм.
(Измененная редакция, Изм. № 1).
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (8Ь2Оз) или хлористой сурьмы (SbCy в соляной кислотеи выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора,тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой ивзвешивают. Обезжиривание проводят этиловым синтетическим техническим спиртом.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 см 3 концентрированной соляной кислоты(ГОСТ 3118—77) для второго и первого классов или 50 г окислов сурьмы класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (т) на 1 м 2 вычисляют по формуле

(1)
где т — масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г; т. — масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S — фактическая площадь поверхности образцов с погрешностью 110 5 м 2 , м 2 .
Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяют при разногласиях в оценке.
(Измененная редакция, Изм. № 1, 2).
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах3, 4 и 5 по формуле

(2)
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле

(3)
где Т3 — толщина покрытия соответствующего образца, мкм; m3 — масса образца до снятия цинка, г;т’з — масса образца после снятия цинка, г;
7,13 — плотность цинка, г/см 3 ;
S3 — площадь поверхности цинкового покрытия, см 2 .
(Измененная редакция, Изм. № 1).
5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листас дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого,после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея илипарафина и с противоположной стороны удаляют цинк, как указано выше. После повторноговзвешивания клей или парафин снимают механическим путем или в горячей воде. Удалениецинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813—68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510—80. Делают дваизмерения в зоне испытаний и определяют среднеарифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701—84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639—82 и структурно-свободного цементита — по ГОСТ 5640—68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180°проводят по ГОСТ 14019—80. Образец оцинкованной стали испытывают на оправке, равнойтолщине проката.
Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196—86, а для оцинкованной стали группыПК испытанием на приборе У-1Л по ГОСТ 4765—73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
(Измененная редакция, Изм. № 2).
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающиеметоды контроля.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 7566—94 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии проводят консервацию: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервация обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листовс дифференцированным покрытием сторона со 2-м классом толщины покрытия должна бытьобращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 2695—83 и ГОСТ 8486—86 сечением не менее 80×80 мм или металлические бруски по нормативно-технической документации.Количество деревянных и металлических брусков при ширине пачки до 1200 мм — 2 шт.; свыше1200 мм — соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свертывают так, чтосторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566—94.
При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566—94.
Для обвязки применяют металлическую ленту толщиной 1,2—2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560—73, ГОСТ 6009—74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно — 6,2 и 1 м.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192—96 краскойтемного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные,дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляютоткрытым подвижным составом в соответствии с правилами перевозки грузов, действующими натранспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям Ж3 по ГОСТ 15150—69,исключающим совместное нахождение с химически активными веществами.
Разд. 6. (Измененная редакция, Изм. № 2).
ГОСТ 14918-80 — область применения и основные положения
Коррозия разрушает около 10% всего производимого в мире металла, каждая шестая-седьмая домна работает впустую: выплавленная в ней сталь в течение года полностью превращается в ржавчину. Даже в развитых странах с высокими технологиями ущерб, наносимый коррозией, может достигать 4% от ВВП. Один из самых эффективных способов защиты от коррозии — нанесение на поверхность металлоконструкций защитного слоя из цинка. Цинкование в несколько раз дешевле лакокрасочных покрытий, и, в то же время, продлевает срок службы металла на 30-40 лет.
Читайте также: Отводы исполнения 1 и 2 особенности и отличия
Листовую (также рулонную) оцинкованную сталь получают:
- горячим цинкованием тонколистовой рулонной холоднокатаной стали;
- путем нанесения гальванического покрытия;
- напылением (газо-термическим методом);
- термодиффузным цинкованием.
Наиболее распространенным является горячее цинкование, эта технология позволяет изготавливать прочное и долговечное антикоррозионное покрытие толщиной от 10 до 60 мкм при наименьших затратах. Матово-белое, иногда с серым оттенком без блеска покрытие, получаемое горячим цинкованием, уступает по декоративным качествам блестящим и серебристым гальваническим, однако обладает большей твердостью и отличными прочностными характеристиками.
