Производственная практика на станках с чпу
Отчёт по практике на тему «Разработка программного обеспечения для станка с ЧПУ FMS-3200»
«Группа ГАЗ» объединяет 13 предприятий, расположенных в 8 регионах России. В деятельности компании выделены 5 основных направлений, за развитие которых отвечают Дивизионы. В периметр каждого дивизиона входят предприятия, выпускающие продукцию по данному направлению, и сбытовые организации.
Отчёт по практике на тему «Разработка программного обеспечения для станка с ЧПУ FMS-3200» обновлено: 29 июня, 2020 автором: Научные Статьи.Ру
Научные Статьи.Ру / Примеры / Отчеты по практике / Информатика / Отчёт по практике на тему «Разработка программного обеспечения для станка с ЧПУ FMS-3200»
«Группа ГАЗ» объединяет 13 предприятий, расположенных в 8 регионах России. В деятельности компании выделены 5 основных направлений, за развитие которых отвечают Дивизионы. В периметр каждого дивизиона входят предприятия, выпускающие продукцию по данному направлению, и сбытовые организации.
. Разработка информационного обеспечения задачи
. Технология решения задачи
. Инструкция по технике безопасности при работе на компьютере
4.1 Общие положения
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
.2 Виды опасных и вредных факторов
.3 Требования электробезопасности
.4 Требования по обеспечению пожарной безопасности
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
«Группа ГАЗ» объединяет 13 предприятий, расположенных в 8 регионах России. В деятельности компании выделены 5 основных направлений, за развитие которых отвечают Дивизионы. В периметр каждого дивизиона входят предприятия, выпускающие продукцию по данному направлению, и сбытовые организации.
Дивизион «Легкие коммерческие и легковые автомобили» включает в себя предприятие ООО «Нижегородские моторы». ООО «Нижегородские моторы» — успешное, динамично развивающееся предприятие, ежегодно увеличивающее объемы производства, номенклатуру и качество выпускаемой продукции в соответствии с производственной системой.
Основные виды продукции предприятия «Нижегородские моторы» — коробки передач для легковых автомобилей, лёгких и средних грузовиков, микроавтобусов, раздаточные коробки, рулевые механизмы для грузовых автомобилей, коробки отбора мощности для средних грузовиков, компрессора, дизельные двигатели.
Основной продукцией ООО «Нижегородские моторы» являются:
Коробки передач для легковых автомобилей, лёгких и средних грузовиков, микроавтобусов,
· Рулевые механизмы для грузовых автомобилей,
· Коробки отбора мощности для средних грузовиков,
ООО «Нижегородские моторы» специализируется на выполнении следующих технологических переделов:
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
Основная масса деталей изготавливается на поточных и автоматических линиях, часть операции выполняется на станках с ЧПУ и обрабатывающих центрах, при производстве ряда деталей применяется современное высокопроизводительное оборудование для зубофрезерования, зубошлифования, обработки корпусных деталей.
Для обеспечения качества выпускаемой продукции ООО располагает трехкоординатными измерительными машинами.
Горьковский автомобильный завод «Группы ГАЗ» — первое российское предприятие, разработавшее уникальную систему бережливого производства. Данная система базируется на принципах Toyota production system и позволяет повышать эффективность производства с максимальной ориентацией на потребителя, исключая все виды потерь и вовлекая каждого сотрудника в оптимизацию производства.
В 2003 году на Горьковском автозаводе была сформирована первая команда реформаторов, которые приняли идеологию изменений, учились ежедневно применять инструменты системы бережливого производства и учили этому других. Новая система организации труда получила название Производственная система ГАЗ.
1. Постановка задачи
На данном предприятии передо мной была поставлена задача по разработке программного обеспечения для станка с ЧПУ FMS-3200.
Программное обеспечение должно реагировать на нажатие кнопок на ЧПУ и выполнять соответствующие алгоритмы работы.
2. Разработка информационного обеспечения задачи
Comfort — это современное, надежное высокопроизводительное устройство ЧПУ, разработанное на базе промышленного компьютера для жестких условий эксплуатации.
Выпускается как в виде моноблочного устройства, в котором панель оператора и блок управления совмещены в едином корпусе, так и в виде разнесенного устройства, в котором панель оператора и блок управления автономны и могут быть разнесены на расстояние до 100 м.
Характеристики ПО FMS-3000
· Размер УП — без ограничений
· Минимальное время выполнения кадра УП — 0.001с
· Кодирование УП в формате ISO
· Возможность работы в локальной сети Ethernet
· Линейная интерполяция по всем осям одновременно
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
· Круговая интерполяция в пространстве
FMS-3200 Comfort предназначено для управления сложным оборудованием: обрабатывающими центрами, гибкими производственными модулями; оборудованием с высокими требованиями по быстродействию, а также технологическими объектами с большим количеством входов/выходов.
Дополнительно может комплектоваться преобразователями для подключения индуктивных датчиков. Имеет встроенный PLC-контроллер и развитые средства отладки PLC-программ.
Технические характеристики FMS-3200 Comfort
· Процессорная плата 800 МHz
· 128 Мб RAM, 128 Мб Flash
· Ethernet 10/100, 2xRS232, LPT
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
· USB-порт, 3,5″ FDD-дисковод и CD-ROM на передней панели
· 15″ цветной TFT- дисплей
· 49 алфавитно-цифровых и 10 функциональных клавиш
· Указательное устройство Touchpad на передней панели
· Пульт станочный: 44 программируемые клавиши, F%, S%, штурвал, вклвыкл ЧПУ, аварийный останов
· Датчики обратной связи/ЦАП — до 16/16 каналов
· Дискретные оптоизолированные входы (24 V DC): до 408 (576*) — для разнесенного варианта
· Дискретные оптоизолированные выходы (24 V DC, 200 mA DC): до 264 (384*) — для разнесенного варианта
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
· Нагрузочная способность оптоизолированных выходов 200 mA, релейных выходов 5 A
По набору аппаратных модулей и программному обеспечению УЧПУ FMS-3200 Comfort полностью совместимо с другими моделями ЧПУ серии FMS-3000. 3. Технология решения задачи
Программное обеспечение (ПО) систем ЧПУ серии FMS-3200 разрабатывалось специалистами фирмы «Модмаш-Софт», имеющими многолетний опыт работы в области программного управления.
Управляющие программы (УП) для FMS-3200 можно составлять вручную или генерировать с помощью любой из существующих CAD/CAM систем. Помимо внушительного набора стандартных функций (см. таблицу), ПО FMS-3200 включает в себя ряд уникальных режимов, не имеющих аналогов в других системах ЧПУ.
Функциональные возможности
· Синхронное управление любым количеством осей
· Автоматическая параметризация осей, входящих в группы
· Отработка программы в обратном направлении
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
· Движение по вектору в ручном режиме
· Расширенная функция Look Ahead
Графическая объемная визуализация
Для проверки управляющих программ (УП) в ПО FMS-3200 предусмотрен режим графической объемной визуализации. Установив демо-версию ПО FMS-3200, вы сможете производить полную проверку УП на рабочем месте технолога, исключив необходимость проверки УП на станке.
· Масштабирование и разворот в нужной проекции
· Геометрический и синтаксический контроль УП без отработки на станке
· Одновременная отработка одной УП, редактирование и визуализация других УП
Для обработки поверхностей и кривых, заданных с помощью опорных точек, в ПО FMS-3200 предусмотрена возможность сплайн-интерполяции. Применение сплайнов позволяет получить гладкие поверхности с заданной точностью.
Стандартные циклы
Широкий набор операций, реализованных в виде готовых к применению стандартных циклов, позволяет легко и компактно запрограммировать изготовление сложных деталей, требующих большого количества видов обработки. Для этого достаточно указать параметры операций и координаты точек, в которых их нужно выполнять.
· обработка внешних рам
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
· сверление, глубокое и прерывистое сверление
· растачивание с отводом резца
· нарезание резьбы метчиком
· многопроходная обработка цилиндрических и конических поверхностей
· обработка до заданного профиля
· нарезание одно- и многозаходных резьб с заданным профилем и шагом
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
· обработки отверстий с различными схемами расположения
· обработки типовых контуров
· обработки канавок шириной, равной диаметру инструмента
· обработки канавок и пазов заданной ширины
Макроязык пользователя
Встроенный макроязык пользователя FMSMacro дает возможность легко и быстро разрабатывать новые циклы пользователя, измерительные циклы для датчика касания, диалоговые УП, а также модифицировать имеющиеся стандартные циклы. Программы FMS-Macro могут выполняться в фоновом режиме, параллельно с отработкой УП. Эта отличительная особенность FMS-Macro позволяет организовать дополнительные информационные окна, режимы контроля и протоколирования процессов обработки и др.
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
Язык электроавтоматики
Язык программирования электроавтоматики (ЭА) основан на использовании логических уравнений булевой алгебры с широким набором дополнительных функций. Средства отладки, интегрированные в ПО FMS-3200, дают возможность максимально удобно выполнить весь комплекс работ, начиная от составления программы ЭА и заканчивая настройкой приводов и запуском станка в эксплуатацию.
Управляющая программа (УП) — это совокупность команд на языке программирования, соответствующая алгоритму функционирования станка по обработке конкретной заготовки.
Структура программы
Программа электроавтоматики состоит из 3-х частей:
· заголовок TITLE, в котором указываются значения переменных (таймеров, входов, выходов, промежуточных и обменных ячеек, текстовых сообщений и др.);
· быстрая секция HIFREQ , которая предназначена для быстрого исполнения кода;
· медленная секция LOFREQ, предназначенная для медленного исполнения кода.
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
Элементы языка
Элементами языка являются:
· директивы (TITLE, HIFREQ, LOFREQ);
Читайте также Демонтаж промышленного оборудования
· переменные («I»-вход,»U»-выход,»M»-промежуточная ячейка памяти,»V»-обменная ячейка,»T»-таймер,»C»-счетчик,»S»-сообщение,»D»-статическая память,»P»-системные параметры пользователя,»R»-одновибраторы (генераторы одиночных импульсов);
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
Структурную единицу программы (или подпрограммы) составляет кадр. Кадр представляет собой записанную по правилам программирования последовательность символов языка программирования.
Последующий кадр от предыдущего отделяется кодами (неотображаемые коды “Возврат каретки”, “Перевод строки”). Эти коды обычно вставляются автоматически при нажатии клавиши Enter в любом текстовом редакторе.
Максимальное число символов в кадре — 254, включая коды .
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
Элементом кадра является слово. Слово состоит из адреса и последующего числового значения нескольких разрядов (перед числовым значением могут быть записаны знаки «+»,»-«). При этом знак «+» можно опускать.
Aдрес Числовое значениедрес представляет собой одну из алфавитных букв (A — Z) и определяет смысл последующего числового значения.
Ниже, в таблице 2, перечислены адреса, которые используются для данного УЧПУ, и их смысл.
С использованием этих слов можно составить один кадр, причем порядок слов в кадре может быть произвольным.
Например: NGXYFSM
| Функция | Адрес | Назначение |
| Номер кадра | N | Номер кадра |
| Подготовительная функция | Определение вида рабочего органа | |
| Размерные слова | X,Y,Z A,B,C,U,V,W, I,J,K | Команда на перемещение по координатам стола. Команда на перемещение по дополнительным осям. Расстояние до центра дуги окружности или шаг винта при линейно-круговой интерполяции. |
| Величина подачи | F | Задание величины подачи |
| Обороты шпинделя | S | Задание оборотов шпинделя, кода ступени или скорости резания |
| Номер инструмента | T | |
| Вспомогательная функция | M | |
| Номер корректора, хранящего данные об инструменте | H D DR | Задание номера корректора инструмента. Для коррекции: -на длину, -на радиус, -на скругление |
| Пауза | E | Задание величины паузы |
| Вызов подпрограммы | P | Команда вызова подпрограммы |
| Угол поворота системы координат | A | Задание угла поворота системы координат по функции G37 |
| Угол полярной системы координат | A | Задание угла для определения конечной точки в полярной системе координат по функции G36 |
| Радиус дуги окружности | R | Задание радиуса дуги окружности при программировании G2/G3 через радиус |
| Количество повторов | L | Задание количества повторов фрагмента программы с помощью функции G25 |
| Радиус полярной системы | I | Задание расстояния от центра полярной системы координат до конечной точки по функции G36 |
Используя приведенные выше элементы, был разработан необходимый для работы станка программный код. Например, алгоритм, начинающийся с указания сообщений (см. приложение 2).
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
4. Инструкция по технике безопасности при работе на компьютере
Настоящая инструкция предназначена для предотвращения неблагоприятного воздействия на человека вредных факторов, сопровождающих работы со средствами вычислительной техники и периферийным оборудованием.
Настоящая инструкция подлежит обязательному и безусловному выполнению. За нарушение инструкции виновные несут ответственность в административном и судебном порядке в зависимости от характера последствий нарушения.
Соблюдение правил безопасной работы является необходимым условием предупреждения производственного травматизма.
