Сколько метров сварочного шва должен варить сварщик за смену по госту
РАЗРАБОТАНЫ Центром по научной организации труда и управления в энергетическом строительстве (Энергостройтруд) с использованием нормативных материалов других министерств и ведомств под методическим руководством и при участии Центрального бюро нормативов по труду в строительстве (ЦБНТС) при ВНИПИ труда в строительстве Госстроя СССР.
Технология производства работ, предусмотренная в Выпуске, согласована с проектно-технологическим институтом Энергомонтажпроект, ВНИИМонтажспецстрой.
1. Выпуск содержит нормы на ручную дуговую сварку, прихватку, автоматическую сварку под флюсом и в среде углекислого газа, газовую сварку стыков труб и газовую резку труб, а также термообработку сварных соединений труб.
2. Нормами и расценками настоящего выпуска предусмотрено выполнение сварных соединений трубопроводов с соблюдением требований СНиП 3.05.05-84 «Технологическое оборудование и технологические трубопроводы», СНиП III-4-80 «Техника безопасности в строительстве».
3. Типы сварных соединений приняты в соответствии с ГОСТ 16037-80.
4. Тарификация работ произведена в соответствии с ЕТКС работ и профессий рабочих, вып. 2, разд. «Сварочные работы», утвержденным 16 января 1985 г., а другие работы тарифицируются по соответствующим выпускам и разделам ЕТКС.
5. Нормами выпуска учтена сварка монтажных соединений трубопроводов, скрепленных при сборке прихваткой.
Прихватка, выполняемая при сборке стыков трубопроводов, нормами на сварку не учтена и нормируется дополнительно.
Проварка ранее произведенных неудаляемых прихваток нормами учтена и дополнительной оплате не подлежит.
6. Нормами учтены и дополнительно не оплачиваются переходы рабочих в процессе работы на расстояние до 100 м с переноской сварочных материалов, кабелей, шлангов, инструментов и мелких приспособлений.
7. Обслуживание сварщиком газогенератора (доставка карбида кальция и воды, заправка и т.п.) или сварочного агрегата с двигателем внутреннего сгорания (заправка, пуск, смазка, наблюдение за работой и т.п.) нормами не учтено и, как правило, должно производиться машинистом. При обслуживании сварочного агрегата или газогенератора самим сварщиком Н.вр. и Расц. следует умножать на 1,2 (ВЧ-1).
8. Нормы и расценки настоящего выпуска предусматривают выполнение работ по месту монтажа трубопроводов. При выполнении работ на сборочной площадке или в цехе предмонтажных работ Н.вр. и Расц. следует умножать на 0,9 (ВЧ-2).
9. При выполнении работ в стесненных условиях или в неудобном положении к Н.вр. и Расц. выпуска могут применяться следующие поправочные коэффициенты: при работе в лотках, траншеях, на эстакадах, лесах, подмостях, при работе лежа или в согнутом положении, в случаях затруднительного доступа к свариваемому стыку — до 1,25 (ВЧ-3), при работе с навесных люлек и лестниц, а также с конструкций и оборудования, когда основным средством, предохраняющим от падения с высоты, является монтажный предохранительный пояс — до 1,5 (ВЧ-4).
Наличие указанных условий производства работ и величина поправочного коэффициента должны устанавливаться в каждом отдельном случае актом, утвержденным начальником строительства, строительно-монтажной (ремонтно-строительной) организации или руководителем предприятия, осуществляющего строительство хозяйственным способом, по согласованию с комитетом профсоюза.
10. Нормы и расценки настоящего выпуска рассчитаны на выполнение работ на высоте до 25 м от уровня земли. При работе на высоте св. 25 м Н.вр. и Расц. следует умножать на коэффициенты, помещенные в сборниках на монтаж оборудования.
11. При работе внутри трубопроводов Н.вр. и Расц. настоящего выпуска умножать на:
при диаметре трубопровода до 1 м — 1,5 (ВЧ-5);
при диаметре трубопровода св. 1 м — 1,3 (ВЧ-6);
при работе в боксах (помещениях АЭС) — 1,1 (ВЧ-7).
