Приобретение мини-литейного завода – готовый бизнес с быстрым стартом
Литейное производство позволяет изготавливать различные детали и механизмы, предметы и вещи. Однако для того, чтобы превратить шихту или прутик в сплав, необходимо специализированное литейное оборудование, именно при его помощи можно изготавливать продукцию из металла.
Современные установки и машины помогают сводить к минимуму человеческий труд, практически все они поддаются автоматизации и роботизации, что значительно упрощает и ускоряет производственные процессы.
Рассмотрим более подробно, какое оборудование литейных цехов используется в наши дни и как оно помогает наладить сложные узкоспециализированные технологические процессы.
Подбор специалистов
Эта профессия предполагает производство чугунных, стальных или цветных металлических деталей различными процессами литья, а также периодическое проведение испытаний материалов с целью обеспечения качества. Специалист современного литейного цеха – обрубщик, плавильщик, формовщик — должен знать различные типы пресс-форм и материалов, обработку литейных инструментов, химические процессы, происходящие во время литья.
Профессиональная подготовка включает в себя:
Читайте также: Медно-порфировое месторождение — Porphyry copper deposit
- Теоретическое профессиональное обучение;
- Практику в компании непосредственно на рабочих местах;
- Стажировку или прохождение курсов переподготовки.
Последний этап предназначается для специалистов литейного производства, желающих повысить свою квалификацию. Среди них могут быть операторы производства, инженеры, менеджеры, металлурги, персонал подразделений, обеспечивающих качество, специалисты по охране труда.
В обязательную программу подготовки или переподготовки входят:
- Основы металлургических процессов (материалы, термодинамика).
- Виды оборудования.
- Вторичные металлургические процессы (заливка, перемешивание металла, охлаждение).
- Пресс-формы, их проектирование и обслуживание.
- Дефекты литья.
- Моделирование литейных процессов.
Откуда идут поставки сырья и оборудования
В качестве основных химических компонентов применяются ферросплавы, соли щелочных металлов, борная кислота, бентонит и др. Основные поставщики и условия поставки представлены в таблице:
| Поставщик | Наименование сырья | Ориентировочная цена |
| МПИ (Челябинск) | Ферросплавы | 45…80 руб/кг |
| DOMINIK GEORG LUH TECHNOGRAFIT GMBH (Германия), Екатеринбург | Графитовые электроды | 400…600 руб/т |
| BW KUNSTSTOFFE E.K. (Германия), Бийск, белгород | Литейные электропечи | По запросу |
| SMO Crl (Италия) | Пресс-формы | 20000…30000 |
| SBM InfiSPA (Италия) | Механическое и загрузочное оборудование | 80000…120000 |
Используется отечественное сырьё, а также поставляемое из Китая, Швеции, Украины.
Также в процессе литья задействованы разнообразные расходные материалы:
- Исходные стержневые смеси;
- Огнеупорные основы для смесей;
- Формовочные составы (гипс, асбест, кварцевый песок);
- Добавочные компоненты, придающие смесям нужные свойства;
- Смолы и отвердители;
- Связующие композиции;
- Изолирующие пасты;
- Облицовочные материалы.
Не упустите шанс увидеть одну из самых масштабных экспозиций литейного оборудования на ИННОПРОМ в рамках выставки металлообработки в Екатеринбурге. Вход на мероприятие производится по единому электронному билету, который действителен в любой из 4-х дней мероприятия. Зарегистрируйтесь на сайте и получите бесплатный электронный билет для посетителей, заполнив анкету в Личном кабинете.
Если вы хотите стать участником выставки и презентовать свой ассортимент литейного оборудования и материалов, отправьте организаторам заявку на участие в выставке.
Литьё выжиманием
Технология используется в случае, когда требуется постоянная компенсация усадки материала, и применяется для литья крупных отливок с тонкими стенками. Для этого подвижная полуформа получает принудительное перемещение по направлению к поверхности расплава – вращением, винтовым или плоско-параллельным движением. Последовательность переходов такова. Металл заливают в нижнюю часть формы, далее перемещают подвижную её часть до контакта с расплавом, при этом излишек сливается в приёмный ковш установки. Поскольку между ним и основным металлом поддерживается постоянный тепловой контакт, то потери тепла минимальны, и физико-механические параметры материала равномерны во всех сечениях. Возрастает и коэффициент заполнения формы. После затвердевания подвижная полуформа перемещается в исходное положение, а готовая отливка выталкивается из полости.
- Повышенная структурная однородность отливки.
- Высокая равномерность физико-механических характеристик материала.
- Высокая производительность процесса.
В основном литьё выжиманием используется для получения продукции из алюминиевых литейных сплавов.
Интересные предложения для литейщиков
Рынок приборов для анализа металлов и сплавов, и других материалов насыщен различными моделями анализаторов, которые могут быть использованы в системе контроля качества литейного производства. Среди них можно найти стационарные, мобильные и портативные устройства, позволяющие решать различные аналитические задачи.
Искролайн 100
Искролайн 100 — настольный спектрометр для анализа химического состава металлов и сплавов. Способен распознавать более 70 элементов, в том числе углерод, серу и фосфор. Прибор используется для входного контроля, сертификационного анализа и экспресс-анализа плавки.
Искролайн 300
Искролайн 300 — атомно-эмиссионный спектрометр, относящийся к лабораторному классу. Прибор способен выполнять экспресс-анализ металлов и сложных сплавов на любых основах в диапазоне спектров 174–930 нм. Находит применение как для решения рутинных аналитических задач, так и проведения сертификационного анализа.
SciAps серия X
Эта серия портативных рентгенофлуоресцентных анализаторов оснащена инновационным аппаратным обеспечением, что позволяет проводить исследование любых проб. Библиотека-марочник насчитывает более 1200 марок с возможностью неограниченного расширения. Параметры прибора оптимизируются в автоматическом режиме.
Система контроля качества
Получение качественной и конкурентоспособной продукции литейного производства невозможно без контроля на всех этапах различных характеристик и свойств материалов, используемых в технологическом процессе. Система контроля качества подразумевает:
- Контроль состава песка, определения технологических характеристик формовочных материалов и стержней применяются измерительные приборы разнообразных моделей.
- Контроль качества литья осуществляется различными неразрушающими методами исследования, которые позволяют определить соответствие изделий требованиям стандартов.
- Ведение плавки для получения сплава заданного химического состава — важнейшая задача, стоящая перед литейщиками. Для ее решения используются современные аналитические приборы — спектрометры, которые позволяют максимально оперативно с высокой степенью точности результатов выполнить анализ металла.
Что такое литье металлов и как на этом можно заработать
Литье – один из способов обработки различных металлов. С его помощью можно создавать предметы разного размера и конфигурации. Это наиболее простой и доступный способ, который осуществляется с помощью специального оборудования. Сейчас многие производители предлагают строительство мини-.
Читайте также: Покрытие Материалов / 9 Латунирование. Бронзирование / 9 Латунирование Бронзирование