.1 Общие положения
Область распространения и порядок применения инструкции:
Настоящая инструкция распространяется на персонал, эксплуатирующий средства вычислительной техники и периферийное оборудование. Инструкция содержит общие указания по безопасному применению электрооборудования в учреждении. Требования настоящей инструкции являются обязательными, отступления от нее не допускаются.
Требования к персоналу, эксплуатирующему средства вычислительной техники и периферийное оборудование:
К самостоятельной эксплуатации электроаппаратуры допускается только специально обученный персонал не моложе 18 лет, пригодный по состоянию здоровья и квалификации к выполнению указанных работ.
Перед допуском к работе персонал должен пройти вводный и первичный инструктаж по технике безопасности с показом безопасных и рациональных примеров работы. Затем не реже одного раза в 6 мес проводится повторный инструктаж, возможно, с группой сотрудников одинаковой профессии в составе не более 20 человек. Внеплановый инструктаж проводится при изменении правил по охране труда, при обнаружении нарушений персоналом инструкции по технике безопасности, изменении характера работы персонала.
В помещениях, в которых постоянно эксплуатируется электрооборудование должны быть вывешены в доступном для персонала месте Инструкции по технике безопасности, в которых также должны быть определены действия персонала в случае возникновения аварий, пожаров, электротравм.
Руководители структурных подразделений несут ответственность за организацию правильной и безопасной эксплуатации средств вычислительной техники и периферийного оборудования, эффективность их использования; осуществляют контроль за выполнением персоналом требований настоящей инструкции по технике безопасности.
.2 Виды опасных и вредных факторов
Эксплуатирующий средства вычислительной техники и периферийное оборудование персонал может подвергаться опасным и вредным воздействия, которые по природе действия подразделяются на следующие группы:
o поражение электрическим током,
o механические повреждения
o электромагнитное излучение
o инфракрасное излучение
o опасность пожара
o повышенный уровень шума и вибрации
4.3 Требования электробезопасности
При пользовании средствами вычислительной техники и периферийным оборудованием каждый работник должен внимательно и осторожно обращаться с электропроводкой, приборами и аппаратами и всегда помнить, что пренебрежение правилами безопасности угрожает и здоровью, и жизни человека
Во избежание поражения электрическим током необходимо твердо знать и выполнять следующие правила безопасного пользования электроэнергией:
. Необходимо постоянно следить на своем рабочем месте за исправным состоянием электропроводки, выключателей, штепсельных розеток, при помощи которых оборудование включается в сеть, и заземления. При обнаружении неисправности немедленно обесточить электрооборудование, оповестить администрацию. Продолжение работы возможно только после устранения неисправности.
. Во избежание повреждения изоляции проводов и возникновения коротких замыканий не разрешается:
а) вешать что-либо на провода;
б) закрашивать и белить шнуры и провода;
в) закладывать провода и шнуры за газовые и водопроводные трубы, за батареи отопительной системы;
г) выдергивать штепсельную вилку из розетки за шнур, усилие должно быть приложено к корпусу вилки.
. Для исключения поражения электрическим током запрещается:
а) часто включать и выключать компьютер без необходимости;
б) прикасаться к экрану и к тыльной стороне блоков компьютера;
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
г) работать на средствах вычислительной техники и периферийном оборудовании, имеющих нарушения целостности корпуса, нарушения изоляции проводов, неисправную индикацию включения питания, с признаками электрического напряжения на корпусе
д) класть на средства вычислительной техники и периферийном оборудовании посторонние предметы.
. Запрещается под напряжением очищать от пыли и загрязнения электрооборудование.
. Запрещается проверять работоспособность электрооборудования в неприспособленных для эксплуатации помещениях с токопроводящими полами, сырых, не позволяющих заземлить доступные металлические части.
. Ремонт электроаппаратуры производится только специалистами-техниками с соблюдением необходимых технических требований.
. Недопустимо под напряжением проводить ремонт средств вычислительной техники и периферийного оборудования.
. Во избежание поражения электрическим током, при пользовании электроприборами нельзя касаться одновременно каких-либо трубопроводов, батарей отопления, металлических конструкций, соединенных с землей.
. При пользовании элетроэнергией в сырых помещениях соблюдать особую осторожность.
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
. При обнаружении оборвавшегося провода необходимо немедленно сообщить об этом администрации, принять меры по исключению контакта с ним людей. Прикосновение к проводу опасно для жизни.
. Спасение пострадавшего при поражении электрическим током главным образом зависит от быстроты освобождения его от действия током.
Во всех случаях поражения человека электрическим током немедленно вызывают врача. До прибытия врача нужно, не теряя времени, приступить к оказанию первой помощи пострадавшему.
Необходимо немедленно начать производить искусственное дыхание, наиболее эффективным из которых является метод рот в рот или рот в нос, а также наружный массаж сердца.
Искусственное дыхание пораженному электрическим током производится вплоть до прибытия врача.
.4 Требования по обеспечению пожарной безопасности
На рабочем месте запрещается иметь огнеопасные вещества
В помещениях запрещается:
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
а) зажигать огонь;
б) включать электрооборудование, если в помещении пахнет газом;
г) сушить что-либо на отопительных приборах;
д) закрывать вентиляционные отверстия в электроаппаратуре
Источниками воспламенения являются:
а) искра при разряде статического электричества
б) искры от электрооборудования
в) искры от удара и трения
г) открытое пламя
При возникновении пожароопасной ситуации или пожара персонал должен немедленно принять необходимые меры для его ликвидации, одновременно оповестить о пожаре администрацию. Заключение
Во время прохождения практики на данном предприятии, мне была предоставлена возможность ознакомится с методом разработки программного обеспечения, не изучаемом во время учебы в техникуме. Используемая литература
1. Инструкционное пособие «Описание языка электроавтоматики»
2. Инструктивное пособие «Устройство ЧПУ. Руководство оператора»
. Инструкционное пособие «Устройство ЧПУ на базе промышленного компьютера. Программирование управляющих программ» Приложение 1
программа электроавтоматика станок Приложение 2
СООБЩЕНИЯ=НЕДОПУСТИМЫЙ КОД S:=НЕ ЗАЖАТ ИНСТРУМЕНТ В ШПИНДЕЛЕ (НЕТ I4.5 ИЛИ ЕСТЬ .6):=НЕ ВЫКЛЮЧЕНА ОРИЕНТАЦИЯ ШПИНДЕЛЯ (НЕТ I4.4 ИЛИ
ЕСТЬ I4.3):=НЕТ СИГНАЛА БЛОКИРОВКИ КАРЕТКИ (НЕТ I3.2):=НЕТ НАПРЯЖЕНИЯ 24В ТОРМОЗНОЙ МУФТЫ ШПИНДЕЛЯ
(НЕТ I7.4):=СРАБОТАЛА ТЕПЛ. ЗАЩИТА ДВИГАТЕЛЕЙ ШПИНД. ИЛИ
ОХЛ.(НЕТ I7.3):=НЕ ВКЛЮЧЕНА ГИДРАВЛИКА (НЕТ I2.5):=НЕ ЗАДАН КОД S:=НЕДОПУСТИМЫЙ КОД Т:=НЕ УСТАНОВЛЕН НОМЕР ИНСТРУМЕНТА В ШПИНДЕЛЕ:=ШПИНДЕЛЬ НЕ ОТКЛЮЧИЛСЯ ЗА ЗАДАННОЕ ВРЕМЯ (ЕСТЬ .1):=ДИНАМИЧЕСКОЕ ТОРМОЖЕНИЕ ШПИНДЕЛЯ НЕ
ВЫПОЛНИЛОСЬ:=СКОРОСТЬ ШПИНДЕЛЯ НЕ ВКЛЮЧИЛАСЬ:=НЕСОВПАДЕНИЕ ЗАДАННОЙ И ДЕЙСТВИТЕЛЬНОЙ
СКОРОСТЕЙ ШП.:=ШПИНДЕЛЬ НЕ ВКЛЮЧИЛСЯ ЗА ЗАДАННОЕ ВРЕМЯ (НЕТ .1):=ПРАВАЯ РУКА В ПРОМЕЖУТОЧНОМ ПОЛОЖЕНИИ (НЕТ I3.3
И I3.4):=ЛЕВАЯ РУКА В ПРОМЕЖУТОЧНОМ ПОЛОЖЕНИИ (НЕТ I3.5
И I3.6):=ИДЕТ ПОИСК ИНСТРУМЕНТА:=ИДЕТ СМЕНА ИНСТРУМЕНТА:=КАРЕТКА В ПРОМЕЖУТОЧНОМ ПОЛОЖЕНИИ (НЕТ I4.1 ИЛИ .2):=МАГАЗИН НЕ ВРАЩАЕТСЯ:=НЕТ КОНТРОЛЯ ЗАМЕДЛЕНИЯ КАРЕТКИ У МАГАЗИНА (НЕТ .7):=НЕТ КОНТРОЛЯ ОСТАНОВА КАРЕТКИ (НЕТ I4.1):=НЕТ ВЕРХНЕГО ПОЛОЖЕНИЯ ПРАВОЙ РУКИ (НЕТ I3.4):=НЕТ ВЕРХНЕГО ПОЛОЖЕНИЯ ЛЕВОЙ РУКИ (НЕТ I3.6):=ГНЕЗДО НЕ НАЙДЕНО ЗА ЗАДАННОЕ ВРЕМЯ:=НЕТ НИЖНЕГО ПОЛОЖЕНИЯ ПРАВОЙ РУКИ (НЕТ I3.3):=ШПИНДЕЛЬ НЕ ОСТАНОВЛЕН:=НЕТ ЗОНЫ СМЕНЫ ИНСТРУМЕНТА ПО ОСЯМ Y Z (НЕТ I3.1):=КИНЕМАТИКА НЕ РАСЦЕПИЛАСЬ ЗА ЗАДАННОЕ ВРЕМЯ