Лист оцинкованный ГОСТ 14918-80 (технические условия и требования)
Стандарт 14918-80 распространяется на холоднокатаную углеродистую сталь толщиной от 0,5 до 2,5 мм, прошедшую операцию непрерывного горячего цинкования (в результате которой на поверхности металла образуется коррозионностойкий сплав Zn-Fe). Для оцинковки из низкоуглеродистых сталей технические условия определяются отдельно, стандартом Р 52246-2004.
| № | Классификация оцикнованной стали ГОСТ 14918-80 | Группы, категории, классы | Аббревиатура (используется для условного обозначения) |
| 1 | Группы назначения | Общего назначения | ОН |
| Для холодного штампования | ХШ | ||
| Для холодного профилирования | ХП | ||
| Под окраску | ПК | ||
| 2 | Категории вытяжки | Весьма глубокая вытяжка | ВГ |
| Глубокая | Г | ||
| Нормальная | Н | ||
| 3 | Качество протекторного слоя | Уменьшенная разнотолщинность | УР |
| Нормальная разнотолщинность | НР | ||
| 4 | Толщина слоя оцинковки, класс | I класс | 1 |
| II класс | 2 | ||
| Повышенный | П | ||
| 5 | Внешний вид оцинковки/вид узора кристаллизации (по договоренности с заказчиком) | С кристаллизационным рисунком | КР |
| Без кристаллизационного рисунка | МТ |



Влияние ГОСТ на качество оцинкованной стали
Стандартом жестко регламентируются требования к качеству оцинкованной стали, объему испытаний и методике проверки предприятиями качества готовой продукции. Каждая партия оцинкованной стали должна иметь документ, оформленный по ГОСТ7566-94, подтверждающий соответствие данной партии требованиям ГОСТ 14918-80, сертификат соответствия, получаемый покупателем металла, при этом гарантирует, что продукция прошла на заводе-изготовителе все необходимые испытания.
Качество поверхности листов проверяют внешним осмотром. Для проверки на растяжение, на прочность сцепления защитного покрытия с металлической основой и для оценки микроструктуры, а также толщины покрытия и разнотолщинности, из рулона вырезают образцы.
Все это практически исключает выход некачественной готовой продукции за территорию предприятия-изготовителя.
![]()
Полностью готовые к перевозки листы оцинкованной стали по ГОСТ 14918-80
ГОСТ14918-80 также регламентируются требования к упаковке, транспортировке и хранению оцинкованной стали, дополняющие ГОСТ 7566-94. Для защиты поверхности при транспортировке и хранении, оцинкованную сталь консервируют пассивированием или промасливанием.
Листы упаковывают в пачку, боковые поверхности которой защищают швеллерами из отожженного стального листа. Снизу к пачке крепятся деревянные бруски.
Пачки и рулоны оцинкованной стали должны быть прочно обвязаны металлической лентой. Вес одной пачки или рулона не должен быть меньше 3 и больше 10 тонн.
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Читайте также: Методы определения дефектов в деталях машин
Читайте по теме:
Расчет несущей способности профнастила
Какова несущая способность профнастила? Для чего его можно применять и как выбрать марку для Ваших нагрузок? Описание, характеристики, расчеты — обо всем этом в статье. Читайте!
Расход профнастила на м² и п.м.
Норма расхода профнастила на кровлю, фасад или забор. Существуют ли общие нормы расхода профлиста? Что нужно учитывать, когда считаете расход профнастила на 1м²? Обо всем этом — в статье.
Лист оцинкованный, размеры по ГОСТ 19904-90 (сортамент)
Размеры, предельные отклонения и требования к точности изготовления для оцинкованной стали устанавливаются сортаментом ГOCT 19904-90 так же, как и для не оцинкованной холоднокатаной листовой стали.
Оцинкованная сталь по ТУ согласно ГOCT 14918-80 изготавливается шириной от 700 до 1800 мм (размерный шаг в зависимости от диапазона 50, 100 и 150 мм), длиной от 1000 до 6000 мм (размерный шаг 20, 80, 100, 150, 200, 300, 500 мм), однако по согласованию с потребителем в случае необходимости допускается устанавливать и другие размеры.
Толщина оцинкованного листа регламентирована в пределах от 0,5 до 2,55 мм, причем сортаментом определяется следующий размерный шаг:
- диапазон толщин 0,5-0,8 мм — шаг составляет 0,05 мм;
- диапазон 0,8-1,8 мм — шаг 0,1 мм;
- диапазон 1,8-2,5 — шаг 0,2, последний — 0,3 мм.
Нормы изготовления
Производство оцинковки регламентируется ГОСТом 14918-80. Продукция выпускается в виде листов, рулонов с необрезными и обрезными кромками. Хорошие технические характеристики заготовок обусловлены использованием стали марок высокого качества. Химический состав металла контролируют ГОСТы 1050-74, 9045-80, 380-71. Какая именно марка холоднокатаной стали используется для производства оцинкованной стали, зависит от категории вытяжки.