Мини литейный цех
Это значит, что будет разработан индивидуальный проект производственного комплекса, планировка расположения цехов, размещения оборудования, подведение всех необходимых коммуникаций.
Почему выгодно обратить внимание на готовые комплексы «под ключ»? Потому что:
- производители точно рассчитывают необходимую производственную площадь;
- максимально эффективно размещают коммуникации;
- предоставляют полный спектр услуг по наладке оборудования;
- приобретая , можно сразу приступать к процессу производства.

Технические характеристики литейного оборудования
Если выбор сделан в пользу такого комплекса, то следующим шагом в организации бизнеса будет поиск заказчиков. Изделия из литьевого металла пользуются большим спросом практически во всех отраслях промышленности:

Гибка листового металла
- станкостроении;
- автомобильной отрасли;
- приборостроении;
- производстве бытовой техники;
- судостроении;
- производстве медицинского и стоматологического оборудования;
- ювелирном искусстве;
- изготовлении предметов декора дома и приусадебного участка;
- отрасли строительных материалов.
Преимущества мини-завода именно в компактных размерах и возможности производить изделия небольшими партиями. Часто крупные предприятия вынуждены отказывать мелкооптовым заказчикам, поскольку переналадка оборудования довольно проблематична.
А мини-завод – это автоматизированный комплекс: чтобы переключиться на новый вид производимых изделий или металлических заготовок необходимо лишь внести изменения в программный комплекс и изготовить новые пресс-формы. А стоимость нестандартных деталей по индивидуальному заказу в несколько раз выше типового производства.
Еще одним преимуществом мини-, является то, что они спроектированы так, что могут обрабатывать все виды металлов, в то время как крупномасштабные линии имеют для этого отдельные цеха.
Литье под давлением: как это работает

Машина для литья под давлением (иллюстрация компании Rutland Plastics)
При разработке серийного продукта для рынка электроники вам понадобится корпус. И, скорее всего, он будет сделан из пластика. Для макетирования пластиковых деталей и создания прототипа корпуса используется 3D-печать, а для серийного производства — литье под давлением.
Технология литья под давлением — один из важнейших пунктов на пути продукта на рынок электроники. Поэтому независимо от наличия технического образования, вам стоит разобраться в сути этого процесса хотя бы на базовом уровне.
Все знают, что при разработке нового устройства самая затратная задача — это проектирование электроники, но не все понимают, что при постановке на производство большую часть бюджета на себя перетянет пластиковый корпус.
Это связано прежде всего с высокой стоимостью оснастки или так называемых пресс-форм. На практике стоимость форм для отливки корпуса становится одной из главных статей затрат при выводе нового продукта на рынок.
Основы литья под давлением
Литье под давлением — это относительно старая технология, она используется с конца 1800-х годов. В инжекторно-литьевых машинах установлен огромный винт (шнек), который направляет расплавленный пластик в пресс-форму под высоким давлением. Этот метод винтовой передачи был изобретен в 1946 году, и используется до сих пор.
Машины для литья под давлением — это, конечно, не то же самое, что современные высокотехнологичные аппараты для 3D-печати. В них нет ничего инновационного, но использование литья под давлением — это обязательное условие для создания большинства новых «железячных» продуктов.
Литьевая пресс-форма состоит из двух половинок (матрицы и пуансона), которые при смыкании образуют полость в форме нужной детали. В нее под высоким давлением заливают горячий жидкий пластик.
Высокое давление необходимо для того, чтобы пластик в вязкотекучем состоянии заполнил каждый уголок в полости пресс-формы.