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
(НЕТ I8.5 ИЛИ I8.6):=ШПИНДЕЛЬ НЕ СОРИЕНТИРОВАЛСЯ ЗА ЗАДАННОЕ ВРЕМЯ
(НЕТ I4.3 ИЛИ ЕСТЬ I4.4):=НЕ БЫЛО ПОИСКА ИНСТРУМЕНТА:=НЕТ СРЕДНЕГО ПОЛОЖЕНИЯ ЛЕВОЙ РУКИ (НЕТ I3.8):=ИНСТРУМЕНТ НЕ ОТЖАЛСЯ ЗА ЗАДАННОЕ ВРЕМЯ (НЕТ I4.6
ИЛИ ЕСТЬ I4.5):=НЕТ НИЖНЕГО ПОЛОЖЕНИЯ ЛЕВОЙ РУКИ (НЕТ I3.5):=ЕСТЬ КОНТРОЛЬ ОСТАНОВА КАРЕТКИ У МАГ. (ЕСТЬ I4.1):=ЕСТЬ КОНТРОЛЬ ЗАМЕДЛЕНИЯ КАРЕТКИ У ШПИНДЕЛЯ
(ЕСТЬ I4.2):=НЕТ КОНТРОЛЯ ЗАМЕДЛЕНИЯ КАРЕТКИ У ШПИНДЕЛЯ
(НЕТ I4.2):=ЕСТЬ КОНТРОЛЬ ЗАМЕДЛЕНИЯ КАРЕТКИ У МАГАЗИНА
(ЕСТЬ I4.7):=НЕТ СРЕДНЕГО ПОЛОЖЕНИЯ ПРАВОЙ РУКИ (НЕТ I3.7):=ИНСТРУМЕНТ НЕ ЗАЖАЛСЯ ЗА ЗАДАННОЕ ВРЕМЯ (НЕТ .5):=КАРЕТКА В ЗОНЕ СМЕНЫ (НЕТ I3.2):=ШПИНДЕЛЬ НЕ РАЗОРИЕНТИРОВАЛСЯ ЗА ЗАДАННОЕ
ВРЕМЯ (ЕСТЬ I4.3 ИЛИ НЕТ I4.4):=ИНСТРУМЕНТ УЖЕ В ШПИНДЕЛЕ:=ОХЛАЖДЕНИЕ НЕ ВКЛЮЧИЛОСЬ ЗА ЗАДАННОЕ ВРЕМЯ
(НЕТ I7.2):=ЗАМЕНИТЬ ФИЛЬТР ГИДРОСТАНЦИИ (ЕСТЬ I2.7):=ЗАСОРИЛСЯ ФИЛЬТР ГИДРОСТАНЦИИ (ЕСТЬ I2.6):=В ШПИНДЕЛЕ УСТАНОВЛЕН НЕЗАРЕГИСТРИРОВАННЫЙ
Читайте также Отчет по практике: Металлорежущие станки и инструменты
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
ИНСТРУМЕНТ:=СРАБОТАЛА ТЕПЛОВАЯ ЗАЩИТА ДВИГАТЕЛЕЙ X Y Z (НЕТ .8):=НЕТ НАПРЯЖЕНИЯ 24В (НЕТ I1.7):=ПЕРЕМЕЩ. КОНСОЛИ НЕ ВКЛЮЧИЛОСЬ ЗА ЗАДАННОЕ
ВРЕМЯ (НЕТ I8.8):=ГИДРАВЛИКА НЕ ВКЛЮЧИЛАСЬ ЗА ЗАДАННОЕ ВРЕМЯ
(НЕТ I2.5):=ОСИ X Y Z НЕ РАСТОРМОЗИЛИСЬ ИЛИ НЕ ВКЛЮЧЕНЫ QM1
ИЛИ QM3 (НЕТ I2.8):=НЕ ВКЛЮЧЕНЫ ВЕНТИЛЯТОРЫ ОБДУВА ПРИВОДОВ (НЕТ .8):=НЕТ ГОТОВНОСТИ УЧПУ:=НЕ ИЗМЕНЯЕТСЯ КОНТРОЛЬ ОСТАНОВА ШПИНДЕЛЯ (I7.8):=ВКЛЮЧЕНИЕ ШПИНДЕЛЯ В РУЧ. РЕЖ. ЗАБЛОКИРОВАНО
(НЕТ I7.5):=НЕТ НАПРЯЖЕНИЯ 110В НА РАСЦЕПИТЕЛЕ ВВ. АВТОМАТА
(НЕТ I7.6):=СМАЗКА НЕ ВКЛЮЧИЛАСЬ ЗА ЗАДАННОЕ ВРЕМЯ (НЕТ .7):=КАРЕТКА В ПОЗИЦИИ СМЕНЫ, НО Y И Z НЕ В ЗОНЕ
СМЕНЫ(НЕТ I3.1 И I3.2):=КАРЕТКА В ПРОМЕЖУТОЧНОМ ПОЛОЖЕНИИ (НЕТ I4.1-.4):=МАГАЗИН НЕ ОСТАНОВЛЕН;=УСТАНОВЛЕН НАЛАДОЧНЫЙ РЕЖИМ СМЕНЫ
ИНСТРУМЕНТА;=НЕТ КОНТРОЛЯ ОСТАНОВА КАРЕТКИ 2 (НЕТ I4.1):=ЕСТЬ КОНТРОЛЬ ОСТАНОВА КАРЕТКИ (ЕСТЬ I4.1):=ЕСТЬ КОНТРОЛЬ ОСТАНОВА КАРЕТКИ 2 (ЕСТЬ I4.1):=НЕТ КОНТРОЛЯ ОСТАНОВА КАРЕТКИ 3 (НЕТ I4.1):=ЕСТЬ КОНТРОЛЬ ОСТАНОВА КАРЕТКИ 3 (ЕСТЬ I4.1):=НЕТ КОНТРОЛЯ ОСТАНОВА КАРЕТКИ 4 (НЕТ I4.1):=ЕСТЬ КОНТРОЛЬ ОСТАНОВА КАРЕТКИ 4 (ЕСТЬ I4.1):=НЕТ КОНТРОЛЯ ОСТАНОВА КАРЕТКИ У МАГАЗИНА (НЕТ .1):=НЕТ ФИКСИРОВАННОГО ПОЛОЖЕНИЯ МАГАЗИНА (НЕТ .1-I6.4);=НЕТ КОНТРОЛЯ ОСТАНОВА МАГАЗИНА (НЕТ I1.1);=НЕТ ГОТОВНОСТИ ПРИВОДОВ (НЕТ I1.8);=ИДЕТ ДВИЖ. КАРЕТКИ К МАГ. ДЛЯ ВЗЯТИЯ
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
ИНСТРУМЕНТА;=ИДЕТ ВЗЯТИЕ ИНСТР. ИЗ МАГ. ПРАВОЙ РУКОЙ;=ИДЕТ ПОИСК ГНЕЗДА ДЛЯ ИНСТРУМЕНТА В ШПИНДЕЛЕ;=ИДЕТ РАСЦЕПЛЕНИЕ КИНЕМАТИКИ;=ИДЕТ ДВИЖ. КАРЕТКИ К ШПИНДЕЛЮ;=ИДЕТ ОРИЕНТАЦИЯ ШПИНДЕЛЯ;=ИДЕТ ВЗЯТИЕ ИНСТР. ИЗ ШПИНД. ЛЕВОЙ РУКОЙ ДО СРЕД.
ПОЛОЖ.;=ИДЕТ РАЗЖИМ ИНСТРУМЕНТА;=ИДЕТ ОПУСКАНИЕ ЛЕВОЙ РУКИ ВНИЗ;=ИДЕТ ДВИЖ. КАРЕТКИ ПРАВОЙ РУКОЙ ПОД ШПИНДЕЛЬ;=ИДЕТ УСТАНОВКА ИНСТР. В ШПИНДЕЛЬ ДО СРЕД.
ПОЛОЖ. РУКИ;=ИДЕТ ЗАЖИМ ИНСТРУМЕНТА;=ИДЕТ ПОДЪЕМ ПРАВОЙ РУКИ ДО ВЕРХА;=ИДЕТ ПОДЪЕМ ЛЕВОЙ РУКИ ДО ВЕРХА;=ИДЕТ РАЗОРИЕНТАЦИЯ ШПИНДЕЛЯ;=ИДЕТ ДВИЖ. КАРЕТКИ К МАГ. ДЛЯ УСТАНОВКИ СТАРОГО
ИНСТР;=ИДЕТ УСТАНОВКА СТАРОГО ИНСТР. В МАГАЗИН;=ИДЕТ ВЗЯТИЕ СТАРОГО ИНСТР. ИЗ МАГАЗИНА;=ИДЕТ ДВИЖ. КАРЕТКИ ПРАВОЙ РУКОЙ ПОД ШПИНДЕЛЬ;=ИДЕТ ВЗЯТИЕ ИНСТР. ИЗ ШПИНД. ПРАВОЙ РУКОЙ ДО СР.
ПОЛОЖ.;=ИДЕТ ОПУСКАНИЕ ПРАВОЙ РУКИ ВНИЗ;=ИДЕТ ДВИЖ. КАРЕТКИ ЛЕВОЙ РУКОЙ ПОД ШПИНДЕЛЬ;=ИДЕТ ДВИЖ. КАРЕТКИ К МАГ. ДЛЯ ВОЗВРАТА НОВОГО
ИНСТР;=ИДЕТ ПОИСК ГНЕЗДА ДЛЯ НОВОГО ИНСТРУМЕНТА;=ИДЕТ ВОЗВРАТ НОВОГО ИНСТРУМЕНТА В МАГАЗИН;=ИДЕТ ДВИЖ. КАРЕТКИ К МАГАЗИНУ В КРАЙНЕЕ
, НАЧАЛЬНЫЕ УСТАНОВКИ=1: KSNMNX=1:=1: KSNMNY=1:
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
YESFX=1: YESFY=1: YESFZ=1:
IMPMOD=1;=1: LFEED1=1:=1;=2; CONFIG2=2;
, ТАЙМЕРЫ=200; ,ВРЕМЯ ИМПУЛЬСА СБРОСА ШАГОВ ПОШАГОВОЙ
СМЕНЫ=5000: ,ТАЙМЕР ДЛЯ ПРОВЕРКИ СРЕДН ПОЛОЖ ПРАВОЙ
, ПРИ НЕИСПРАВН KONOST=10000: ,ЗАДЕРЖКА ПРОВЕРКИ КОНЦА ДИНАМИЧЕСКОГО
ТОРМ=1000: T7=500: , ТАЙМЕРЫ ДЛЯ КОНТРОЛЯ ОСТ ШПИНДЕЛЯ=300: T9=500: , ТАЙМЕРЫ ДЛЯ ШАГОВ ШПИНДЕЛЯ=2000: ,ТАЙМЕР МЕЖДУ ДВУМЯ КАЧКАМИ ШПИНДЕЛЯ=2000: ,ЗАДЕРЖКА ДЛЯ ПРОВЕРКИ РАЗГОНА ШПИНДЕЛЯ=5000: ,ТАЙМЕР ДЛЯ КОНТРОЛЯ РАЗОРИЕНТАЦИИ ШПИНД=6000: ,ТАЙМЕР ДЛЯ ТОРМОЖЕНИЯ ШПИНДЕЛЯ МУФТОЙ=6000: ,ТАЙМЕР ДЛЯ КОНТРОЛЯ ВРАЩЕНИЯ МАГАЗИНА=20000:,ТАЙМЕР ДЛЯ КОНТРОЛЯ ПОИСКА ГНЕЗДА=17000: ,ТАЙМЕР ДЛЯ КОНТРОЛЯ ОСТАНОВА КАРЕТКИ=700: ,ВРЕМЯ МЕЖДУ ОСТ КАРЕТКИ И ВЫДВИЖЕНИЕМ ИЛИ
ПОДЪЕМОМ РУКИ=8000: ,МАКС ВРЕМЯ ОПУСКАНИЯ ПРАВОЙ РУКИ=5000: ,ТАЙМЕР ДЛЯ ПРОВЕРКИ РАСЦЕПЛ КИНЕМАТИКИ=5000: ,ТАЙМЕР ДЛЯ ПРОВЕРКИ СРЕДН ПОЛОЖ ЛЕВОЙ РУКИ=5000: ,ТАЙМЕР ДЛЯ ПРОВЕРКИ РАЗЖИМА ИНСТР=5000: ,ТАЙМЕР ДЛЯ ПРОВЕРКИ ПРОПАДАНИЯ KOSTK=5000: ,ТАЙМЕР ДЛЯ ПРОВЕРКИ ПРОПАДАНИЯ KMDSP=7000: ,ТАЙМЕР ДЛЯ ПРОВЕРКИ ПОЯВЛЕНИЯ KMDSP=15000:,ТАЙМЕР ДЛЯ ПРОВЕРКИ ПОЯВЛЕНИЯ KMDMG=5000: ,ТАЙМЕР ДЛЯ ПРОВЕРКИ ПРОПАДАНИЯ KMDMG=5000: ,ТАЙМЕР ДЛЯ КОНТРОЛЯ ОРИЕНТАЦИИ ШПИНД=1000: ,ЗАДЕРЖКА КОНТРОЛЯ ВКЛ КОНСОЛИ=1000: ,ЗАДЕРЖКА ПРОВЕРКИ ВКЛЮЧЕНИЯ СОЖ=5000: ,ВРЕМЯ МЕЖДУ ДВУМЯ ИМП. СМАЗКАМИ
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
НАПРАВЛЯЮЩИХ=5000: ,ВРЕМЯ РАБОТЫ НАСОСА ИМП. СМАЗКИ
НАПРАВЛЯЮЩИХ=5000: ,ВРЕМЯ МЕЖДУ ДВУМЯ ИМП. СМАЗКАМИ
, ДЛЯ ВКЛЮЧЕНИЯ ОТ КОНСОЛИ=5000: ,ТАЙМЕР ДЛЯ ПРОВЕРКИ ЗАЖИМА ИНСТР=700: ,ПАУЗА В СМЕНЕ МЕЖДУ ОТЖИМОМ-ЗАЖ И ДВИЖ
РУК=1000: ,ПАУЗА МЕЖДУ СОВПАДЕНИЕМ КОДОВ И ВКЛ
ШПИНДЕЛЯ=1000: ,ВРЕМЯ НА ПРОВЕРКУ ВКЛЮЧЕНИЯ ГИДРАВЛИКИ=5000: ,ВРЕМЯ НА ПРОВЕРКУ ДАВЛЕНИЯ ГИДРАВЛИКИ=4000: ,ВРЕМЯ НА ПРОВЕРКУ РАСТОРМАЖИВАНИЯ ОСЕЙ=1000: ,ВРЕМЯ КАЧКИ ПОСЛЕ СОВПАДЕНИЯ=1000: ,ВРЕМЯ НА ПРОВЕРКУ ВКЛ СМАЗКИ=700; ,ДЛЯ ОТВЕТА ПО ВКЛ ШПИНДЕЛЯ=5000; ,МАКС ВРЕМЯ ПОДЪЕМА ЛЕВОЙ РУКИ=5000; ,МАКС ВРЕМЯ ПОДЪЕМА ПРАВОЙ РУКИ=8000: ,МАКС ВРЕМЯ ОПУСКАНИЯ ЛЕВОЙ РУКИ=700: ,ВРЕМЯ МЕЖДУ ОПУСК РУКИ И ДВИЖ КАРЕТКИ=500: ,ВРЕМЯ МЕЖДУ ОТКЛ KV1 И ТОРМОЖЕНИЕМ=1000: ,ВРЕМЯ МЕЖДУ РАСТОРМАЖИВАНИЕМ ОСЕЙ И РАЗР
ПЕРЕМЕЩ=2000: ,ЗАДЕРЖКА СБРОСА CONTR=1000: ,МАКС ВРЕМЯ ОЖИД ИЗМЕНЕНИЯ KONOST ПРИ ДИН
ТОРМ=5000; ,МАКС ВРЕМЯ ОСТАНОВА МАГАЗИНА=1000; ,ЗАДЕРЖКА ПРОВЕРКИ ГОТОВН ПРИВ ПОСЛЕ ВКЛ
СИЛЫ=500; ,ПАУЗА МЕЖДУ ВКЛ СИЛЫ И РАЗБЛОКИРОВКОЙ
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
ПРИВОДОВ=1000; ,ПАУЗА МЕЖДУ ВЫКЛ ШПИНД И НАЧАЛОМ ДИН
ТОРМ.=1000; ,ЗАДЕРЖКА ПРОВЕРКИ KV1 ПОСЛЕ КАЧКИ=300; ,задержка реакции на появление KOSTK=800; ,пауза между взятием инстр из маг и поиском гнезда
,-добавок к T17=700; ,пауза между остановом каретки и взятием инстр из маг
,-добавок к T17=EASTOP; L1=EASTP;=G2: G2=-G2:=Blokl;=RESETOUT+RST:=KONPLX+-V24: OGRMNX=KONMNX+-V24:=KONPLY+-V24: OGRMNY=KONMNY+-V24:=KONPLZ+-V24: OGRMNZ=KONMNZ+-V24:=ZERX: ZEROY=ZERY: ZEROZ=ZERZ:=SNIZERZ:_pusk=(PUSKOUT+UPPUSK*AVT)*-(TS37*(FILTR+ZASOR)*-+NSMAZ):.15=Prom_pusk*((Nalad1<>0)+(Nalad2<>0));=Prom_pusk*(Nalad1=0)*(Nalad2=0);=-STOPOUT*-UPSTOP:=GIDR*-STOP1;
, КОНТРОЛЬ ВРАЩЕНИЯ ШПИНДЕЛЯ=KONOST; TS6=-KONOST;
,правая рука вверх=RBlokl+RTTH+TS17*Stpm_6+Step_man_12+Stpm_8+_man_14+Step_rev_3;
,правая рука вниз=TS17*Stpt_4+Step_man_2+Step_rev_14+Step_rev_12;=(Rchir+CHIR)*-(Rclor+MDR*(Stpm_6+Step_man_12)++TS2+Sbros);=(Rclor+CLOR)*-(Rchir+TS18+MDR*Step_rev_14+TS2+Sbros);
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
,левая рука вверх=RBlokl+RTTH+TS17*Stpm_10*-TT+Stpm_09+Step_man_15+_man_18+Step_rev_10+Step_rev_8;
,левая рука вниз=TS17*Stpm_2+Stpm_4+Step_man_8+Step_man_10+_rev_18+Step_rev_15;
,ожидание 3-го фронта KOSTK=KOSTK;_3=(Realkost*Stp_2+Stp_3)*Prom_kostk;_2=(Realkost*Stp_1+Stp_2)*Prom_kostk;_1=(Realkost+Stp_1)*Prom_kostk;=KOSTK2;=KOSTK3;=KOSTK4;=(Rkost*(-Prom_kostk*-Step_rev_2+Stp_3*Step_rev_17)+
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
,каретка к шпинделю_3=Stpt_3+Stpm_1+Step_man_6+Stpm_5+Step_man_11+_man_1*HIR*HIL*KOSTK*KMDMG+Step_rev_17;_sbros=RKOSTK+SBOIT+SBOIM6+Sbros;=(RStpt_3+CKSP)*
,каретка к магазину_rev_11=RBlokl+RTTH+TS17*Stpm_9+Step_man_17+Step_rev_11
Нужна помощь в написании отчета?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Поможем с характеристой и презентацией. Правки внесем бесплатно.