Наблюдение за сварщиком, работающим внутри трубопровода следует оплачивать дополнительно по ставке монтажника 3 разряда.
12. Нормами учитываются два положения стыков в пространстве: горизонтальное — при вертикальном положении трубопровода и вертикальное — при горизонтальном положении трубопровода.
Сварку стыков трубопроводов, расположенных наклонно к горизонтали, под углом до 45°, следует нормировать как сварку вертикальных стыков, а под углом св. 45° и до 90° — как сварку горизонтальных стыков.
13. Нормами предусмотрены сварка и резка прямых стыков (перпендикулярных к оси трубы). При сварке и резке косых стыков, а также сварке патрубков под углом 45-60° к оси трубопровода Н.вр. и Расц. умножать на 1,15 (ВЧ-8).
14. Приварку к трубам встык арматуры, литых фасонных деталей и фланцев следует нормировать как сварку труб соответствующего диаметра с умножением Н.вр. и Расц. на 1,15 (ВЧ-9).
15. При сварке нескольких близко расположенных ниток трубопроводов, что затрудняет манипулирование электрододержателем при сварке, а также затрудняет наблюдение сварщика за процессом сварки Н.вр. и Расц. умножать на 1,25 (ВЧ-10), при сварке пучка труб Н.вр. и Расц. умножать на 1,4 (ВЧ-11).
16. При сварке, резке и прихватке трубопроводов на местности с уклоном к горизонтали св. 25° Н.вр. и Расц. следует умножать на 1,15 (ВЧ-12).
17. Сварку трубопроводов с подогревом зоны сварки следует нормировать по соответствующим параграфам настоящего выпуска с умножением Н.вр. и Расц. до 1,35 (ВЧ-13). Конкретная величина коэффициента устанавливается на месте в зависимости от производственных условий.
Подогрев зоны сварки нормами на сварку не учтен и нормируется дополнительно.
18. Поворачивание труб в процессе сварки, резки или прихватки Н.вр. и Расц. не предусмотрено и оплачивается особо.
19. При сварке, резке и прихватке труб малых диаметров (до 76 мм) при количестве стыков (или резов) до 10 в одной партии Н.вр. и Расц. соответствующих параграфов умножать на коэффициент до 1,5 (ВЧ-14).
20. При выполнении сварочных и газорезательных работ в болотистой местности Н.вр. и Расц. умножать на коэффициент от 1,1 до 1,2 (ВЧ-15), а в зоне сыпучих песков от 1,1 до 1,15 (ВЧ-16).
21. Расценки выпуска посчитаны без учета доплат за работу с вредными и особо вредными условиями труда.
22. В зависимости от сложности выполняемых работ для каждой нормы приведено несколько расценок, соответствующих разряду работы. Разряды работ указаны по ЕТКС работ и профессий рабочих, вып. 2.
Тарификацию работ следует производить в соответствии с данными, приведенными в таблице:
норма сварщика в день
Варим изделие металл 40 мм, УОНИ 13/55, катет 20.За 8 часов варю 5 метров шва в общем. Норму считать не хотят. На моё качество и количество жалоб от ОТК нет. Вопрос катет 20, 5 метров за 8 часов это мало или нет?
Младший сектант Форсаж
Варим изделие металл 40 мм, УОНИ 13/55, катет 20.За 8 часов варю 5 метров шва в общем. Норму считать не хотят. На моё качество и количество жалоб от ОТК нет. Вопрос катет 20, 5 метров за 8 часов это мало или нет?
В течении дня гляну расценки по трудозатратам.
А как название металл конструкции и примерный вес?
Название металла сейчас не могу сказать выходной, а вес 7 тон. Это сетчатая конструкция для обогатительной фабрики для сортировки угля.
Ну вот смотрите, не претендую на точность расценки, но нашел такую Электродуговая сварка при монтаже одноэтажных строительных конструкций
Рабочий строитель среднего разряда 5,7 — 35,79 человеко часов на 10 тонн конструкции. Из них на сварку 33,29 чел.час.
Высчитываем для 7 тонн — 23,3 чел часов.
Значит 7 тонную конструкцию необходимо сварить за три рабочих дня без перерыва на обед, с перерывом за 3,5 раб дня.