Когда пластик остывает, две половинки пресс-формы раздвигаются, и из них извлекают готовую деталь корпуса.
Разработка дизайна и конструкции корпуса для серийного производства — это довольно сложная задача, а стоимость самих пресс-форм исчисляется десятками тысяч долларов. При этом литье под давлением остается одной из самых востребованных технологий, потому что только оно позволяет производить миллионы идентичных деталей по невероятно низкой цене за штуку.
Стоимость пресс-форм
Оснастка стоит дорого. А для производства большинства устройств требуется несколько пресс-форм, поэтому общая стоимость может оказаться весьма значительной. И чем больше деталей требуется произвести с помощью конкретной формы, тем дороже она будет стоить.
Это связано с тем, что «долгоживущая» пресс-форма должна работать в невероятно жестких условиях. Раз за разом она подвергается воздействию высоких температур и давления.
Эти две разрушительные силы работают на износ пресс-формы, пока в какой-то момент не появляются первые дефекты отливки.
Для создания стойких литьевых форм используются твердые металлы. Твердость металла зависит от того, сколько отливок нужно изготовить с использованием данной конкретной формы. Оснастку для изготовления 10 тыс. деталей, можно произвести из более мягкого металла, по сравнению с той, что рассчитана на 1 млн деталей.
Например, для производства малых серий (до 10 тыс. шт.) широко используется алюминий. Для более крупных объемов производства переключаются на более твердый металл, например, сталь.
Однако чем тверже металл, тем сложнее сделать саму пресс-форму, и тем выше ее стоимость. Кроме того, для получения стальной оснастки потребуется намного больше времени. Это связано с тем, что литьевые формы создаются путем фрезерования, т.е. для твердой пресс-формы потребуется еще более твердый фрезерный инструмент.
Если компания или стартап без внешнего финансирования реализует проект с небольшим бюджетом, ей стоит попробовать найти производителя, который согласится амортизировать затраты на изготовление пресс-форм.
Например, если пресс-формы стоят 25.000 долларов, можно предложить заводу-изготовителю рассчитаться по следующей схеме: вы платите по доллару за каждую произведенную единицу из первых 25.000 изделий.
Конечно, такая схема сокращает прибыль на единицу продукции, но все же это весьма разумный метод финансирования, особенно по сравнению с банковским кредитом.
Дизайн для производства (Design for manufcturing, DFM)
Высокая стоимость пресс-форм — это лишь один из недостатков литья под давлением. Второй недостаток — это сложности и ограничения на этапе разработки дизайна и конструкции пластиковых деталей.
Получив идеальный рабочий прототип, изготовленный на 3D-принтере, приходится уделить значительно больше времени и средств, чтобы адаптировать его для литья под давлением.
Ограничения серийного производства стоит учитывать уже на первых этапах разработки. Одни требования к форме отливок, такие как литейные уклоны, можно отложить по крайней мере до создания второго прототипа.
Другие требования, такие как равномерная толщина стенок и поднутрения, нужно реализовать с самого начала.
Литьевой уклон
Главная задача в работе с деталями, изготовленными за счет литья под давлением — правильно изъять их из формы. Как только пластик остынет, две половинки формы открываются, и мы получаем новую отлитую пластиковую деталь.
Любой 3D-дизайн для литья под давлением должен включать литьевой или технологический уклон для заполнения пресс-формы и беспрепятственного извлечения готового изделия. Литьевой уклон — это по сути небольшой угол наклона, который добавляется к любым вертикальным поверхностям, совпадающих с направлением извлечения изделия из пресс-формы. В большинстве случаев достаточно 1–2 градусов.