, импульс сброса шагов пошаговой смены и выходов смены
, одновибраторы смены инстр по шагам
, установка признаков «не было вых в ноль» при выкл вводного авт.
, ТАЙМЕРЫ СМАЗКИ=(P5.W=PAMP1): T30=[P5.W*1000]: PAMP1=P5.W:. L102=(P6.W=PAMP2):=[(P6.W 12)*12000+(P6.W>3)*(P6.W Производственная практика на станках с чпу
Несколько часов в день или через день, время стажировки можно согласовать. В период начального обучения без зп, при работе с наставником — половина зп, при самостоятельной работе — полная зп. Зп сдельная за м.кв.
Оператор станка ЧПУ плазменной резки металла
При успешном прохождении стажировки — оформления в штат компании График стажировки 5/2 с 9 до 18 (возможно обсуждение индивидуального графика) Работа в дружном коллективе Профессиональный рост
Младший оператор станка ЧПУ плазменной резки металла
При успешном прохождении стажировки — оформления в штат компании График стажировки 5/2 с 9 до 18 (возможно обсуждение индивидуального графика) Работа в дружном коллективе Профессиональный рост
Оператор станка с ЧПУ
Оператор станков ЧПУ
— стажировка в современном, перспективном предприятий; — график работы сменный; — дотация на питание; — обеспечение высококачественной спецодеждой и обувью.
Оператор / Наладчик зубофрезерных станков с ЧПУ
— Ст. метро «Кировский завод» — График работы двухсменный (с 7.30 до 16.00; 15.30 до 24.00) — Дотация на питание — Возможно официальное трудоустройство после успешного прохождения практики.
Оператор станков с ЧПУ
Оператор станка с ЧПУ (электроэрозия)
График работы 5/2, время работы по согласованию Офис и производство в 15 минутах ходьбы от ст. м. Ладожская. Работа в молодом дружном коллективе. Отличный вариант практики и работы на производстве для студентов или выпускников технических вузов Предоставим все необходимые документы о про…
Оператор станка ЧПУ
Практикант (Оператор станков с ЧПУ) в АО «Уральский электромеханический завод»
Указаны приблизительные сроки прохождения практики. Ознакомиться с описанием стажировки и откликнуться на неё можно на Отраслевом карьерном портале Госкорпорации «Росатом» по ссылке: http://rosatom-career.ru/center/career-opportunities/view-vacancies?
Оператор наладчик ЧПУ
Стажировка проходит с ПН по ПТ с 7-00 до 15-30 По результатам первого месяца назначается стипендия. По результатам стажировки возможно трудоустройство.
Оператор лазерного станка ЧПУ
Закрепляем за вами профи наставника. — Вы ударно трудитесь на производстве. — Лучшие студенты останутся у нас трудиться Наши условия для вашей комфортной работы. — Выдаем спецодежду. — На производстве есть зона отдыха и кухня. — Тяжести не носим для этого есть техника.
Оператор стакнов с ЧПУ
Стажировка проводится в два этапа: 2 недели неоплачиваемая часть. По истечении двух недель и прохождения контрольных мероприятий назначается стипендия. Возможно досрочное прохождения 2-х недельного испытательного срока. ЗВОНИТЕ.
ФИРМА «ВИРТУ», Москва
Компания VIRTU была основана в 1992 году. Наша специализация — разработка и производство эксклюзивной рекламной продукции для оформления мест продаж (POSM) и премиальной торговой мебели. Наши цели — создать яркую компанию с большой душой, стать лучшими партнёрами для наших клиентов. Наши…
Контур, Великий Новгород
Корпорация «Сплав» – один из ведущих поставщиков трубопроводной арматуры и оборудования для АЭС. Наше оборудование и трубопроводная арматура установлена на всех энергоблоках АЭС в России, а также на АЭС за рубежом, построенным по российским проектам. Корпорация «Сплав» поставляет оборудова…
Стажировки:
Мечтаете о головокружительной карьере? Начинать никогда не рано! Стажировка для студентов или производственная практика — отличный старт. И хотя скептики говорят, что без опыта нет работы, а без работы нет опыта, мы знаем, как разорвать этот порочный круг. Приходите на Superjob.ru, заходите в раздел «Работа для студентов» — здесь вы обязательно найдете подходящую вам стажировку, место для преддипломной практики на предприятии или работу для студентов со свободным графиком. «Работа для студентов» — уникальный проект портала Superjob.ru. Это онлайн-площадка для общения работодателей с будущими выпускниками вузов. Здесь компании и заинтересованные студенты находят друг друга, даже несмотря на разделяющее их расстояние. Superjob.ru гарантирует: чем раньше вы начнете пользоваться нашим сервисом, тем успешнее сложится ваша карьера. Вы научитесь видеть свои профессиональные возможности, планировать карьеру, а по окончании вуза найдете лучшую для себя работу по специальности. Не упускайте свой шанс — подыскивайте себе интересную стажировку, практику или работу для студентов с гибким графиком. Не ждите получения диплома — начинайте прямо сейчаc!
Нажимая на кнопку «Зарегистрироваться», вы подтверждаете, что ознакомлены, полностью согласны и принимаете «Правила работы с базой данных резюме и вакансий»
чпу. Отчет по производственной практике Вид практики производственная по профессии Оператор станков с чпу

Единственный в мире Музей Смайликов
Самая яркая достопримечательность Крыма

Настройка станка
- Предстартовый. Перед запуском станка убедитесь, что масло и охлаждающая жидкость заполнены по максимуму. Обратитесь к инструкции, если вы не знаете, как это сделать.
- Убедитесь, что в рабочей зоне нет посторонних предметов.
- Если станку требуется подача воздуха, убедитесь, что компрессор включен и давление соответствует требованиям, указанным в инструкции.
- Пуск / Домой. Подключите станок к питанию и запустите. Главный выключатель обычно расположен в задней части устройства, кнопка питания — в левом верхнем углу на панели управления.
- Загрузите все инструменты в карусель в том порядке, который указан в списке программы ЧПУ. Для станков с одним инструментом — установите в шпиндель фрезу.
- Установите деталь в тиски или закрепите на столе, зафиксируйте.
- Установите показатель коррекции на длину инструмента. Переместите инструменты к верхней части детали в порядке, указанном в программе ЧПУ, и затем установите показатели коррекции.
- Установите коррекцию осей X и Y. После того, как тиски или другие детали будут правильно установлены, настройте коррекцию на установку заготовки (нулевой позиции), чтобы найти начальную точку X и Y детали.
- Загрузите программу ЧПУ в систему управления станком с помощью USB-накопителя.
Читайте также О компании Станок
Режим автоматического управления. Этот режим является основным для станка с ЧПУ. Именно в этом режиме производится обработка детали по программе. Для запуска УП на выполнение необходимо сначала выбрать активную программу и затем нажать кнопку Старт цикла.
В режиме автоматического управления оператор может влиять на запрограммированную скорость подачи и частоту вращения шпинделя. Рукоятка коррекции ускоренного хода позволяет изменять скорость холостых перемещений исполнительных органов станка обычно в диапазоне от 0 до 150%.
Режим редактирования. В этом режиме оператор станка может вводить новую или редактировать существующую программу обработки вручную, используя клавиатуру УЧПУ.
Возможности по редактированию УП у разных стоек ЧПУ могут значительно отличаться. Простейшие системы позволяют вставлять, удалять и копировать слова данных. Самые современные СЧПУ имеют функции поиска и замены данных (аналогично текстовым редакторам на ПК), копирования, удаления и переноса определенного программного диапазона, способны редактировать УП в фоновом режиме.
Функция фонового редактирования данных позволяет оператору станка создавать или редактировать одну программу при одновременном выполнении другой программы. Для фонового редактирования систему управления необходимо переключить в автоматический режим.
Обычно в режиме редактирования осуществляется ввод/вывод УП с персонального компьютера или другого внешнего устройства. Здесь же можно проверить размер свободной памяти СЧПУ и количество зарегистрированных программ.
Режим ручного ввода данных MDI. Режим ручного ввода данных MDI позволяет оператору ввести и выполнить один или несколько кадров, не записанных в памяти СЧПУ. Обычно этот режим используется для ввода отдельных G- и М-кодов, например для смены инструмента или включения оборотов шпинделя. Введенные команды и слова данных после выполнения или сброса удаляются.
Толчковый режим. Толчковый (старт-стопный) режим обеспечивает ручное перемещение исполнительных органов станка при нажатии на соответствующие клавиши на панели УЧПУ.
Режим управления ручным генератором импульсов или маховиками. В этом режиме осуществляется перемещение исполнительных органов станка при помощи ручного генератора импульсов, который похож на пульт дистанционного управления или при помощи специальных маховиков на панели УЧПУ. Оператор станка может задавать шаг и направление перемещения при помощи специальных переключателей.
Режим возврата в нулевую точку. Возврат исполнительных органов в нулевую точку является стандартной процедурой при включении станка. В этом случае происходит синхронизация станка и системы управления.
Режим прямого числового управления DNC. Режим DNC позволяет выполнять программу обработки прямо из компьютера или другого внешнего устройства, не записывая ее в память системы. Обычно в этом режиме выполняются УП большого размера, которые не могут поместиться в памяти СЧПУ.
Режим редактирования параметров. В этом режиме производят редактирование параметров системы ЧПУ. Пользовательские параметры отвечают за настройку текущей даты и времени, работу в различных режимах и т. д. Системные параметры влияют на функционирование станка в целом. Не рекомендуется самостоятельно изменять значения системных параметров. Иногда вход в область параметров заблокирован и для редактирования требуется ввести специальный код, установленный производителем станка.
Тестовые режимы. У любого станка с ЧПУ есть определенное количество тестовых функций. К ним, например, относятся пробный прогон и покадровая отработка УП. Некоторые системы ЧПУ позволяют осуществлять графическую проверку траектории.
Панель управления FANUC.
