ГОСТ Р 9.316-2006 Единая система защиты от коррозии и старения. Покрытия термодиффузионные цинковые. Общие требования и методы контроля

Горячее цинкование – это метод покрытия поверхности металлического изделия слоем цинка, уступающий по своей популярности только гальванической технологии оцинковки. Между тем по стоимости выполнения, а также по долговечности формируемых цинковых покрытий данный способ превосходит электрохимическое цинкование.

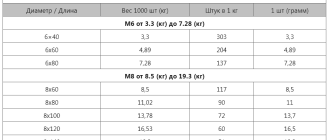
Результаты испытаний болтов с различной оцинковкой в растворе соляной кислоты
Ознакомиться с требованиями ГОСТ к горячим цинковым покрытиям можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 9.307-89 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
Зачем металлические изделия подвергают цинкованию
Цинкование предполагает, что на поверхность металлического изделия наносится слой цинка, толщина которого может находиться в интервале 40–65 мкм. За счет такого покрытия обеспечивается не только барьерная, но и электрохимическая защита металла от коррозии. Оцинкование, которое можно выполнять по разным технологиям, используется преимущественно по отношению к стали.
Читайте также: Детейлинг своими руками. Наружный пластик, фары, хром
Горячее цинкование металла, если сравнивать его с другими технологиями, отличается оптимальным сочетанием доступной стоимости технологического процесса с высокими защитными свойствами получаемого цинкового слоя. Нанесенное методом горячего цинкования покрытие даже при эксплуатации изделия в самых неблагоприятных условиях способно прослужить не менее 65–70 лет, полностью сохранив свои защитные свойства.

Положение цинка в электрохимическом ряду металлов





Условные обозначения видов покрытий крепежа
Существует довольно большое количество покрытий, наносимых различными способами на крепёжные изделия. На территории России в настоящий момент приняты следующие условные обозначения видов защитных и защитно-декоративных покрытий крепежных изделий (в чертежах и сводных таблицах можно встретить как буквенное, так и цифровое обозначение покрытия) — все наиболее распространённые виды покрытий приведены в следующей таблице:
| Вид покрытия | Обозначение согласно ГОСТ 9.306-85 | Обозначение цифровое |
| Цинковое с хроматированием | Ц.хр | 01 |
| Кадмиевое с хроматированием | Кд.хр | 02 |
| Многослойное медно-никелевое | М.Н | 03 |
| Многослойное медь-никель-хром | М.Н.Х.б | 04 |
| Окисное, пропитанное маслом | Хим.Окс.прм | 05 |
| Фосфатное, пропитанное маслом | Хим.Фос.прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Цинковое, горячее | Гор. Ц | 09 |
| Окисное, наполненное хроматами | Ан. Окс. Нхр | 10 |
| Окисное, из кислых растворов | Хим. Пас | 11 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
Наименование покрытия ставится после точки, в конце обозначения элемента крепежа (последние цифры перед указанием ГОСТа на продукцию). Число, стоящее сразу после обозначения покрытия, обозначает толщину наносимого покрытия в микронах, мкм (1 микрон = 1/1000 мм). Если покрытие многослойное, то указывается суммарная толщина всех слоёв покрытия.