Примеры верной реализации поднутрения. Изображение предоставлено ICO Mold.
Некоторые эксперты считают, что поднутрения нужно реализовать в 3D-модели с самого начала.
И хотя учет поднутрений на раннем этапе разработки важен, он создает ненужные осложнения при создании первых прототипов. Поэтому лучше добавлять их в проект, когда вы будете полностью уверены в своем прототипе. Т.е. в большинстве случаев поднутрения стоит добавлять после первой или второй версии прототипа.
Выталкивающие штифты
Выталкивающие штифты или толкатели используются для удаления пластиковых деталей из пресс-формы. Как следует из названия, это небольшие цилиндрические штифты, которые выталкивают деталь из формы.
У толкателей нет стандартного положения, поэтому придется продумать, где они будут располагаться. В идеале они должны располагаться в самой прочной части отливки, чтобы предотвратить ее деформацию при извлечении из пресс-формы.
Стоит учитывать, что выталкивающие штифты, как правило, оставляют небольшие отметки на изделии. Если вы внимательно посмотрите на большинство пластиковых деталей, то сможете увидеть эти крошечные круглые метки, которые появляются в процессе выталкивания отлитой формы.
Это стоит учитывать при разработке продукта. Постарайтесь сделать так, чтобы толкатели соприкасались с отливкой в местах, которые не критичны для внешнего вида продукта. Можно даже попытаться скрыть метки толкателя под этикеткой или логотипом.
Двойной ход толкания
Некоторые пластиковые детали невозможно извлечь из простой двухкомпонентной формы в один прием, в таких случаях используют наклонные толкатели и механизм двойного выталкивания.
Наклонный толкатель — это составная часть пресс-формы, которая вставляется до начала отливки, а затем извлекается до раскрытия основных частей формы. Наклонный толкатель двигается перпендикулярно к направлению движения двух полуформ.
Стоит приложить все усилия, чтобы не использовать механизм двойного выталкивания, поскольку он значительно увеличивает сложность и стоимость пресс-формы.
Один из основных приемов, который позволяет отказаться от двойного выталкивания — отказ от использования поднутрений. Поднутрение — это выступ или углубление на поверхности отливки, препятствует выталкиванию изделия из пресс-формы за один ход толкания.
Ситуацию с поднутрениями зачастую можно исправить так: добавляем паз (прорезь) под выступом и используем единичное выталкивание вместо двойного.
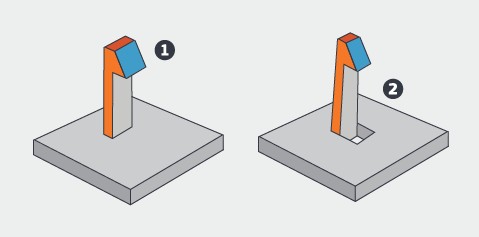
В конструкции 1 из-за поднутрения потребуется двойной ход толкания. Паз в конструкции 2 позволяет отказаться от двойного выталкивания и снять деталь с пресс-формы за один ход. Изображение предоставлено Proto Labs.
Равномерная толщина стенки
Одна из важных особенностей литья под давлением, которая оказывает огромное влияние на дизайн устройства — это требование к равномерной толщине стенок отливки. Оно связано с тем, что залитый в форму пластик должен остывать с одинаковой скоростью по всей поверхности детали. При неравномерном охлаждении деталь может деформироваться.
Поэтому при разработке корпуса для литья под давлением вместо более толстых секций используются ребра. Корректное проектирование детали с равномерной толщиной стенок определенно требует опыта.
Использование двойного хода толкания и неравномерной толщины стенок отливки — это две самые распространенные ошибки 3D-дизайнеров, которые не знакомы с техническими ограничениями литья под давлением.
Стоит удостовериться в том, что 3D-моделирование вашего устройства выполняет специалист, который знаком с этой технологией.
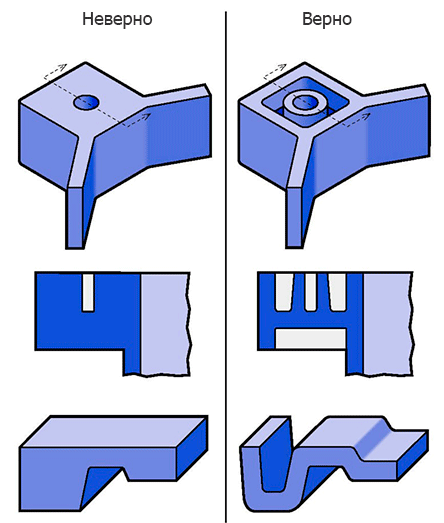
Примеры конструкций с одинаковой толщиной стенки. Изображение предоставлено ICO Mold.
Радиус / закругление углов