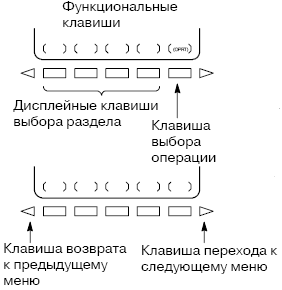
данные клавиши имеют различные функциональные значения
в зависимости от отображения дисплея. Их активные
значения отображаются внизу экрана
к лавиши используются для ввода буквенных,
цифровых и других символов.
клавиши управления курсором. Клавиши курсора
могут быть использованы для поиска программы или
для поиска определенного текста в программе.
клавиши перелистывания страниц. При нажатии на клавишу
перелистывания страниц можно постранично просмотреть программу,
пролистать общий список программ или таблицу корректоров.
Э та клавиша используется для сброса команд или действий
выполняемых станком, отмены сигнала тревоги или аварийного сообщения,
остановки выполнения программ и т.п.
Нажмите эту клавишу для того, чтобы воспользоваться функцией справки,
когда вы желаете получить информацию о некоторых действиях
выполняемых на станке.
На большинстве клавиш изображено два символа. Клавиша
используется для их выбора. Когда можно ввести символ, изображенный в
нижнем правом углу клавиши, на экране отображается специальный символ ^ .
При нажатии символьной или цифровой клавиши происходит
написание данных в строке набора и их отображение внизу экрана.
Чтобы занести записанные данные в регистр коррекции и т.д.,
необходимо нажать эту клавишу. Данная клавиша эквивалента дисплейной
клавише [INPUT], и при ее нажатии можно получить тот же результат.
клавиша используется для ввода текста программы клавиша используется
для стирания последнего символа, записываемого в строке набора.
Когда с клавиатуры выводится >N001X100Z_, то при нажатии клавиши
отмены, символ Z удаляется и на экране остается >N001X100_.
клавиша для замены введенных символов.Для изменения текста
в программе нужно подвести курсор на элемент строки требующий замены.
Набрать измененное значение и нажать клавишу, значение изменится.
к лавиша удаления. При нажатии этой клавиши удаляется
символ, на котором находится курсор.
к лавиша отображает экран текущего положения инструмента.
На экране отображаются машинные, абсолютные и относительные
координаты. Также выводится индикация требуемого и оставшегося
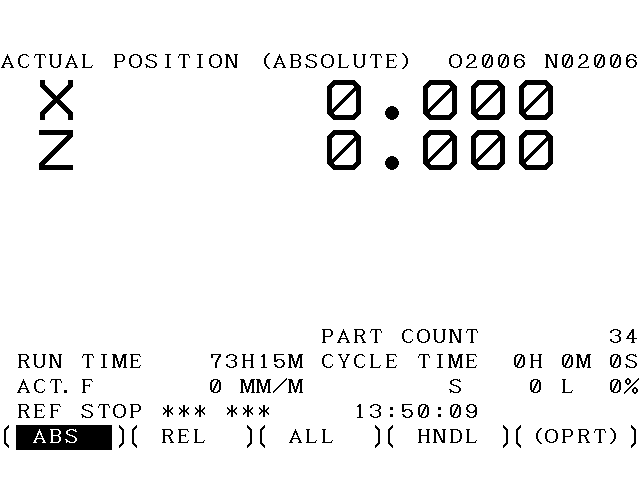
Машинные координаты это координаты,
которые характеризуют фактическое расположение
станка относительно исходной точки. ABS – абсолютные
координаты, лежащие в основе программы. Рабочая точка
обычно расположена в месте пересечения центра заготовки
и плоскостей X и Z. Эти координаты характеризуют
расположение режущей кромки инструмента в программе.
REL — относительные координаты или дискретные координаты.
Они отображают разницу между любыми двумя
произвольными точками (U определяет ось X, W определяет ось Z).
отображается функциональный экран для работы с таблицами корректоров.
Именно здесь производится измерение инструмента, корректировка
инструмента на износ и по геометрии, привязка заготовки в рабочей точке.
п ри нажатии отображается функциональный экран работы с программами.
Данный режим позволяет изменять, создавать или удалять программы.
В данном режиме отображается директория программы.
Директория содержит номер программы, их количество и память,
которая уже используется.
клавиша используется для вывода окна сообщений и сигналов тревоги.
Используется для быстрого просмотра ошибки, чтобы скоординировать
клавиша используется для перехода станка в режим диалогового
программирования, если данная опция активна на данном оборудовании.
к лавиша отображает функциональный экран для работы с системой
станка, в котором квалифицированный специалист проводит диагностику
оборудования, настраивает систему или устраняет неполадки.
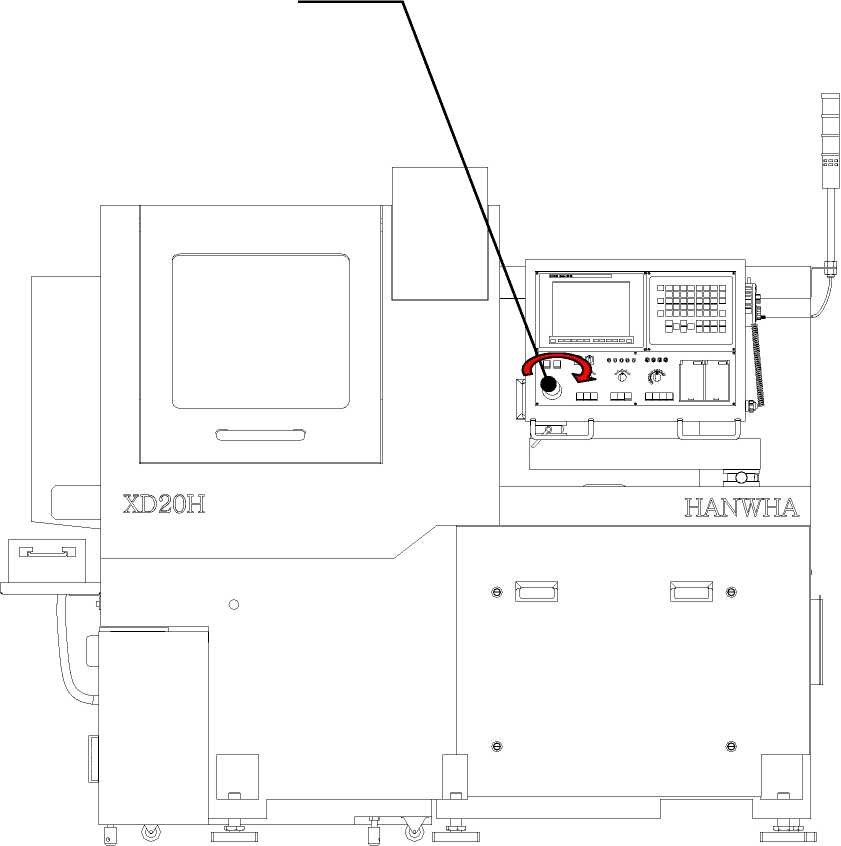
Кнопка аварийной остановки
Большая красная кнопка на панели управления — это кнопка аварийной остановки. При возникновении аварийной ситуации, например пожара, аварии в электросети, землетрясения или грозы, или же при необходимости экстренной эвакуации нажмите на эту кнопку, чтобы немедленно прервать работу до оставления рабочего места. Однако помните, что нажатие на кнопку аварийной остановки во время работы может вести к повреждению инструмента, а также обрабатываемой детали. Для квитирования состояния аварийной остановки поверните нажатую кнопку по часовой стрелке после устранения внешних факторов опасности.
- Ознакомление с обработкой деталей на станке с ПУ
В технологической наладке станка с ЧПУ можно выделить следующие основные этапы: 4 — выход в фиксированное положение; — установка приспособления и инструментов; — размерная настройка; — ввод управляющей программы; — пробная обработка; — оценка программы и ее корректировка (для новой УП). Наиболее ответственным этапом является размерная настройка, которая заключается в согласовании систем координат станка, программы и инструмента
5. Ознакомление с подналадкой отдельных узлов и механизмов в процессе работы.
Подналадка станка с ЧПУ – осуществляется в процессе эксплуатации станка, когда происходит переход на обработку другой такой же заготовки или изменение наладочного размера во время обработки. При подналадке производится дополнительная регулировка оборудования или оснастки в процессе работы для восстановления технических параметров, достигнутых при первичной наладке. Необходимостью подналадки является износ режущего инструмента, упругие и тепловые деформации механизмов станка. При переходе на обработку другой заготовки необходимо изменить режимы резания, сменить или отрегулировать приспособления, заменить или наладить режущий инструмент. По завершению подналадки станок должен обеспечить заданные функции с требуемым качеством изделия, а так же высокой производительностью изготовления заданного изделия.
Проверка управляющей программы на станке
После того как вы написали УП, проверили ее на компьютере и передали в память СЧПУ, необходимо провести тест программы обработки прямо на станке. Дело в том, что не все ошибки, содержащиеся в программе, могут быть распознаны инструментами верификации на компьютере. Вы можете легко увидеть, что фреза идет не в ту координату, но можете не заметить, что нет команды на включение вращения шпинделя или на подачу смазывающе-охлаждающей жидкости (СОЖ).
Но даже если в коде УП нет ни одной ошибки, оператор станка может случайно внести в корректора СЧПУ неверные значения длины и радиуса инструментов или ошибиться в «привязке» к детали, что неизбежно приведет к браку. Для того чтобы исключить любую ошибку, перед изготовлением реальной детали прямо на станке производят пробный прогон или тестовую обработку.
6. Ознакомление с осуществлением технологического обслуживания станка с ПУ.
Сохранение показателей технического уровня станков, гарантируемых заводами-изготовителями, невозможно без четкого соблюдения заводами-потребителями комплекса требований к эксплуатации оборудования и осуществления рациональной системы технического обслуживания и ремонта. Осуществление таких требований позволяет свести к минимуму как сумму затрат на ремонт и техническое обслуживание, так и потери производства, связанные с простоями оборудования из-за его неисправности.
Техническое обслуживание
К техническому обслуживанию относятся работы по поддержанию работоспособности станков и машин при хранении, транспортировании, подготовке к использованию и эксплуатации. Техническое обслуживание включает в себя также надзор за правильным оборудованием помещения, в котором станок будут эксплуатировать. Наряду с плановыми обязательными работами в техническое обслуживание входят также работы, выполняемые при возникновении случайных отказов. Работы по восстановлению исправности оборудования называют ремонтом.
Различные виды работ по техническому обслуживанию механической, электрической и электронной частей станка выполняют слесари-ремонтники, электрики, электронщики, операторы, смазчики. Наладчик должен уметь выполнять все виды работ по плановому и неплановому техническому обслуживанию, которые возложены на перечисленный персонал.
Похожие записи:
- Все, что нужно знать о станках
- Какие станки по дереву нужны для домашней мастерской?
- Бизнес-станки для малого бизнеса: советы по выбору вариантов
- Методика расчета производственной мощности
Как стать ЧПУшником.

Рассмотрим становление и духовный рост ЧПУшника в машиностроении. Потому что в рекламе и мебельщине достаточно знаний Корела, Арткама и Mach3.
Путь первый:
Встать на учёт в службе занятости и получить дополнительное образование за счёт государства. Я так и поступил. Посмотрел на какие профессии обучают и пошёл на наладчика. Тем более, что тесть был наладчиком. При этом еще и пособие по безработице платить будут, исходя из старой зарплаты. Но бесплатно это только для тех, кто имеет городскую прописку. Платно это стоило 36т.р. (на оператора ЧПУ 30т.р.) Продолжительность курсов 5 месяцев, из них три обучение, два
производственная практика. На практику всех оптом засылали на местный оборонный говнозавод, где ни чему не учат, ничего не платят и используют студентов в качестве подсобных рабочих. Я же прошвырнулся по местным заводам и напросился на практику аж на два. Графиком три-на-три. Кстати, на одном заводе платили стипендию 12т + бесплатное питание на убой. На втором платили 18т + компенсация питания 50р в день.
С моей точки зрения — самый лучший путь. Только нужно иметь немного денег в заначке, потому как сидеть пол-года без зарплаты тяжко.
Чуть не забыл: еще медкомиссию на обучение проходить надо. И на завод, который выбран для прохождения практики тоже.
Ну еще из плюсов то, что потом можно остаться работать на заводе, на котором проходила практика. Считай, трудоустройство без опыта обеспечено.
Сразу скажу: если до обучения ваши знания были равны нулю, то после него, если брать по шкале от одного
до ста, они будут равны единичке. Что уже не плохо.
Есть, правда, в пути первом одна закавыка: набор на обучение на ЧПУшника проходит оди-два раза в год, и он ограничен. Группа 10-12 человек. Мне пришлось стать официальным безработным за два месяца до начала обучения, чтобы застолбить место.
Путь второй:
Пойти в ту же шарагу, что в пункте первом, но от завода. Всё то же самое, только потом человек обязан сколько-то отработать на заводе. Не отработаешь — ничего плохого не сделают. Просто не отдадут диплом.
У меня друг так отучился, потом еще два года отпахал за заводе за копейки, чтобы получить шестой разряд. Теперь он даже не в России. Сразу по получении диплома он свалил из страны. Щас в гейропе где-то работает за деньги.