Как определить параметры покрытия в обозначении крепежа
Примеры обозначения покрытий приведены далее:
· Болт М20-6gх80.58.019
ГОСТ 7798-70 — Болт с покрытием номер
01
(цинковое, хроматированное — самое распространённое покрытие «гальваническая оцинковка»; выглядит блестящим белым, бывает с желтоватым или с голубоватым оттенком). Цифра
9
– толщина покрытия
9
мкм (микрон);
· Гайка М14-6Н.0522
ГОСТ 5927-70 — Гайка с покрытием номер
05
(химическое окисное, пропитанное маслом — в народе называется «оксидирование»; внешне выглядит чёрным, с блеском или матовое) толщиною
22
мкм;
· Маслёнка 1.2.Ц6
ГОСТ 19853-74 — пресс-маслёнка с покрытием
Ц
(цинковое — тоже «оцинковка», ещё называют «горячий цинк» — по способу нанесения покрытия; визуально отличается от «гальванической оцинковки» отсутствием выраженного блеска и видимой структурой «хлопьев» на поверхности покрытой детали) толщиною
6
мкм;
· Шайба А.24.01.10кп.Кд6.хр
ГОСТ 11371-89 — Шайба с покрытием
Кд.хр
(кадмиевое, с хроматированием — то, что называют «кадмирование»; выглядит жёлтым, с радужным блеском) толщиною
6
мкм;
· Винт В.М5-6gх25.32.1315
Читайте также: Пособие для «чайников»: особенности дуговой сварки электродами
ГОСТ 1491-80 — винт латунный с покрытием номер
13
(никелевое, называют просто «никелированный»; выглядит серовато-белым с небольшим блеском) толщиной
15
мкм;
· Шайба 8.БрАМц9-2.М.Н.Х.б.32
ГОСТ 6402-70 — шайба гровер бронзовая с многослойным покрытием
М.Н.Х.б
(покрытие медь-никель-хром, или, проще говоря «хромированное»; выглядит зеркальным, с ярко выраженным блеском) суммарной толщиною
32
мкм.
В некоторых случаях цифровую маркировку заменяют буквенной, тогда покрытие 019
будет выглядеть так:
Ц.хр9
Преимущества метода
Горячее цинкование металлоконструкций при сравнении с другими технологиями имеет ряд весомых преимуществ.
- Подвергаться обработке по данной технологии могут даже детали, отличающиеся высокой сложностью геометрической формы. В частности, такую технологию активно используют для обработки труб.
- Поврежденные в результате механического воздействия участки цинкового покрытия могут самовосстанавливаться, причем происходить это может без постороннего вмешательства.
- По сравнению с другими способами оцинковки, метод горячего цинкования позволяет сформировать покрытие, устойчивость которого при взаимодействии с жидкими средами выше в 6 раз. Именно по этой причине такую технологию и применяют для обработки труб и различных емкостей.
- Горячая оцинковка позволяет эффективно устранять многие дефекты обрабатываемой поверхности, такие как раковины, поры и др.
- Эксплуатация труб и других метизов, которые покрыты цинком по данной технологии, требует минимальных финансовых затрат. Их поверхности, в частности, не требуют регулярной окраски, так как уже надежно защищены от воздействия негативных факторов внешней среды. Это очень актуально для труб, которые эксплуатируются в труднодоступных местах (в стенах, под землей и т.д.).

Сравнение стоимости и работоспособности горячеоцинкованной стали с другими методами защиты
Похожие документы
- ГОСТ 21153.0-75 Породы горные. Отбор проб и общие требования к методам физических испытаний
- ГОСТ 23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки
- ГОСТ 10181.0-81 Смеси бетонные. Общие требования к методам испытаний
- ГОСТ 12730.0-78 Бетоны. Общие требования к методам определения плотности, влажности, водопоглощения, пористости и водонепроницаемости
- ГОСТ 12852.0-77 Бетон ячеистый. Общие требования к методам испытаний
- ГОСТ 27677-88 Защита от коррозии в строительстве. Бетоны. Общие требования к проведению испытаний
Как выполняется горячее цинкование
Выделяют два этапа горячего цинкования:
- Обрабатываемую поверхность тщательно подготавливают к процедуре.
- Изделие погружают в емкость с расплавленным цинком, в результате чего оно буквально обволакивается данным металлом.
Все нюансы выполнения такой технологической операции регламентирует ГОСТ 9.307-89.

Технологический цикл цинкования
Технология горячего цинкования требует тщательного подхода к выполнению всех ее этапов. Чтобы понять их суть и назначение, каждый из них стоит рассмотреть подробнее.
Подготовка металлического изделия к процедуре
ГОСТ указывает, что поверхность, которую необходимо подвергнуть горячему цинкованию, должна быть тщательно подготовлена. Такая подготовка состоит из нескольких процедур:
- механической обработки;
- обезжиривания;
- промывки;
- травления;
- промывки после травления;
- флюсования;
- просушки.