Идеальные углы и края деталей непрактичны для литья под давлением. Расплавленный полимер не сможет равномерно и полностью заполнить всю форму с острыми краями даже в условиях высокого давления. По крайней мере, не стоит на это надеяться при больших объемах производства.
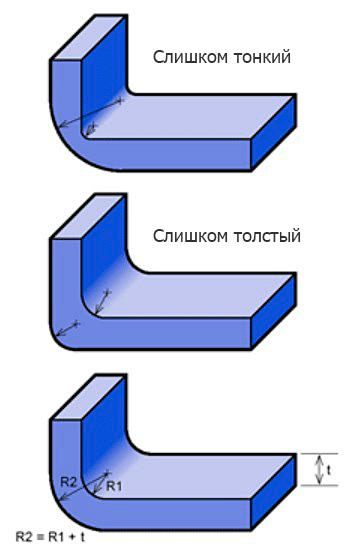
Пример правильной конструкции угла. Изображение предоставлено ICO Mold.
Все края и углы должны быть закруглены или скошены, чтобы полимер заполнил их равномерно и полностью.
Холодные каналы против горячих каналов
Холодноканальная / горячеканальная подача пластика — это варианты литниковой системы, которая направляет расплавленный полимер в полости пресс-формы.
Широкий литниковый канал позволяет полимеру свободно течь при более низких давлениях. Однако широкие каналы требуют больше времени на охлаждение пластика и создают больше отходов производства, оба эти параметра влияют на себестоимость детали.
С другой стороны, узкий литниковый канал сокращает время охлаждения и уменьшает перерасход материала, и, в конечном счете, минимизируют стоимость отливки. Однако у него есть недостаток: для узкого канала требуется более высокое давление, чтобы протолкнуть расплавленный полимер в форму.
Существует решение, которое позволяет использовать узкие каналы при невысоком давлении — горячеканальная литниковая система.
Прямо в пресс-форму вдоль каналов устанавливают нагревательные элементы, которые поддерживают полимер в более жидком состоянии, благодаря им пластик заполняет пресс-форму при более низком давлении.
К сожалению, за все приходится платить, и у горячих каналов тоже есть свои недостатки: дополнительная сложность при изготовлении оснастки, которая всегда выливается в дополнительные затраты.
В большинстве случаев, по крайней мере, изначально, лучше использовать каналы без нагревательных элементов, т.е. холодноканальную литниковую систему. Всегда стоит начинать с самого простого и недорогого решения.
Линия разъема формы
Если вы внимательно рассмотрите любую пластиковую деталь, то увидите так называемую линию разъема. Она будет расположена в месте соединения двух частей пресс-формы.
Это место сопряжения двух полуформ никогда не бывает идеальным, по контуру всегда вытекает немного полимера. По мере старения и износа пресс-формы эта утечка становится все более заметной.
Очень важно выбрать оптимальное место для линии разъема. В идеале она должна размещаться на невидимой части устройства.
Одноместная и многоместная пресс-формы
На определенном этапе производства появляется возможность сокращения времени отливки за счет многоместных пресс-форм (их еще называют многогнездными). Они используются для увеличения скорости производства и снижения себестоимости заготовок.
Многоместные пресс-формы, как понятно из названия, позволяют создавать несколько копий одной детали за счет одной заливки полимера. Только не стоит использовать эти формы на старте, пока процесс не отлажен и еще не созданы идеальные отливки из одноместных форм. Целесообразно выпустить как минимум несколько тысяч единиц изделий до перехода на многоместные формы.
Как правило, предприниматели с ограниченным бюджетом по-максимуму используют свои одноместные формы, если только сам производитель не финансирует изготовление их пресс-форм.
Семейные пресс-формы
В большинстве случаев для каждой отдельной пластиковой детали в составе устройства используется отдельная форма. Для корпуса понадобится как минимум две части: верхняя и нижняя.
Но для большинства продуктов потребуется больше двух деталей из пластика. Пресс-формы очень дороги, а покупка нескольких пресс-форм сразу — это серьезное финансовое препятствие, поэтому нужно стремиться к минимальному количеству пластиковых деталей.
Альтернативный вариант минимизации необходимых пресс-форм — использование специального типа многоместных пресс-форм, так называемых семейных. Семейная пресс-форма позволяет объединить несколько различных деталей в одной отливке.