Тут уже нужно иметь или нормальную подработку или приличную сумму на чёрный день. Потому что на таких заводах, как правило, плохо с зарплатой, и чёрный день будет длиться года два.
Я работал на таком заводе. Чисто ради освоения токарно-фрезерного центра. Получал стипендию 6500, на период обучения. Через три месяца, хорошо поднатаскавшись, слился.
Путь третий:
Пойти на завод, который набирает учеников операторов ЧПУ без опыта и обучает сам. Обычно так поступают заводы, на которых работать работать ни кто не хочет. Люди оттуда бегут. Задержка зарплаты в 14-15т на два месяца, а премии (10т) месяца на четыре.
Либо это завод, которому не нужны, по сути, ЧПУшники. У меня знакомый на таком «старшим наладчиком» работает, получает тысяч 70. Там постоянно ведётся набор кожаных мешков к станку, которые будут чисто менять заготовки. Человеку даётся месяц на обучение. На период обучения зарплата 5000. Потом экзамен. Если сдал — получаешь свои 5т и становишься «младшим оператором ЧПУ». Оклад 18т. У оператора 20т. У старшего оператора 23. У просто наладчика 26. По сути завод экономит хренову гору денег. В смене 7 человек: наладчик, Старший оператор, оператор и четыре ученика. То есть зарплату нужно платить только троим.
Народ или сливается сразу, или учится, получает опыт и потом сливается. То есть 90% сливаются в любом случае. Просто некоторые уже научившись.
Путь четвёртый:
Купить настольный фрезер. Это в пределах 30т.р. И учиться самому. Освоить можно многое, но придя на завод, понимаешь, что нихуя не знаешь. Ну, почти нихуя. Будет хоть какое-то понимание, что такое подача, обороты, скорость резания и основы программирования. Уровень знаний будет как в пункте первом.
Зато дома будет настольный фрезер. А это прибыль. Можно потом настольный лазер прикупить.
Всё это обучение — это только самое начало. Далее идёт обучение + опыт. И так до пенсии (кто доживёт).
Немного про разницу оператора и наладчика.
Разница зависит от завода.
В идеале технолог пишет прогу, подбирает инструмент, назначает режимы резания., наладчик настраивает станок, прокатывает первую деталь и идёт бухать с технологм. Оператор ставит/снимает детали, обмеряет, если надо вносит коррекцию. Такое, кстати, встречается.
У меня не идеал. Мне не нужен такой идеал. Или я начну деградировать. У меня навороченный
четырёхосевой. Щас еще токарно-фрезерный Мазак осваивать начал. Мне ни кто просто не сможет написать программу. Я сам придумываю, как обработать деталь. Сам пишу прогу. Сам подбираю инструмент и режимы резания. Зачастую приходится согласовывать отклонения от чертежа. Потому как работать фрезой D4 на вылете 50-60 это можно, конечно. Только это огромные затраты времени. Где-то наладчика обзывают оператором, хотя даже мне до такого «оператора» по опыту, как до китая раком. Где-то наладчик даже не программирует станок и не подбирает инструмент. Он только привязывает деталь и нажимает кнопку «Сделать заебись».
Немного про опыт.
Как я писал выше, можно сразу после училища зависнуть на одном месте, получать свои 30-35т и всё. Я так не могу. Моя цель была освоить максимум оборудования. Это всегда пригодится. Никогда не знаешь, что ждёт завтра.
У нас в городе умер директор одного завода. К власти пришёл его сын. Прекраснейший
завод рассыпался. Оборудование распродано. Рабочие уволены. Работают три калеки — пенсионера.
Поэтому, целенаправленно сменив несколько мест работы я изучил фрезеровку, токарку, токарно фрезерные станки, электро эрозию (проволочную и прошивную), плазму, лазер, гидроабразив, листогибы, трубогибы и вальцы. На одном заводе меня выучили на сварщика. (Очень хороший завод был, жалко, что разорился). Изучил стойки HAAS, Siemens, Fanuk, Heidenhain, СNС-8, еще какие-то попадались, не помню уже.
Щас в обмен на обучение работе на Siemens 808D меня учат работать на Мазаке.
ЧПУшного софта существует бесконечное множество. Минимум надо знать CimcoEdit и Компас (даже без 3D). Я, помимо этих, изредка использую SprutCAM и Rhinoceros (ну привык я к носорогу, хотя для ЧПУ это не айс).
Правда ради получения опыта приходилось работать на предприятиях, где платят копейки или зарплату задерживают месяцами.
Так что приобретение опыта — это дело вкуса.
Написать можно еще много, я просто не знаю, что выбрать. Лучше потом запилю отдельный пост с ответами на вопросы.
P.S.: Извините, сегодня без говорящего кота алкоголика и пошлятины. Я устал, нет настроения вообще что-либо писать.
Поддержать
4 года назад
Я правильно понял что заводы, на которых ты поработал — разоряются?
раскрыть ветку (0)
4 года назад
1. Поступить на технолога машиностроения.
2. Отучиться 2 года.
3. Бросить все это.
1. Поступить на наладчика ЧПУ.
2. Устоиться по совместительству на единственный в городе завод (учеником токаря) где в будущем, ты и намерен получить рабочее место.
3. Отучиться 4 года, проходить практику со второго курса, где ты ниому на*уй не нужен.
4. Получить диплом, прийти на завод,чтоб услышать, что ты там нахер никому сейчас не нужен, не смотря уже на опыт работы, хотя бы и токарем. Вобщем, приходи в августе.
5. Уехать в большой город, думая, что там то вот сейчас как попрет.
6. Проторчать там 3 недели, заработать на обратный билет, раздавая листовки, уехать.
7. В своем Зажопинске устроиться в ЖКХ, и не абы куда, а прям «Заместителем руководителя Производственно-технического отдела» ( за 6 ТЫШ в месяц).
8. Поработать пол года, наконец уволиться.
9. С грехом пополам, всетаки устроиться на этот злоебучий завод, пусть хотя бы оператором, пусть даже учеником. (Опять же, за целых 6500, чуть выше же зп, вот щас заживу)
10. Поработать ещ пару месяцев.
11. Послать нахуй всех ,включая всех мастеров, начальников смены, начальника цеха и уволиться.
12. Уйти в продажи.
13. Уволиться от дних мудаков.
14. Переехать снлова в крупный город.
15.Устроиться к следующим мудакам.
17.Сидеть на пикабу и всякую хуйню в комментариях наисывать.
раскрыть ветку (0)
4 года назад
Фигасе устал. Сколько ж ты неуставший напилишь? До поломки скролла?
раскрыть ветку (0)
4 года назад
Оператор vs наладчик.
Главное свойство наладчика — лень. Трудолюбивый оператор никогда не станет наладчиком. Его и так всё устраивает. Только лень заставляет учиться, ковыряться в параметрах и разбирать макросы, прикручивать системы автоматизации и разрабатывать приспособления.
И вообще G1 придумали трусы, настоящий мужЫк работает по G0.
раскрыть ветку (0)
4 года назад
Как было у меня
Пришел на завод. Выбрал что токарем хочу быть,направили в цех. Начальник цеха глянул на меня,определил меня в ученики,но на токарный с ЧПУ. 2.5 месяца на 12 т.р + за вредность 6% + ночные + праздничные двойные. Потом экзамен по наставничеству и присвоение 5 разряда. И курсы от завода на станочника широкого профиля. После экзамена корочки в цех и договор на отработку на 3 года. По желанию можно идти на вышку на инженера с компенсацией 75% оплаты за обучение и тоже с отработкой(вроде тоже 3 года). Получаю стабильно 25т.р без задержек.
Похожие посты
1 месяц назад

Обучение на оператора ЧПУ. Вопросы
Появилась идея поменять вид деятельности, а конкретно на станки с ЧПУ.
Шерстя различные курсы операторов, возник ряд вопросов:
— на каком станке (Fanuc, Haas, Siemens и т. д.) лучше начинать обучение, чтобы в дальнейшем без проблем трудоустроиться.
— фрезерные или токарные, большая ли разница в рабочем процессе, кто сейчас больше востребован, з/п и перспективы.
— как сейчас в реальности обстоят дела на рынке труда в этой сфере, особенно после начала СВО. Сколько на руки получают начинающие/специалисты (на самом деле, а не в объявлениях).
— через сколько по времени можно рассчитывать апнуться до наладчика.
Место действия — г. Санкт-Петербург.
Благодарю за ответы.
2 месяца назад
Обзорный видеоролик о карусельных центрах серии «А» производства ЮЗТС (Краснодар)
На видео представлен краткий обзор одностоечных карусельных центров серии «А» изготовленных ЮЗТС по заказу одного предприятий госкорпорации. Он способен обрабатывать детали массой до 15 тонн, диаметром до 1,8м.
Карусельный центр серии «А» с ЧПУ предназначен для токарной и сверлильно-фрезерной обработки изделий из черных и цветных металлов и сплавов в условиях индивидуального, мелкосерийного и серийного производства.
Центр укомплектован кабинетным ограждением и стружкотранспортёром, а так же устройством для измерения детали в рабочей зоне станка. На станках реализован внутренний подвод СОЖ через центр осевого инструмента под высоким давлением.
Станки комплектуются отечественными системами ЧПУ («Балт-Систем» и «Мехатроника»). Устройство ЧПУ осуществляет автоматическое управление поперечиной, верхним суппортом, инструментальным магазином с автоматической сменой инструмента и приводом главного движения по заданной программе.
На станках в автоматическом цикле по заданной программе можно производить:
-обтачивание поверхностей изделий с прямолинейными и криволинейными образующими, протачивание торцовых поверхностей;
-протачивание канавок;
-фрезерование различных поверхностей;
-сверление, зенкерование и развертывание отверстий;
-получистовое и чистовое протачивание торцовых поверхностей с сохранением постоянной скорости резания;
-нарезание резьб на цилиндрических, конических и торцовых поверхностях.
Показать полностью
Поддержать
3 месяца назад

Токарно-карусельный станок 1525Ф3 – Надежность доказана годами безупречной работы

Закончили монтаж и передали Заказчику АО «Дальэнергомаш» — токарно-карусельный станок модели модели 1525Ф3.
Токарно – карусельные станки предназначены для черновой и чистовой обработки стальных и чугунных деталей, изделий из цветных металлов и их сплавов, а также из неметаллических материалов. Станок 1525Ф3 позволяет обрабатывать детали максимальным диаметром до 2500мм и весом до 16тн.
Основными достоинствами токарно – карусельных станков являются:
- обработка негабаритных заготовок большой массы;
- простота установки и закрепления крупных заготовок и изделий;
- возможность использования для обработки нескольких инструментов;
- большой спектр выполняемых операций.

Станкостроительные заводы, которые активно производили данные станки во времена СССР, в большинстве своем прекратили их производство или значительно снизили количество выпускаемых станков. Однако очевидным фактом является то, что отечественные токарно – карусельные станки, как правило, станки уникальные, продолжают прекрасно функционировать, а их надежность доказана годами безупречной работы.
В настоящее время остро встал вопрос ремонта и модернизации токарно– карусельных станков, так как приобрести новый такой станок не всегда представляется возможным, кроме того ремонт занимает 4-6 месяцев, а изготовление нового станка более года.
— комментирует директор ООО Первая станкостроительная компания, Яшкин Евгений.
В конструкции станка использовалась б/у станина советского станка с профессионально сделанной модернизацией и полным капитальным ремонтом. Стойки, поперечина, суппорта — шлифовалось, новые ШВП, подшипники, гидравлика, смазка и т.д. Станок оснащен УЧПУ и приводами подач- ф. FANUC (Япония).
Система ЧПУ FANUC i0TF с подключёнными опциями:
- Manual Guide это функциональная среда, позволяющая оператору в простом диалоговом режиме осуществлять создание, редактирование, проверку управляющих программ ManualGuide позволяет осуществлять обработку в ручном режиме как на универсальном оборудовании.
- Опция двухконтурная обработка – позволяет одновременно работать левым и правым суппортом.
Из технических особенностей: Для нарезания резьб, в конструкции стола был установлен круговой фотоэлектрический датчик с разрешением 6400 имп./об., что позволило добиться требуемой точности даже при нарезании многозаходных резьб.

Станок будет эксплуатировать в г. Хабаровск у предприятия АО «Дальэнергомаш» – это современное, динамично развивающееся предприятие, специализирующееся на производстве, продаже и сервисном обслуживании энергетического оборудования для различных отраслей промышленности.
В случае потребности ООО Первая станкостроительная компания может и Вам изготовить токарно-карусельный станок 1525Ф3.
Показать полностью 4 1
3 месяца назад
Обучение на ЧПУ
Всем привет! Очень хочу обучиться работе на станках ЧПУ(металлообработка).
В моем городе к сожалению нет курсов, а на предприятиях требуют опыт.
Посоветуйте с чего начать? Основы? В интернете много информации но не могу понять с чего начать(какую базу выбрать).
4 месяца назад
Помощь с переобучением
Добрый день, братья, сестры и неопределившиеся!