При помощи механической обработки с поверхности удаляются загрязнения, продукты окисления, следы ржавчины, а также шлаковые включения. ГОСТ также предписывает, что острые углы и кромки, имеющиеся на изделии, должны быть скруглены, что также решается на этапе механической обработки. Для выполнения механической обработки в производственных условиях используются пескоструйные установки.

Обезжиривание металлоизделий в растворе ортофосфорной кислоты
Обезжиривание, которое выполняется при температуре около 75°, необходимо выполнять перед горячим цинкованием для того, чтобы улучшить адгезию формируемого защитного слоя с цинкуемым изделием. Присутствие на обрабатываемой поверхности жировых и масляных пятен может привести к тому, что на таких участках цинковое покрытие будет иметь неравномерную толщину или даже отслаиваться.
Выполняют обезжиривание при помощи специальных химических реагентов, список которых приводит соответствующий ГОСТ. Их остатки впоследствии должны быть полностью удалены с поверхности изделия, для чего его подвергают промывке.

Промывочные емкости для длинномерных изделий
Читайте также: Неразрушающие методы контроля сварных швов и соединений
ГОСТ также указывает, что на трубах или других изделиях, подвергаемых горячему цинкованию, не должно быть окисленных участков, а также старого цинкового покрытия, если оно наносилось ранее. Для того чтобы выполнить эти требования, обрабатываемую поверхность подвергают травлению. С этой целью обычно используется раствор соляной кислоты. Выполняют такую процедуру при комнатной температуре (22–24°), а концентрацию раствора кислоты выбирают в зависимости от того, насколько сильно поверхность загрязнена окислами и следами коррозии.
Как правило, для выполнения травления используют растворы, в которых содержится 140–200 граммов кислоты на 1 литр. При выполнении травления раствор кислоты может сильно повредить обрабатываемую поверхность. Чтобы такого не происходило, а также чтобы минимизировать выделение водорода из травильного раствора, в него вводят специальные вещества, которые называются ингибиторами. Как и после обезжиривания, после травления изделие необходимо тщательно промыть, чтобы удалить остатки использованных химических веществ.

Подготовленные к оцинковке изделия
Флюсование перед горячим цинкованием, технология которого предусматривает тщательную подготовку обрабатываемой детали, позволяет решить сразу две важных задачи: предотвратить процесс окисления и улучшить адгезию наносимого покрытия с основным металлом. В процессе флюсования, выполняемого при температуре 60°, на обрабатываемую поверхность наносится тонкий слой флюса, содержащегося в специальном растворе. В качестве флюса, как правило, используются хлориды аммония и цинка. Их смешивают с водой в соотношении 500 граммов на литр, чтобы приготовить раствор для флюсования. При выполнении флюсования очень важно следить за такими параметрами используемого раствора, как содержание железа, плотность и кислотность. Если концентрация железа в растворе превышена, в него вводят перекись водорода, которая способствует образованию солей железа, выпадающих в осадок.
Любой цех горячего цинкования в обязательном порядке должен быть оснащен термическими печами, в которых обрабатываемое изделие просушивают после выполнения флюсования. Такая термическая обработка позволяет не только удалить остатки жидкости, которая ухудшает качество готового цинкового покрытия, но и нагреть деталь до температуры 100°, что дает возможность снизить затраты на осуществление основной технологической операции.
Приложение А (справочное)
Контроль качества подготовленной поверхности
А.1 Для контроля качества подготовленной поверхности изделия перед нанесением покрытия из партии отбирают от 2 % до 5 % их общего числа образцов, но не менее четырех изделий. Единичные изделия и конструкции (кронштейны, консоли, опоры, блоки жестких поперечин) подвергают сплошному контролю.
А.2 Крепежные изделия контролируют на наличие необходимого допуска для нанесения покрытия с помощью эталонной плашки, гайки и других приспособлений, установленных в технологической документации.
А.3 Методы контроля качества подготовленной поверхности — по ГОСТ 9.402.
Оцинкованная кровельная сталь — характеристика. Гост сталь оцинкованная кровельная

Как классифицируется сталь листовая (ГОСТ 14918-80)
Правильное название этого нормативного документа звучит так: «СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ». Действие стандарта распространяется на рулонную и листовую холоднокатаную сталь, оцинкованную методом горячего оцинкования и предназначенную для изготовления штампованных деталей, холодного профилирования и изготовления других изделий из металла.