Например, для оцинковки холодной штамповки категорий вытяжки Н и Г берут металл с массовой частью фосфора до 20-25%, серы — до 0,035%. Для холодной штамповки (ХШ) категории вытяжки ВГ используют следующие марки: 08пс, 08ю, 08кп. Для группы общего назначения (ОН) оцинкованных изделий производятся из стали с массовой частью серы 0,045%, фосфора — 0,04%.
Разновидности обработки
Стальные оцинкованные заготовки применяют для следующих видов обработки:
- изготовление различных изделий народного хозяйства;
- окрашивание полимерными красками для использования в строительстве, ландшафтном дизайне, интерьере;
- профилирование холодным способом (ХП) (для применения в строительстве, обустройстве территорий);
- холодная штамповка (ХШ) для изготовления различных деталей в машиностроении, судостроении, для предметов быта.
Вес оцинкованного листа
Вес оцинкованного листа (одного квадратного метра) теоретически можно рассчитать по формуле:
- M — вес 1 м² листа оцинкованного, кг;
- M1 — вес 1м² стального листа без плакирующего слоя толщиной 1 мм;
- t1 — толщина стального листа без покрытия;
- M2 — вес 1 м² плакирующего цинкового слоя толщиной 1 мм;
- t2 — толщина cлоя цинка с обеих сторон листа.
Удельный вес углеродистой стали равен 7,85 г/см³, или, для удобства расчетов, принято считать, что 1 м² листовой стали толщиной 1 мм весит 7,85 кг. Удельный вес цинка несколько меньше — 7,13 г/см³, то есть 1 м² цинка толщиной 1 мм весит 7,13 кг. С учетом этих величин формулу (1) можно переписать:
Читайте также: Самодельный сверлильный станок и другие приспособления из дрели
Толщина слоя цинка зависит от класса покрытия (ГOCT 14918-80) и указывается в условном обозначении:
| Класс | Предельные величины толщины слоя, мм | Масса протекторного слоя с двух сторон, кг |
| I | От 0,018 до 0,04 Средняя величина 0,029 | 0,258-0,570 Средняя 0,414 |
| II | От 0,01 до 0,018 Средняя величина 0,014 | 0,1425-0,258 Средняя 0,200 |
| П (повышенный) | От 0,04 до 0,06 | 0,57-0,855 Средняя 0,712 |
Чтобы рассчитать вес оцинкованного листа, можно пользоваться также формулой, учитывающей массу покрытия в зависимости от класса толщины слоя:
- M — лист оцинкованный вес 1 м², кг
- t1 — толщина стального листа без покрытия;
- Мп.с. — средняя величина веса протекторного слоя в зависимости от класса толщины, величина нормируется ГOCT 14918-80.
Чтобы рассчитать, сколько весит лист оцинкованный (вес одного листа нужного размера), пользуются формулой:
- Mлиста — вес одного листа оцинкованного, кг;
- M — вес 1 м², кг;
- S — площадь листа, м².
Учитывая, что сортаментом ГОСТ 19904-90 допускаются отклонения от расчетной массы до 3% (из-за регламентированных предельных отклонений по толщине, длине и ширине), а также с учетом малой толщины плакирующего слоя и небольшой разницы между удельным весом стали и цинкового сплава (в состав которого может входить свинец и алюминий), теоретически рассчитанная масса может несколько отличаться от действительного веса.