Подскажите, ребята из Воронежа, где можно обучиться на оператора станков с ЧПУ. Хочу немного сменить профессию) Только не ради корочки, а чтоб научиться прям.
Может кто проходил где-то подобное обучение и доволен остался.
5 месяцев назад
Окончательная обработка ревголовки ЮЗТС
Окончательная обработка револьверной головки на собранном и выверенном двухстоечном токарно-карусельном станке с ЧПУ, сборочный цех ЮЗТС (Завод им. Седина)
Поддержать
5 месяцев назад
Сборочный цех ЮЗТС (Завод им. Седина, Краснодар)
В видео показана работа одного из сборочных цехов «Южного завода тяжёлого станкостроения». В этом цехе собирают серийные и специальные станки с ЧПУ. В видео кратко показан один рабочий день сборочного цеха.
Показать полностью
6 месяцев назад
Помогите, хочу учиться работать на лазерном станке
Добрый день! Купили на производство оптоволоконный лазерный станок CERTON LF-3015 EAS (1000 ВТ) Maxphotonics. Приехал специалист, подключил. Провёл быстрый инструктаж, как включать, как резать и уехал)
Технического образования у меня нет. Уверенный пользователь ПК и хороший разговорный английский. Всю жизнь работал в продажах строй материалов. Есть большое желание научиться работать на этом чудо аппарате. Курсов и обучающих программ по лазерной резке не нашёл. Может кто-нибудь подскажет, где учиться, что читать, в каких программах работать или проведёт обучение(по оплате договоримся)?
Буду очень благодарен!
8 месяцев назад
Ответ на пост «Главы Минфинов G7 согласились ввести потолок цены на российские нефть и газ»
И на все подобные посты.
— Мужики! Заказ срочный! У конкурентов отбили! Надо напрячься! Переработки по коэффициенту 1,5!
— Нивапрос, в лучшем виде сделаем!
Делаем. По сдельшине вышло по 100-110 тысяч зарплата. Получаем по 50.
— У нас не принято столько платить. Потолок зарплаты наладчика 50. И вообще, такие вопросы за забором задают.
Завод теряет трёх из четырех наладчиков. Четвертый остался просто потому что ему месяц до переезда на ПМЖ в германию. Заказ на плуги/сеялки не доделан.
Берут учеников с улицы, лишь бы в сроки уложиться. Минус три из четырех токарно-фрезерных центра HAAS.
Наладчики уходят к конкурентам. Начцеха и мастер с ними, понимая, что жопа.
Конкурент делает оклады по 60. Перехватывает заказ. Покупает через подставное лицо у предыдущего завода готовые детали по цене почти лома. Потому что тем возвращать предоплату и платить неустойку.
Кстати, тот завод продали. Теперь процветает.
А оставшийся четвертый наладчик уже продал всё в германии и свалил в Перу.
Показать полностью
Поддержать
8 месяцев назад
Обработка тестовой детали на карусельном центре серии «А» производства ЮЗТС
На видео представлена тестовая обработка детали на карусельном центре серии «А» производства ЮЗТС с российской системой ЧПУ «Мехатроника».
Южный завод тяжёлого станкостроения (ЮЗТС) был основан в 2016 году на базе легендарного станкостроительного завода им. Седина и является правообладателем его товарного знака.
Показать полностью
Поддержать
11 месяцев назад
Обучение ЧПУ
Зародилась у меня идея научиться работать с этими монстрами. При том не бросать основную работу, а учиться и трудиться (в идеале) по вечерам и выходным. Залез, значит в поисковик, нашел несколько курсов по обучению на оператора станка, некоторые даже с присвоением 3-го разряда. Но вот не задача. В вакансиях требуют обязательный опыт работы с Siemens и другими гигантами, а на обучающих курсах настольные лилипуты.
Я понимаю, что для знакомства с основами этого достаточно, но хотелось бы получить максимальную отдачу в виде опыта использования реального оборудования.
В связи с этим решил залезть сюда и поинтересоваться, где лучше проходить обучение, чтоб поработать на реальном оборудовании? Имею ввиду курсы (или не курсы, но по выходным).
11 месяцев назад
Заводские испытания двухсуппортного карусельного центра в сборочном цехе ЮЗТС (Завод им. Седина)
Заводские испытания обрабатывающего комплекса успешно завершились на прошлой неделе. В настоящий момент станок демонтирован и готовится к отгрузке заказчику.
Это уже третий за два года станок изготовленный для одного из предприятий авиакосмической отрасли. Обрабатывающий центр будет производить детали для газотурбинной техники. Его отличает повышенный класс точности. Оборудование заменяет сразу несколько станков и предназначено для обработки сложнейших деталей массой до 25 т, диаметром до 2,5 м.
ЮЗТС был создан в 2016 году на базе легендарного станкостроительного завода им. Седина и является правообладателем его товарного знака. Продукция предприятия востребована во многих отраслях промышленности, включая энергомашиностроение, атомное машиностроение, авиастроение и металлургию.
Поддержать
11 месяцев назад
Настройка станка при работе с инструментом большого диаметра
Давно хотел делать небольшие мануалы по работе, память не бесконечна и шпаргалки часто выручают. Да и в лиге ЧПУ был пост с вопросом как раз по этой теме. Вот и решил совместить все. Надеюсь это будет интересно и полезно.
При обработки деталей часто приходится пользоваться инструментом с большими габаритами — это дисковые и торцевые фрезы, большие расточки или угловые головки. Зачастую в инструментальном магазине все очень компактно.
Напрашивается логичный ответ, так давайте увеличим расстояние между ячейками, но в этом случае увеличивается габарит магазина, вес станка, занимаемая площадь и цена. Для большинства задач используется инструмент небольших диаметров, поэтому нет необходимости увеличивать весь магазин. Производители пошли по другому пути, они указывают максимальный габарит инструмента когда все ячейки заняты и когда соседние свободны.
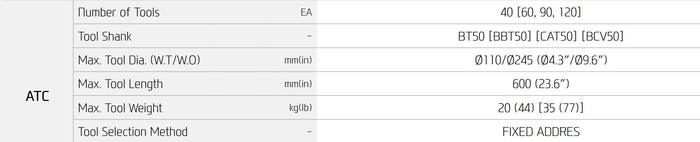
Так вот, для разных станков эти значения могут немного отличаться.
В моем случае получается при занятых соседних ячейках я могу поставить инструмент до 110 мм, а при свободных до 245мм в диаметре.
Вот например такую расточную, но в данном случае обточную, систему. Наружный диаметр 235мм.

Для этого мы оставляем соседние ячейки свободными, что бы в инструментальном магазине поместить подобное. И нам важно, что бы эти ячейки были пустыми и рука сменщика инструмента не могла подойти к ним.
В моей практике было, что наладчик поставил торцевые фрезы диаметром 160 мм во 2ю и 4ю ячейку, не заблокировав ячейки 1, 3 и 5. Поэтому при вызове T1, рука сменщик зацепила и вытащила инструмент из Второй ячейки и он упал на пол инструментального магазина обломав щуп Renishaw.
Вот сейчас интересная информация закончилась и будет полезная.
Я расскажу как настроить на вертикальном фрезерном станке с произвольным расположением инструмента и на горизонтальном — с фиксированными позициями. В первом случае будет Fanuc i series (нулевой), во втором Fanuc Series 31i model B.
Вертикальный станок
System — PMC Maintenance — Data. Вы увидите следующее окно
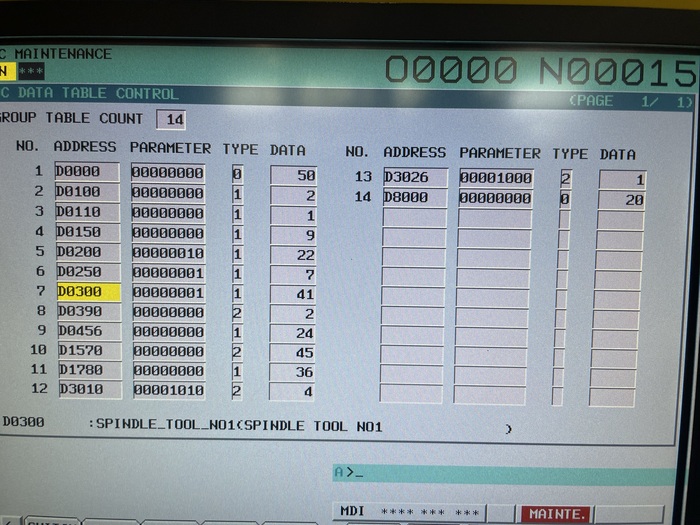
Нам нужны D0300. Наводим курсор и нажимаем (OPRT) — ZOOM
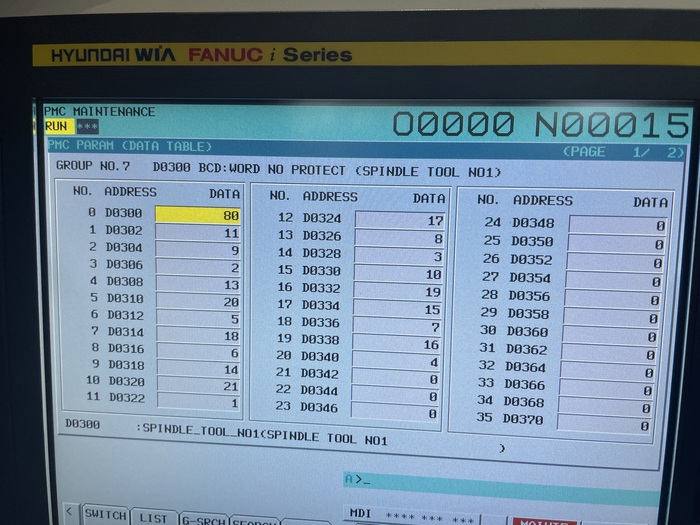
Где NO там номера ячеек в инструментальном магазине, а в Дате номера инструментов.
Например в ячейке 1 стоит Т11, в ячейке 2 — Т9.
Теперь выбираем в какую ячейку хотим поместить инструмент большого диаметра и прописываем там инструмент начиная с 80 и выше.
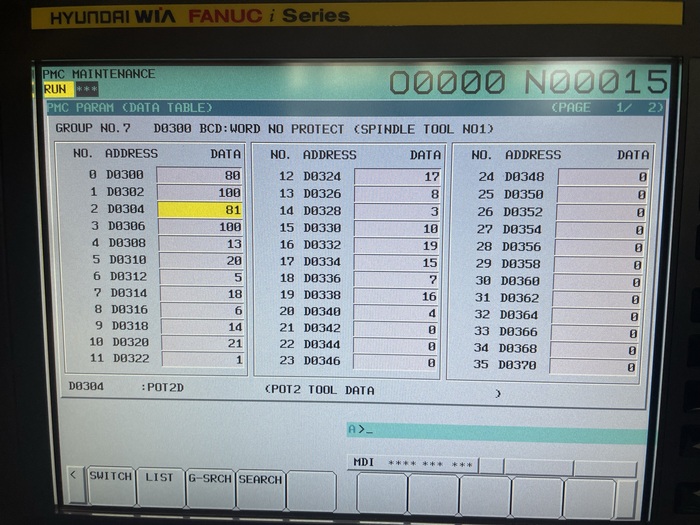
В ячейку 2 D0302 мы прописали 81 и видим, что значения в 1й и 3й ячейках автоматически поменялись на 100. Тем самым станок поймет, что эти ячейки заблокированы и не позволит взять инструмент от туда. Что бы выйти обратно нажимаем LIST
Горизонтальный станок
Теперь станок на 31м Фануке и фиксированными ячейками (когда из какой ячейки брал инструмент туда и возвращает).
Тут немного по другому
Для начала вам надо прописать 1 в D0000 бит 7.
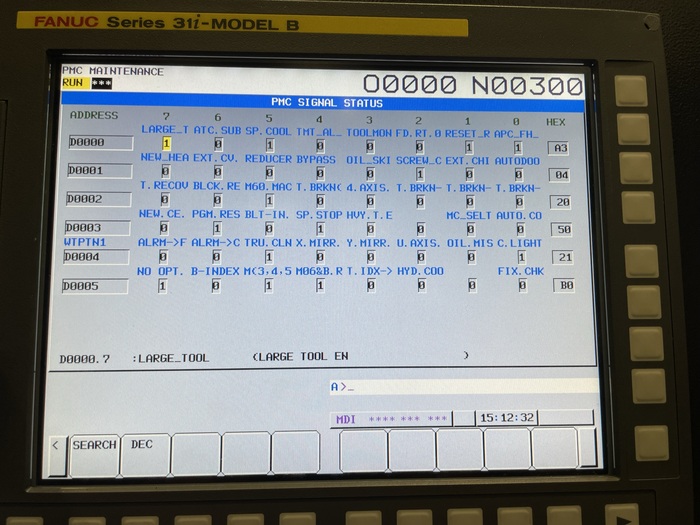
Теперь так же идем в System — PMC Maintenance — Data.