По ГОСТ 14918-80 сталь оцинкованная классифицируется по нескольким признакам.
- оцинкованная сталь общего назначения (ОН);
- для холодного профилирования (ХП);
- для холодной штамповки (ХIII);
- под покраску (ПК).
В свою очередь сталь группы ХIII разделяют на следующие категории: нормальной вытяжки (Н), глубокой вытяжки (Г) и весьма глубокой вытяжки (ВГ).
По равномерности толщины защитного цинкового покрытия:
Читайте также: Использование гофрированных труб для наружной канализации
- оцинкованный лист с нормальной разнотолщинностью (НР);
- оцинкованный лист с уменьшенной разнотолщинностью (УР).
По толщине защитного слоя цинка на три класса:
- повышенный (П) с массой от 570 до 855 г на 1 м² двухстороннего покрытия;
- первый с массой от 258 до 570 г на 1 м² двухстороннего покрытия
- второй с массой от 142 до 258 г на 1 м² двухстороннего покрытия.
Для изготовления профнастила по ГОСТ 24045-94 должен использоваться лист оцинкованный ГОСТ 14918-80 с толщиной защитного покрытия не ниже первого класса.
Оцинковка ГОСТ 14918-80, сортамент и условные обозначения
Оцинковку изготавливают из холоднокатаной стали, толщиной от 0,5 до 2,5 мм и шириной от 710 до 1800 мм. Оцинкованная сталь может выпускаться в виде отдельных листов, длиной до 6 м, а продукция небольшой толщины — намотанной в рулоны. Сталь листовая ГОСТ 14918-80 производится в значительно меньших количествах, поскольку ее транспортировка обходится дороже, чем перевозка рулонов металла.
Серповидность рулонной стали не может быть более 6 мм на 3 м длины, а телескопичность рулона — не более 30 мм при ширине до 1000 мм. Плоскостность оцинкованной стали должна быть классов ПВ, ПН или ПУ с отклонениями по толщине в соответствии с нормами повышенной точности прокатки.
О сортаменте оцинкованной стали
Требования к сортаменту оцинкованной стали в стандарте не детализированы, поскольку сортамент стального листа, из которого ее изготавливают, регламентируется ГОСТ 19904-90. Поэтому в условном обозначении оцинкованной стали указываются характеристики сортамента по двум стандартам, в числителе — сортамент исходной заготовки по ГОСТ 19904-90, а в знаменателе — характеристики защитного покрытия по ГОСТ 14918-80.
Пример обозначения листовой оцинкованной стали
Выше приведен пример обозначения листовой оцинкованной стали толщиной 0,8 мм, шириной 1000 мм, длиной 2000 мм, с нормальной точностью прокатки Б, нормальной плоскостностью ПН, необрезной кромкой НО по ГОСТ 19904-90, группы ОН с узором кристаллизации КР первого класса цинкового покрытия по ГОСТ 14918-80. В обозначении стали группы ХШ сразу указывается индекс способности к вытяжке (ВГ, Г или Н).
Лист оцинкованный, размеры по ГОСТ 19904-90 (сортамент)
Размеры, предельные отклонения и требования к точности изготовления для оцинкованной стали устанавливаются сортаментом ГOCT 19904-90 так же, как и для не оцинкованной холоднокатаной листовой стали.
Оцинкованная сталь по ТУ согласно ГOCT 14918-80 изготавливается шириной от 700 до 1800 мм (размерный шаг в зависимости от диапазона 50, 100 и 150 мм), длиной от 1000 до 6000 мм (размерный шаг 20, 80, 100, 150, 200, 300, 500 мм), однако по согласованию с потребителем в случае необходимости допускается устанавливать и другие размеры.
Толщина оцинкованного листа регламентирована в пределах от 0,5 до 2,55 мм, причем сортаментом определяется следующий размерный шаг:
- диапазон толщин 0,5-0,8 мм — шаг составляет 0,05 мм;
- диапазон 0,8-1,8 мм — шаг 0,1 мм;
- диапазон 1,8-2,5 — шаг 0,2, последний — 0,3 мм.