В то время как типичная многоместная (многознездовая) форма создает несколько копий одной и той же детали, семейная форма создает разные детали.
Звучит хорошо, правда? К сожалению, не всё так просто, за всё приходится платить. Основная проблема с семейными формами заключается в том, что каждая деталь в них должна быть примерно одинакового размера.
В противном случае одна из полостей пресс-формы заполнится расплавленным полимером раньше других. Семейные формы должны проектироваться таким образом, чтобы все полости заполнялись полимером с примерно одинаковой скоростью. Это явно ограничивает возможности их применения. Маловероятно, что все детали корпуса будут сходного размера.
Выбор материалов
Сегодня в нашем распоряжении оказалось невероятное разнообразие полимеров в различными характеристиками. Два самых распространенных полимера в производстве электроники — поликарбонат (ПК / PC) и АБС-пластик (ABS /акрилонитрилбутадиенстирол).
Поликарбонат обладает гораздо более высокой устойчивостью к ударам и на вид кажется более качественным по сравнению с АБС. Однако ПК, конечно, дороже АБС.
Поликарбонат — самый популярный пластик в изделиях более высокого класса, его любят за прочность и эстетичный внешний вид.
Если качество поверхности имеет решающее значение для нового продукта, то лучше остановить свой выбор на ПК. Если же продукт рассчитан на низкую ценовую категорию, то лучше выбрать АБС.
Где работать с пресс-формами?
Где лучше производить пластиковые детали для своего устройства: на родине или в Китае? В большинстве случаев лучше начать работу с местным производителем в своей стране (если только вы не живете в стране, где промышленность развита очень слабо).
Затем, когда объемы превысят 10 тыс. штук, для снижения затрат можно переходить к китайскому производителю.
Китай — это просто идеальный выбор для крупносерийного производства. Только не стоит там затевать первичную разработку и отладку процесса. С местными производителями любые вопросы можно будет решить гораздо проще и быстрее.
Первый запуск и первые ошибки делать на местном уровне, а затем перемещать производство в Китай.
Примечание переводчика: важно учитывать, что перевозка пресс-формы из одной страны в другую (а тем более в Китай из Европы) — это сложная и дорогая затея. Поэтому мы выбираем для своих клиентов местных производителей прототипов, а серию — если она в сумме будет крупная — сразу размещаем в Китае с расчетом на амортизацию формы за несколько итераций производства. Ведь если запустить серийное производство у местных производителей, то и пресс-форма будет местная, а ее перевозка в Китай или создание второй формы в Китае себя не оправдает.
Заключение
Эта статья рассчитана на первое знакомство с особенностями литья под давлением. Но даже эти базовые знания помогут вам осознанно выбрать 3D-дизайнера для своего нового продукта.
Для неспециалиста не так уж важно понимать все нюансы этой технологии, достаточно получить общее представление о возможностях и сложностях серийного производства корпуса для электроники.
Теперь вы сможете задавать правильные вопросы при встрече со специалистами, которые займутся разработкой и производством корпуса вашего нового продукта.
- промышленный дизайн
- разработка корпуса
- литье под давлением
- пресс-формы
- оснастка
- promwad
- производство корпуса
- производство электроники
- прототипирование корпуса
- design for manufacturing
- серийное производство
- производство в Китае
- CAD/CAM
- Прототипирование
- Производство и разработка электроники
- Дизайн
- Электроника для начинающих
Оборудование и периферия для литья пластмасс
Максимальное разнообразие станков, форм и доп.оборудования. От простых роботов до систем автоматизации производств.