| № | Толщина листа, мм | Вес 1 м² стали без цинкового покрытия , кг | Вес 1 м² оцинкованной стали, 1 класс толщины покрытия , кг | Вес 1 м² оцинкованной стали, 2 класс толщины покрытия , кг | Вес 1 м² оцинкованной стали, класс толщины покрытия П , кг | Количество м² в тонне оцинкованной стали 2 класса |
| 1 | 0,50 | 3,925 | 4,339 | 4,125 | 4,637 | 242,42 |
| 2 | 0,55 | 4,317 | 4,731 | 4,517 | 5,029 | 221,36 |
| 3 | 0,60 | 4,710 | 5,124 | 4,910 | 5,422 | 203,67 |
| 4 | 0,65 | 5,103 | 5,517 | 5,303 | 5,815 | 188,60 |
| 5 | 0,70 | 5,495 | 5,909 | 5,695 | 6,207 | 175,59 |
| 6 | 0,75 | 5,888 | 6,302 | 6,088 | 6,600 | 164,2 |
| 7 | 0,80 | 6,280 | 6,694 | 6,480 | 6,992 | 154,32 |
| 8 | 0,90 | 7,065 | 7,479 | 7,265 | 7,777 | 137,65 |
| 9 | 1,00 | 7,850 | 8,264 | 8,050 | 8,562 | 124,22 |
| 10 | 1,10 | 8,635 | 9,049 | 8,835 | 9,347 | 114,09 |
| 11 | 1,20 | 9,420 | 9,834 | 9,620 | 10,132 | 103,95 |
| 12 | 1,50 | 11,775 | 12,189 | 11,975 | 12,487 | 83,51 |
| 13 | 2,00 | 15,700 | 16,114 | 15,900 | 16,412 | 62,89 |
| 14 | 2,50 | 19,625 | 20,039 | 19,825 | 20,337 | 50,45 |
Согласно ГOCT 14918-80, оцинкованная сталь может изготавливаться с дифференцированным покрытием: на одной стороне класс толщины №2, а на другой — №1 или П, что учитывается при расчете массы.
Преимущества и недостатки материала
Если бы существовали совершенные виды строительных материалов, то не трудно предположить, что их производители, продавцы, да и строители давно бы остались без работы. У каждого материала есть свои преимущества и недостатки.
Поэтому оцинкованный металл не является исключением. Но, приступая к монтажу кровли, каждый уважающий себя мастер обязан знать, какими свойствами обладает кровельный материал.
О преимуществах, по порядку:
- Первым и одним из основных преимуществ, бесспорно, является низкая стоимость материала. Она обусловлена хорошо налаженным, относительно не дорогим способом массового производства стали.
- Вторым, главным преимуществом оцинкованного металла. является его высокая прочность и долговечность. Оцинкованный профиль прекрасно выдерживает ветровые, снежные нагрузки, град, перепады температур, влияние ультрафиолетового излучения.
- Сложные конструкции крыши также можно устраивать при помощи оцинкованных профилей, если предварительно заказать нужные формы и размеры.
Недостатков у этого вида кровли тоже не очень много.
Пожалуй, всего лишь два:
- Кровля из оцинкованной стали требует очистки и покраски, примерно один раз в 5 лет.
- Оцинкованный профиль далеко не является образцом звукоизоляции, поэтому к монтажу предъявляются повышенные требования. При устройстве кровли из оцинкованной стали требуются снегозадержатели, заземление.
По поводу лёгкости монтажа этого вида кровли, мнения экспертов расходятся. Встречаются даже такие, которые говоря о лёгкости устройства кровли, сразу же противоречат своим высказываниям, сделанным немного ранее.
Что можно сказать по этому поводу? Наверно, единственно правильным советом будет только один: пусть устройством оцинкованной кровли занимаются люди с большим опытом в этом деле. Тем более, что цена материала не значительная, так что на монтаже можно не экономить.
Технология монтажа оцинкованной кровли

Устройство оцинкованной кровли по этапам существенно не отличается от других видов кровельных материалов. Здесь лишь особенное внимание стоит уделить системе звукоизоляции и максимальной прочности несущих элементов кровли, с учётом того, что металлический профнастил – один из самых тяжёлых видов кровельных материалов.
Для того, чтобы в ветреную погоду, при выпадении дождя металлическая крыша не грохотала, важно уделить внимание шагу крепления профильных элементов: если расстояние от одного до другого места крепления будет слишком большим, то повышенного шума избежать будет сложно, даже с учётом монтажа звукоизоляции. Таковы общие рекомендации.
Теперь об этапах укладки в последовательном порядке:
- Монтаж оцинкованной кровли начинается с установки водоотвода по длине карниза.
- Затем с одной из сторон ската укладывают картину. Картина должна быть уложена ровно, чтобы скат имел правильную геометрию. Для этого лучше предварительно сделать разметку.
- После укладки, первую картину крепят к обрешётке при помощи кламмеров, на уровне 30 – 40 мм ниже планки карниза.
- Затем прикладывают следующий лист, выровняв его в местах загиба; скрепляют при помощи инструмента. Далее, точно также укладывается следующий лист
- Подрезать и закрывать замки на капельнике нужно после закрывания крайнего замка на скате.
- После укладки профнастила на всех скатах крыши, соединяется каждый угол.
- Ширина полос для устройства ендов должна быть достаточной, чтобы изолировать все участки, не накрытые картинами.
- В конце монтажа, при необходимости, устраивается конёк и защитное ограждение.