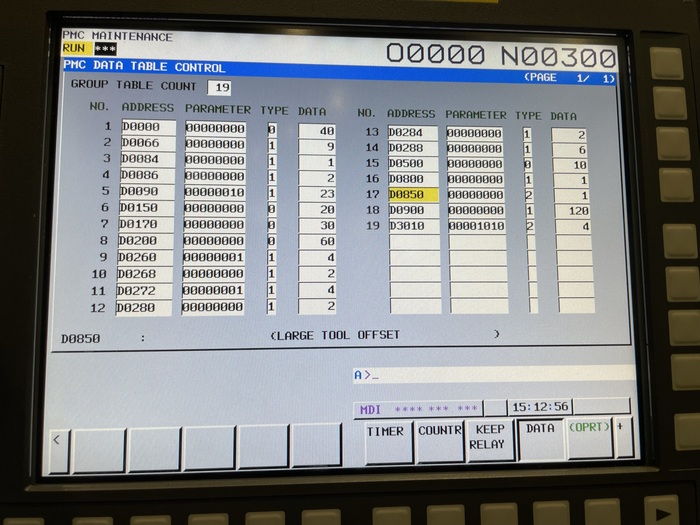
Здесь нам нужны D0850 и D0900
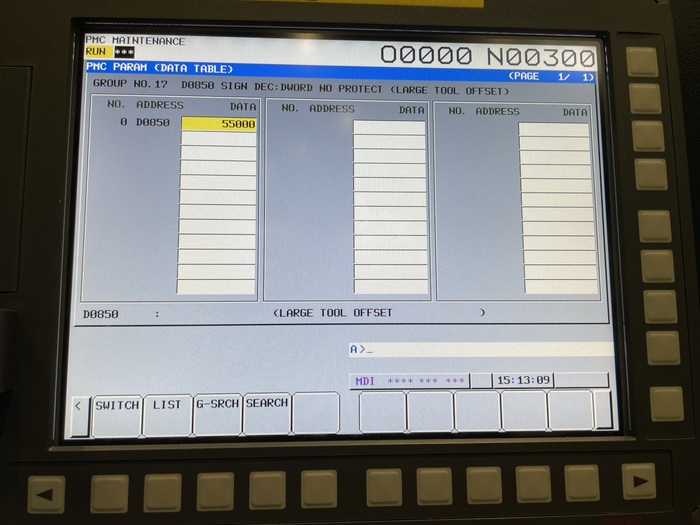
В D0850 (ZOOM) мы прописываем выше какого значения станок будет определять, что инструмент большой.
В моем случае записываем 55000 (радиальное значение в микрометрах)
Затем идем в D0900 (ZOOM)
Здесь мы прописываем в каких ячейках будет стоять большой инструмент начиная с D0900, далее в D0902 и т.д. У меня расточка в ячейке 20.
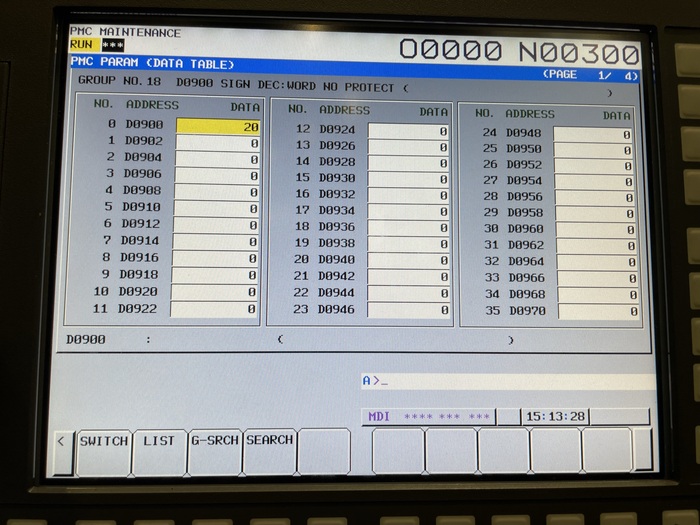
Когда все настроили, прежде чем загружать инструментальный магазин, попробуйте без инструмента, что бы убедиться, что все сделано правильно.
Показать полностью 9
11 месяцев назад
Силовые испытания карусельного центра на заводе ЮЗТС (Завод им. Седина)
Заводские испытания двухстоечного карусельного центра на мощность, виброустойчивость и максимальное усилие резания в сборочном цехе ЮЗТС (Завод им. Седина)
Поддержать
1 год назад
На завод «Янтарь» в рамках программы импортозамещения ввели в эксплуатацию новейшие отечественные станки

На Прибалтийском судостроительном заводе «Янтарь» состоялся ввод в эксплуатацию двух новых станков: токарно-карусельного и токарно-валового. Оборудование приобреталось калининградскими корабелами по инвестиционному проекту «Техническое перевооружение трубогибочного и машиностроительного производств».
Токарно-карусельный станок был создан специально по заказу «Янтаря» в Краснодаре компанией «ЮЗТС».
Новое оборудование даст возможность высокопроизводительного и качественного изготовления деталей большим диаметром и весом, но имеющих небольшую длину.
Система ЧПУ базового карусельного центра ЮЗТС была создана в городе Иваново компанией «Мехатроника». Станок произведён и доработан под требования кораблестроителей «Янтаря» на Южном заводе тяжелого станкостроения (ЮЗТС) в Краснодарском крае, где внесли ряд изменений в конструкцию своей серийной линии.
«Это полностью отечественная разработка, на которой установлена в том числе современная система ЧПУ российского производства, по своим возможностям и функционалу не уступающая импортным аналогам», — отметили в Минпромторге РФ.
Ниже представлены фотографии станка, пульта ЧПУ и шкафа управления:






Справочно: АО «Прибалтийский судостроительный завод «Янтарь» — единственное российское судостроительное предприятие, которое расположено в юго-восточной незамерзающей части Балтики, вблизи от крупнейших индустриальных центров Европы. Это способствует тому, что корабли и суда, построенные на заводе «Янтарь», пополняют военный и гражданский флот в любое время года. Основная специфика АО «ПСЗ «Янтарь» — корабли и суда с высокой степенью технического насыщения. Основную долю в портфеле заказов АО «ПСЗ «Янтарь» традиционно составляют боевые корабли в рамках выполнения государственного оборонного заказа и военно-технического сотрудничества. Строительство гражданских судов различного назначения — еще одно направление деятельности предприятия, нацеленное на освоение как внутреннего, так и зарубежного рынков.
Краснодарский ЮЗТС был создан шесть лет назад на базе станкостроительного завода имени Седина и является правообладателем его товарного знака. Станки завода часто используются в различных отраслях промышленности, в том числе в энергомашиностроении, атомном машиностроении, авиастроении и металлургии.
Показать полностью 8
Поддержать
1 год назад

Мой опыт самостоятельного изучения 3Д. Вопросы к энтузиастам
Здравствуйте.
Разрешите поделиться с вами первым постом. Я заранее извиняюсь, если оформил его нарушая какие-то правила сообщества или сделал это изъясняясь непонятным языком. Я приложил несколько сделанных мной рендеров, чтобы показать что начальный уровень понимания работы с графикой у меня имеется.
(Введение: можно не читать. Хотел услышать мнением Пикабутян, касательно моего понимания работы с 3Д-графикой. И различных направлений где ее можно применить (направление 3Д печати, использования ЧПУ для изготовления предметов). Возможно, найти товарищей по интересам. Я давно почитываю посты на Пикабу, когда есть свободная минутка, но сам ничего не выкладывал за 8 лет, выполняя роль, тайного читателя. Но если честно я давно раздумывал, о том, чтобы выкладывать посты о своих работах, на популярных площадках).
О моем опыте в 3Д:
3Д графикой я имею возможность заниматься только в свободное время. Моя основная работа (небольшая строительная компания) отнимает у меня и товарищей почти все время. И на данном этапе, мы выполняем задачи — для которых почти не требуется применение 3Д (в очень редких случаях).
Если честно, все началось с того что я осознал. Оказалось что у меня достаточно нервная работа. В тот момент было принято решение найти себе полноценное хобби. Я стал насильно выделять время на творчество, чтобы не испереживаться на своей основной работе. В свободные часы (обычно по ночам), понемного изучил работу в различных 3D пакетах. И постоянно ставил себе задачу — доводить до конца эти робкие начинания.
Сегодняшнюю задачу, для своего хобби, я вижу в том, чтобы попробовать свои умственные возможности в проектировании/визуализации интересных футуристических и самое главное полезных вещей в реальной жизни. При помощи 3Д-технологий. Т.е. провести полный цикл работ инженера проектировщика, и дизайнера — самостоятельно. Сама эта мысль кажется достаточно смелой для меня. А если учесть что у меня высшее гуманитарное образование (в отличии от моих коллег, опытных и образованных инженеров строителей) — еще и сложно достижимой. Но я глупый и упертый (возможно, поэтому и был выбран на роль руководителя).
Рендер анимированной сцены в c4d
Отдельные рендеры летательного аппарата


Уже какое-то время назад, я пришел к выводу что визуализировать в 3D различные анимации, или отдельные предметы для меня не является сверхзадачей, и мне захотелось перейти на светлую и действительно сложную сторону 3D. Поэтому пришел сюда, на поклон за советом.
Хочу задать большое количество вопросов, ребятам, которые используют для своих личных проектов, такие возможности как 3Д-принтеры, ЧПУ станки и CAD моделирование. Насколько это вообще сложно для создания прототипов различных изделий? (затратно по времени, стоимости, какие сопутствующие сложности).
Сейчас у меня возникло желание сделать прототип изделия (система хранения инструмента) именно в CAD — программе, чтобы получить все расчеты виртуально. Узнать вес изделия и провести расчеты на прочность — еще из программы, а уже потом — после получения результатов — изготовить само изделие и сопоставить мои виртуальные расчеты с получившимися.
Изделие должно быть удобным, надежным, красивым и доступным по стоимости изготовления. (p.s. как шкаф из икеи в котором должна быть возможность, прятаться от ядерной войны).
Прототип, я смогу использовать на наших объектах. Оценить его удобство, понять слабые места констуркции, нивелировать все упущения — и сделать вторую версию с учетом доработок.
Ориентироваться на качество изготовления / удобство использования, мне бы хотелось на такие компании как Dewalt / Milwaukee / Bosh / Makita — прости господи, (серьезное заявление, понимаю). Потому что мы сами используем инструменты и оснастку этих фирм, при любой финансовой возможности. Конечно это недостижимая цель, в каком-то смысле — но хотелось бы приблизить результат к изделиям этих компаний.
Недавно я открыл для себя Moi3d, насколько я понимаю, это аналог Скетчапа для NURBS- моделирования — т.е. программа с низким порогом вхождения. Мое первое ощущение что эта программа является упрощенной Rhinoceros 3D (в которой, я когда-то, даже рисовал на коленке Баню в 3Д которую мы даже когда-то построили).
Проект той самой бани ( p.s. эта визуализация делалась, для себя, и не использовалась рекламных целях).
Мне очень понравилось работать в MOI. Но эта программа не позволяет получать расчеты на прочность изделия и его вес. И в целом, она заточена на скетчовость. Я же полагаю что для моей задачи нужен более серьезный софт (Solidworks, Siemens nx, Fusion, Компас 3Д). К тому же, я использую macbook 95% времени. Каков порог вхождения в эти софты, что будет удобнее для получения расчетов, в чем удобнее моделировать?
Я набросал некоторое количество примеров того как я вижу исполнение ящика для инструментов. Все эти идеи требуют доработки — разумеется. Главные задачи такого изделия (прочность/надежность, и разумеется легкость/удобство).
Также хотелось бы разобраться, в том, насколько дорого и разумно — использовать такие технологии как 3D печать, и ЧПУ резка, фрезеровка, для отдельных элементов такого изделия.Чтобы собрать изделие как конструктор.
Очень прошу, чтобы разбирающиеся в теме, дали направление для более глубокого изучения предмета.
Возможно, у вас уже были аналогичные задачи — выполняя их, вы столкнулись с проблемами — нашли оптимальное решение. Если у вас есть замечания или предложения — я буду очень рад вашему комментарию. Возможно у вас есть фото-видеопример похожего изделия, которое делали вы, и даже опыт его использования.
Данный кейс я бы хотел сделать аналогично системе Packout (ящик можно поставить на ящик, возможно использовать систему как верстак, стремянку). Чтобы хранить инструмент, перевозить его было удобно и легко, а сам ящик был помощником на объекте.
В конечном счете я пришел к выводу, что изготовить ящик для инструмента — можно из листовых материалов: (фанера, дюралюминий, различные композитные материалы). Таким образом, можно выполнить изделие при минимальных затратах на изготовление отдельных деталей (обходясь набором обычного инструмента: шуруповерт, клепальник, сварочный аппарат, болгарка). Но. чтобы все это выглядело более привлекательно чем дедушкин подшитый валенок, — хотелось бы применить современные технологии. Поэтому нужен ваш совет
Источник https://enersb.ru/stankostroenie/proizvodstvennaya-praktika-na-stankah-s-chpu/
Источник https://pikabu.ru/story/kak_stat_chpushnikom_6656258
Источник