Термопластавтоматы

Пресс-формы

Периферия
ВИДЕО
ОТЗЫВЫ
Отзыв #129 14.02.2023
В период совместной работы наших организаций с 2010 года по 2022 год, нами приобретено три термопластавтомата с различными характеристиками, охладители, загрузчики и многое другое оборудование. Сотрудники поставщика оказали качественную консультативную…
Отзыв #129 24.12.2022
ООО «…» закупил в ООО «Пласткомплект» чиллер мощностью охлаждения 30 Квт с целью охлаждения термопластавтомата и термостаты для литья изделий из пластмасс. Сотрудники поставщика рассчитали необходимую мощность чиллера, сделали скидку и помогли доставить…
Отзыв #129 17.08.2022
На данный момент нашим предприятием приобретено 4 единицы оборудования (термопластавтомата) у компании ООО «ПромТехнологии». Качество оборудования соответствует заявленным характеристикам производителя. Поставки производятся качественно и в установленные…
Отзыв #129 07.07.2022
ООО «. » выражает свою благодарность компании «ПромТехнологии», за умение профессионально решать поставленные задачи. Компания «ПромТехнологии» осуществила поставку оборудования для ООО «. », провела пуско-наладочные работы и обучения персонала. Зарекомендовала…
Отзыв #129 22.06.2022
Необходимый для нашего производства термопластавтомат (ТПА) был оперативно подобран из каталога фирмы. Поставка и запуск в производство был осуществлен согласно заключенному с нами графику.
Отзыв #128 11.05.2022
На протяжении нескольких лет мы прибрели в ООО «. » несколько бункерных сушилок различных объемов и вакуумные автозагрузчики с целью осушения и автоматической загрузки полимерных гранул в наши экструзионные линии. Оборудование всегда приезжало к нам…
Отзыв #126 18.04.2022
АО «. » выражает благодарность ГК «Промышленные технологии» / ООО «Топласт» / за высокий профессионализм и качество проведенных работ в рамках договора поставки холодильных установок на наше предприятие.
Отзыв #125 25.02.2022
ООО . сотрудничает с группой компаний «Промышленные технологии» с 2012 года. На данный момент для производственных нужд ООО осуществлена поставка более 35 пресс-форм.
Отзыв #124 24.01.2022
ООО . плодотворно сотрудничает с ГК «Промышленные технологии» с 2019 года. За это время нам было поставлено 10 температурных контроллеров для ТПА на выгодных для нас условиях.
Отзыв #123 21.01.2022
С 2018 года по настоящее время наша организация ООО . сотрудничает с ГК «ПромТехнологии» и приобретала автозагрузчики X700G — 5 шт, дробилки GP300 и GP500 и чиллеры LF5A — 7 шт.
Отзыв #122 21.01.2022
Отзыв #121 20.01.2022
Отзыв #120 19.01.2022
Отзыв #119 10.01.2022
ПОРТФОЛИО
Примеры изготовленных форм: обычные, горячеканальные, сложные, габаритные, тонкостенные, преформы.