Технические требования к оцинкованной стали по ГОСТ 14918-80
Оцинкованную сталь по ГОСТ 14918-80 изготавливают из углеродистой холоднокатаной стали с качеством поверхности, соответствующим ГОСТ 16523-97. В таблице 1а ГОСТ 14918-80 приведены марки стали для изготовления каждой группы и категории оцинкованной стали.
Для нанесения защитного покрытия применяют цинк марки Ц0 и Ц1 по ГОСТ3640-94 с добавлением других металлов, например алюминия или свинца. Покрытие должно быть сплошным, без растрескивания, а поверхность оцинкованной стали чистой. В месте изгиба на 180° у оцинкованной стали толщиной до 1,0 мм не должно быть отслоений, обнажающих стальную поверхность. При этом для всех групп оцинкованной стали допускаются мелкие шероховатости, царапины и потертости, не нарушающее сплошность покрытия, а также наличие светлых и матовых пятен. Уменьшенная разнотолщинность для разных классов оцинкованной стали должна быть от 4 до 16 мкм.
В таблице 1б стандарта приведены такие технические характеристики, как сопротивление на разрыв, предел текучести и относительное удлинение для разных групп, категорий и толщин оцинкованной стали.
ГОСТ 14918-80 регламентирует также характеристики кристаллической структуры исходного сырья и допустимое количество перегибов без изломов. Так для оцинкованной стали, толщиной до 0,8 мм, количество таких перегибов должно быть не меньше 8.
Читайте также: Магнитные свойства нержавеющей стали
Ниже в таблице приведены характеристики оцинкованного листа.
Лист ГОСТ 14918-80 — технические характеристики
| Размер листа, мм | Группа листа по ГОСТ 14918-80 | Марка стали | ГОСТ 14918-80, вес листа, кг |
| 0,4х1000х2000 | ОН,ВГ | 08пс3сп | 6.95 |
| 0,4х1250х2500 | ОН,ВГ | 08пс3сп | 8.64 |
| 0,45х1000х2000 | ОН,ВГ | 08пс3сп | 7.42 |
| 0,5х1000х2000 | ОН,ВГ | 08пс3сп | 8.25 |
| 0,5х1250х2500 | ОН,ВГ | 08пс3сп | 12.89 |
| 0,55х1000х2000 | ОН,ВГ | 08пс3сп | 9.8 |
| 0,55х1250х2500 | ОН,ВГ | 08пс3сп | 15.3 |
| 0,6х1000х2000 | ОН,ВГ | 08пс3сп | 9.89 |
| 0,6х1250х2500 | ОН,ВГ | 08пс3сп | 15.45 |
| 0,7х1000х2000 | ОН,ВГ | 08пс3сп | 11.39 |
| 0,7х1250х2500 | ОН,ВГ | 08пс3сп | 19 |
| 0,78х1250х2500 | ОН,ВГ | 08пс3сп | 21.1 |
| 0,8х1250х2500 | ОН,ВГ | 08пс3сп | 21.4 |
| 0,9х1250х2500 | ОН,ВГ | 08пс3сп | 22.71 |
| 1,0х1250х2500 | ОН,ВГ | 08пс3сп | 26.3 |
| 1,2х1250х2500 | ОН,ВГ | 08пс3сп | 31.2 |
КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
- по назначению на группы:
- для холодной штамповки-XШ,
- для холодного профилирования-XП,
- под окраску (дрессированная)-ПК,
- общего назначения-ОН;
- нормальной вытяжки-Н,
- глубокой вытяжки-Г,
- весьма глубокой вытяжки-ВГ;
- с нормальной разнотолщинностью-НР,
- с уменьшенной разнотолщинностью-УР.
(Измененная редакция. Изм. № 2).
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
- с узором кристаллизации-КР,
- без узора кристаллизации-МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на 3 класса в соответствии с указанным в табл. 1.