- Если есть необходимость в покраске крыши сразу же после монтажа, то делают это по окончанию полной установки кровли.
Окрашивание оцинкованного профиля
Несмотря на то, что оцинкованный профнастил является достаточно прочным материалом, покраска придаёт ему дополнительные защитные свойства. Например, в случае незначительных царапин на поверхности, полимерный слой предохраняет профиль от коррозии. Кроме того, окрашенный лист выглядит более привлекательным с эстетической точки зрения.
Окрашенный профиль можно приобрести у изготовителя, но учитывая, что оцинкованный лист может прослужить до 5 лет без полимерного покрытия, некоторые застройщики устанавливают неокрашенный профиль, и спустя 5 лет окрашивают в целях антикоррозийной профилактики.
Что нужно знать о покраске оцинкованной стали? Как и любую окрашиваемую поверхность, оцинкованный профиль необходимо подготовить к покраске. Весь процесс подготовки и покраски профиля заключается в нескольких этапах:
- Подготовка поверхности: удалить грязь, обезжирить при помощи очищенного бензина или других жидкостей; При повторном окрашивании следует очистить поверхность от старой краски, при необходимости нанести слой огрунтовки, пошлифовать, удалить пыль.
- Огрунтовка: металл плохо удерживает краску, поэтому поверхность металла нужно обязательно загрунтовать;
- Окрашивание: для окрашивания можно использовать различные инструменты и приспособления, с учётом площади поверхности: от малярных валиков до краскопульта. Слой краски должен быть достаточно плотным. Желательно выбирать краску с защитным свойством, против ультрафиолетового излучения. Особенное внимание нужно уделять окраске металла в различных местах соединений на крыше.
- Просушка: окрашенную поверхность просушить, желательно избегать при этом влажности. В случае, когда окраска производится непосредственно на крыше, то делать это нужно в сухую погоду.
Устройство картин
Если кровля устраивается не из листового металла, который нарезают по длине ската, а из отдельных картин, то перед укладкой на обрешётку, их соединяют между собой в длину, двойным фальцем. Таким образом, получается целая полоса.
Следующий ряд картин укладывается так, чтобы картины межу собой в итоге были соединены не строго по швам, а смещались на половину листа, в полушахматном порядке. Устройство кровли из металлического материала имеет одну особенность: все дефекты монтажных работ проявляются не сразу, а лишь в процессе эксплуатации. Поэтому важно помнить об этом, чтобы крыша не текла.
В заключение, совет: металл имеет такое, как свойство скольжение, в особенности вовремя покраски. Поэтому имеет смысл использовать дополнительные меры предосторожности во время монтажных работ: лучше надеть для этого специальную обувь, чтобы она не скользила по поверхности и пользоваться страховочным поясом.
Способы устройства кровли из рулонной и листовой стали
По мнению экспертов, монтаж кровли из рулонной или листовой стали – процесс не сложный, благодаря технологии её изготовления, предусматривающей способы соединения картин при помощи фальца. Что такое картина и фальцевое соединение?
Картина – кровельный лист, имеющий кромку, подготовленную для фальцевого соединения.
Читайте также: Словолитный прибор: стальной пуансон, медная матрица
Фальц – соединительный шов, образованный в местах соединения элементов кровли. Также необходимо знать виды фальцевых соединений.
- Их различают по способу соединения: одинарные и двойные;
- По направлению относительно поверхности кровли – лежачие и стоячие. Вертикальное двойное соединение, являющееся наиболее прочным, используют для боковых краёв, расположенных вдоль скатов, горизонтальные полосы соединяют лежачими фальцами.
Существует, так называемое, защёлкивающееся соединение, которое не требует использования инструмента при монтаже. Также фальцы можно выполнить самостоятельно, при помощи специальных закаточных устройств.
Более удобно использовать заранее подготовленный профильный материал. Такой способ соединения швов даёт экономию времени монтажных работ, сокращение расхода материала. Кроме того, выполненные в производственных условиях картины, дают повышенную герметичность и надёжность кровли при любых климатических условиях.
Ещё одно преимущество: хороший внешний вид. Для выполнения дизайнерских конструкций, изготовленный на производстве материал – незаменимый помощник. Такие картины могут иметь разнообразную форму и размеры, что придаст кровле оригинальный и эстетичный вид.
Источник https://metall-energy.ru/gost-14918-80.htm
Источник https://pressadv.ru/stali/razmer-lista-ocinkovki.html
Источник