Оговорюсь расчет примерный — тапкой не кидать. Если поправка будет то на толщину металла, скорее всего она в этой расценке не учтена.
Макар777, ЕНиР-22 вам в помощь. кроме старых расценок даются нормы времени для конструкций и труб,для каждого разряда.
Из справочников я понял, что 5 метров 40 мм металла сварщик должен варить по времени около 19 часов? Поправьте если не так. Из своего опыта скажу . что 5 метров 20 катета электродами за 8 часов это много Советую поберечь здоровье
Серей, моя подруга варит борщ в столовой. сколько у нее норма?
Просьба не хамить мне,а не то буду жмать кнопку жалоба
От на какого кляпа эта норма? Считаете что много варите — варите поменьше. Особо если это на з/п не отражается. Правильне ставить вопрос о расценке за единицу проделанной работы. Сразу тогда все встает на свои места. Много варите — много зарабатываете и на оборот. Если уже в таком темпе выдавать швы намастырились, от того, что это же самое на два дня растянут — лучше не станет. На окладе лучше не разгоняться в принципе. На сделке требовать четкую расценку. А пока вяло протестуете но шпарите аки сварочный трактор — никто ничего не поменяет.
Серей,Для нормирования нужно знать:1)Режимы сварки,2) Толщину изделия,вид сварного соединения,3)Положение при сварке,4)Способ сварки и применяемые материалы.
ЛехаКолыма,и ещё тьму поправочных коэффициентов на эти данные. которые влияют и существенно..
выше на 2 поста- ну никак, не ?
инструкция расчета рас
Серей,Для нормирования нужно знать:2) Толщину изделия,вид сварного соединения,3)Положение при сварке..
инструкция расчета два (многа букаф)
где tн.шт.к — неполное штучно-калькуляционное время; / — длина свариваемого шва по чертежу; tв.и — вспомогательное время, зависящее от изделия и типа оборудования.
Общемашиностроительные нормативы содержат таблицы неполного штучно-калькуляционного времени на 1 м шва, рассчитанного так:
Основное время — это время, в течение которого происходит образование сварного шва путем расплавления основного и присадочного материала (электрода, электродной или присадочной проволоки).
где F — площадь поперечного сечения шва, мм2; р — удельный вес наплавленного металла, г/см3; J— сварочный ток, а; aн.— коэффициент наплавки, г/а • ч; 60 — коэффициент, учитывающий перевод! часов в минуты;
где F1 . Fn — площади поперечного сечения соответствующего слоя шва, а; J1. J2 — сила сварочного тока для сварки соответствующего слоя шва, а; ан1. анп — коэффициент наплавки для сварки соответствующего слоя шва, г/а • ч.
где F1 — площадь поперечного сечения первого слоя шва, мм2; F’n — площадь поперечного сечения одного последующего слоя (прохода) шва, мм2; F — площадь поперечного сечения шва, мм2.
Основное время на сварку 1 м шва при ручной электродуговой сварке в среде защитных газов следует рассчитывать по формуле
Основное время на сварку 1 м шва при автоматической и полуавтоматической сварке под флюсом и в среде защитных газов следует рассчитывать по формулам:
Основное время при электрошлаковой и электронно-лучевой сварке включает время, в течение которого происходит образование сварного шва:
Для швов, выполняемых проволочными пластинчатыми электродами, скорость сварки необходимо рассчитывать по формуле
где Vэ — скорость подачи электрода, м/мин; пэ — количество электродов; Fэ — площадь поперечного сечения электрода, мм ; F— площадь поперечного сечения наплавленного металла, мм.
где Vэ — скорость подачи электродной проволоки, м/мин; nэ — количество электродных проволок; Fэ — площадь поперечного сечения одной электродной проволоки, мм2; F— площадь поперечного сечения наплавленного металла, мм2, ∑Fпл — суммарная площадь поперечного сечения пластин плавящихся мундштуков, мм .
К наиболее распространенным элементам вспомогательного времени, зависящим от изделия и типа оборудования (tви), для всех видов дуговой сварки относится время на установку, поворот, снятие изделия, закрепление и открепление деталей, перемещение сварщика. Для всех видов дуговой сварки его устанавливают по нормативам.