Класс толщины
| Масса 1 м2 слоя покрытия, нанесенного с двух сторон, г | Толщина покрытия, мкм | |
| П (повышенный) | Св. 570 до 855 включ. | Св. 40 до 60 включ. |
| 1 | Св. 258 до 570 включ. | Св. 18 до 40 включ. |
| 2 | От 142,5 до 258 включ. | Св. 10 до 18 включ. |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне — классу П (для листов) или классу 1.
(Измененная редакция. Изм. № 2).
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
(Измененная редакция. Изм. № 2).
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-74.
Оцинкованную сталь высшей категории качества изготовляют:
Читайте также: ГОСТ 8568-77. Листы стальные с ромбическим и чечевичным рифлением. Технические условия. — Интернет магазин строительных материалов Москва
- с серповидностью рулонной стали не более 6 мм на 3 м длины;
- с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точностью прокатки;
- с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
(Измененная редакция. Изм. № 2).
Примеры условных обозначений:
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
(Измененная редакция. Изм. № 2).
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
(Измененная редакция. Изм. № 2).
Примечание. Категория стали ХШ заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатанной рулонной стали с качеством поверхности по ГОСТ 16523-70. Марки стали должны соответствовать приведенным в табл. 1а.
| Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
| Группа | Категория вытяжки | первой категории качества | высшей категории качества |
| ХШ | НГ | Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-71 | Марки стали с химическим составом по ГОСТ 9045-80, а также ГОСТ 1050-74 с содержанием серы не более 0,035 % и фосфора — не более 0,020 % и ГОСТ 380-71 с массовой долей серы не более 0,035 % и фосфора — не более 0,025 %. |
| ХШ | ВГ | 08пс, 08кп, 08Ю по ГОСТ 9045-80 08пс, 08кп, 10кп по ГОСТ 1050-74 | 08пс, 08кп, 08Ю по ГОСТ 9045-80 08пс, 08кп, 10КП по ГОСТ 1050-74 с массовой долей серы не более 0,030% и фосфора — не более 0,020 % |
| ХП, ПК | — | 08пс по ГОСТ 9045-80 08, 08пс по ГОСТ 1050-74 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 | 08пс по ГОСТ 9045-80 08, 08пс по ГОСТ 1050-74 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 с массовой долей серы не более 0,04% и фосфора-не более 0,035% |
| ОН | — | Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 | Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 с массовой долей серы не более 0,045% и фосфора — не более 0,040% |
(Измененная редакция. Изм. № 2).
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-79 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
(Измененная редакция. Изм. № 2).
3.4. Поверхность оцинкованной стали должна быть чистой, со сплошным покрытием.
(Измененная редакция. Изм. № 2).
3.4.1. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-70.
(Измененная редакция. Изм. № 2).
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.
(Измененная редакция. Изм. № 2).
3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.
(Измененная редакция. Изм. № 2).
Читайте также: Станки для скручивания металла в холодном состоянии
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П-не более 16, для класса 1-не более 10, для класса 2-не более 4 мкм. Оцинкованная сталь нормальной разнотолщинности НР должна иметь толщину покрытия в пределах, указанных в табл. 1.
(Измененная редакция. Изм. № 1).
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П-не более 12, класса 1-не более 8 и класса 2-не более 3 мкм.
(Измененная редакция. Изм. № 2).
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
| Оцинкованная сталь | Временное сопротивление разрыву , МПа | Предел текучести , МПа, не менее | Относительное удлинение , % не менее, при L0=80 мм для стали толщиной, мм | ||||
| группы | категории вытяжки | до 0,7 | св. 0,7 до 1,5 | св. 1,5 до 2,0 | св. 2,0 | ||
| ХШ | Н | 300-490 | — | 21 | 22 | 23 | 24 |
| Г | 275-430 | — | 23 | 24 | 25 | 26 | |
| ВГ | 255-410 | — | 26 | 28 | 29 | 30 | |
| ХП, ПК | — | — | 230 | 20 | 22 | — | — |
| ОН | — | — | — | — | — | — | — |
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПК факультативны до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
(Измененная редакция. Изм. № 2).