Надставка крыла нижняя (левая и правая)
Две одноместные пресс-формы с комбинированной литниковой системой, разработаны для литья зеркально…

Одноместная горячеканальная пресс-форма с каскадным впрыском с 5-ю точками (4 управляемых сопла +…

Одноместная горячеканальная пресс-форма с каскадным впрыском с 4-мя управляемыми соплами разработана…

Двухместная горячеканальная пресс-форма с каскадным впрыском с 12-ю (по 6 на гнездо) управляемыми…

Двухместная горячеканальная пресс-форма с каскадным впрыском с 12-ю (по 6 на гнездо) управляемыми…

Двухместная пресс-форма разработана для литья детали «Фитинг» с габаритными размерами Ø125 х 140 мм.…

Коврик для ног «Травка»
Одноместная горячеканальная пресс-форма с 12-ю точками впрыска разработана для литья детали «Коврик…

Двухместная пресс-форма разработана для литья детали «Бачок радиатора с патрубками» с габаритными…

Одноместная пресс-форма с холодноканальной системой разработана для литья изделия «Труба вентиляционная»…
НОВОСТИ
Экономьте ресурсы. События и инструменты, которые помогут устранить проблемы и улучшить результаты.

Мы не могли пропустить такое событие! Конечно же, мы приняли участие в первой, после карантина COVID-19, грандиозной…

ВНИМАНИЕ! ВАЖНАЯ НОВОСТЬ! Дорогие коллеги и партнеры! Мы спешим вам сообщить, что возобновляем традицию наших…

Здравствуйте, дорогие коллеги! Поговорим о пресс-формах? Уже 13 апреля — четверг в 15:00 (по Мск) мы снова приглашаем…

За эти годы мы прошли большой путь от компании из 5 человек в штате, смогли справиться со многими трудностями,…

Здравствуйте, дорогие коллеги! Спешим рассказать, что прямо сейчас в нашем обучающем центре уже близится к завершению…

С 27 февраля по 3 марта 2023 года прошел плановый обучающий курс для наладчиков и операторов термопластавтоматов…

Мы продолжаем серию бесплатных вебинаров для своих коллег, клиентов и всех желающих присоединиться к нашим эфирам,…

Здравствуйте, уважаемые коллеги! Мы с удовольствием спешим рассказать вам о том, что открываем серию вебинаров…

Приветствуем, дорогие друзья! Немного новостей из нашего обучающего центра: он продолжает работать и проводить…
Источник https://miminonino.ru/metally-i-splavy/litejnoe-oborudovanie.html
Источник https://habr.com/ru/articles/424355/
Источник https://toplast.ru/