3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1в.
| Толщина оцинкованной стали | Глубина сферической лунки для категорий вытяжки, не менее | ||
| ВГ | Г | Н | |
| 0,5 | 8,5 | 8,0 | 6,9 |
| 0,6 | 8,9 | 8,5 | 7,2 |
| 0,7 | 9,2 | 8,9 | 7,5 |
| 0,8 | 9,5 | 9,3 | 7,8 |
| 0,9 | 9,9 | 9,6 | 8,2 |
| 1,0 | 10,1 | 9,9 | 8,6 |
| 1,1 | 10,3 | 10,1 | 8,7 |
| 1,2 | 10,5 | 10,3 | 8,8 |
| 1,3 | 10,7 | 10,5 | 8,9 |
| 1,4 | 10,8 | 10,6 | 9,0 |
| 1,5 | 11,0 | 10,8 | 9,1 |
| 1,6 | 11,3 | 11,0 | 9,5 |
| 1,7 | 11,4 | 11,1 | 9,6 |
| 1,8 | 11,5 | 11,2 | 9,7 |
| 1,9 | 11,6 | 11,3 | 9,8 |
| 2,0 | 11,7 | 11,4 | 9,9 |
1. Для оцинкованной стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.
2. Значения глубины сферической лунки для оцинкованной стали толщиной свыше 1,5 мм являются факультативными до 01.07.89.
3. При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
(Измененная редакция. Изм. № 2).
3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки-на 0,2 мм больше норм табл. 1в.
(Измененная редакция. Изм. № 2).
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категорий вытяжки Г.
(Измененная редакция. Изм. № 2).
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г-в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 3 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленнным в табл. 1г.
| Толщина оцинкованной стали, мм | Количество перегибов |
| До 0,8 включ. | 8 |
| Св. 0,8 до 1,2 включ. | 5 |
| Св. 1,2 до 2,0 включ | 3 |
| Св. 2,0 | 2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являются факультативными до 01.07.89.
(Измененная редакция. Изм. № 2).
3.14. Отменен. Изм. № 2.
Влияние ГОСТ на качество оцинкованной стали
Стандартом жестко регламентируются требования к качеству оцинкованной стали, объему испытаний и методике проверки предприятиями качества готовой продукции. Каждая партия оцинкованной стали должна иметь документ, оформленный по ГОСТ7566-94, подтверждающий соответствие данной партии требованиям ГОСТ 14918-80, сертификат соответствия, получаемый покупателем металла, при этом гарантирует, что продукция прошла на заводе-изготовителе все необходимые испытания.
Качество поверхности листов проверяют внешним осмотром. Для проверки на растяжение, на прочность сцепления защитного покрытия с металлической основой и для оценки микроструктуры, а также толщины покрытия и разнотолщинности, из рулона вырезают образцы.
Все это практически исключает выход некачественной готовой продукции за территорию предприятия-изготовителя.
![]()
Полностью готовые к перевозки листы оцинкованной стали по ГОСТ 14918-80
ГОСТ14918-80 также регламентируются требования к упаковке, транспортировке и хранению оцинкованной стали, дополняющие ГОСТ 7566-94. Для защиты поверхности при транспортировке и хранении, оцинкованную сталь консервируют пассивированием или промасливанием.
Листы упаковывают в пачку, боковые поверхности которой защищают швеллерами из отожженного стального листа. Снизу к пачке крепятся деревянные бруски.
Пачки и рулоны оцинкованной стали должны быть прочно обвязаны металлической лентой. Вес одной пачки или рулона не должен быть меньше 3 и больше 10 тонн.
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Читайте по теме:
Читайте также: Саморезы для металлочерепицы: расход и технология крепления
Расчет несущей способности профнастила
Какова несущая способность профнастила? Для чего его можно применять и как выбрать марку для Ваших нагрузок? Описание, характеристики, расчеты — обо всем этом в статье. Читайте!
Расход профнастила на м² и п.м.
Норма расхода профнастила на кровлю, фасад или забор. Существуют ли общие нормы расхода профлиста? Что нужно учитывать, когда считаете расход профнастила на 1м²? Обо всем этом — в статье.
Источник https://armrinok.ru/obrabotka/gost-cinkovoe-pokrytie.html
Источник https://msmetall.ru/metalloprokat/oboznachenie-ocinkovannogo-lista-na-chertezhe.html
Источник