Состав и длительность отдельных элементов вспомогательного времени, зависящих от длины свариваемого шва (tВШ), следует устанавливать по нормативам в зависимости от вида дуговой сварки.
При ручной сварке вспомогательное время, зависящее от длины шва, включает затраты времени на следующие элементы операции:
Время по пунктам а) и г) включается в состав нормы времени при условии выполнения данной работы сварщиком.
Суммарное вспомогательное время на смену электродов или присадочных прутков в расчете на 1м шва при ручной сварке необходимо определять по следующим формулам:
где ^ — вспомогательное время на смену электродов или присадочных прутков при сварке 1 м шва площадью поперечного сечения, равного 1 мм , мин/м; /— площадь поперечного сечения шва, мм2; • для многослойной сварки
Суммарное вспомогательное время на зачистку шва от шлака в расчете на 1 м шва при ручной сварке следует определять так:
где tвшл — вспомогательное время на зачистку от шлака 1 м шва, мин/м; 0,7 — коэффициент, корректирующий вспомогательное время на зачистку от шлака наружного (завершающего) шва;
Суммарное вспомогательное время на зачистку шва от окисной пленки в расчете на 1м шва при ручной многослойной сварке необходимо определять следующим образом:
где tвзо — время на зачистку 1 м шва от окисной пленки после выполнения каждого слоя шва, мин/м; ппр — число слоев (проходов).
При автоматической и полуавтоматической сварке под слоем флюса и в среде защитных газов вспомогательное время, зависящее от длины шва, включает затраты времени на следующие элементы операции:
з) откусывание огарка проволоки и удаление остатка проволоки из мундштука головки, подача проволоки в мундштук головки;
В состав нормы времени включаются затраты времени только по тем элементам операции, которое выполняются сварщиком. Пункты г) и д) выполняются только при автоматической сварке, пункт е) только при полуавтоматической сварке.
Затраты времени на выполнение работы, связанной с зарядкой; кассеты электродной проволокой, необходимо включать в норму времени только в том случае, если сварщик выполняет данную работу. И это время в расчете на 1 м шва следует определять по формуле.
где tоз — время на одну заправку кассеты, мин; Мн — масса наплавленного металла, приходящаяся на один метр шва, г/м; (Мн =Fр); Мпр — масса электродной проволоки, заправляемой в одну кассету, г.
При электрошлаковой сварке вспомогательное время, зависящее от длины свариваемого шва, содержит следующие элементы затраты времени:
б) на передвижение аппарата в исходное для сварки прямолинейных швов положение (сверху вниз) с корректировкой расположения мундштуков в зазоре по длине стыка;
Основное время контактной сварки — это время полного цикла сварки. Время цикла сварки включает время на опускание или сближение электродов, на сжатие и давление электродов, протекание тока, выдержку при повышенном давлении и время на возвращение электродов в исходное положение. Время на включение и выключение рабочего хода машины также учитывается основным временем.
При точечной (или рельефной) сварке под основным временем необходимо понимать время двойных (прямого и обратного) ходов электрода. Его следует определять по формулам:
где tо3 _ основное время сварки одной точки, мин; to4 — основное время сварки на один ход, мин; i — количество точек, подлежащих сварке заданную операцию; i1 — количество ходов, за которое сваривается изделие (выполняется данная операция).
где nх — число рабочих ходов электрода в минуту; а — количество точек, свариваемых за одно включение машины; tвк — время включения рабочего хода (включение педалью сидя — 0,01 мин; включение педалью стоя — 0,015 мин; включение кнопкой — 0,012 мин).
При шовной сварке под основным временем необходимо понимать машинное время, затрачиваемое на образование сварного шва, т. е. время перемещения свариваемого узла роликами в процессе сварки. Его следует определять по формуле
При стыковой сварке под основным временем необходимо понимать время от момента начала сближения суппортов до момента окончания осадки торцов свариваемых деталей без тока. Его следует определять по формуле
Вспомогательное время, связанное со сваркой, включает время на передвижение узла или перемещение клещей:
где tвс1 — время на передвижение узла на шаг или на одно перемещение, клещей, мин; i — количество точек, свариваемых на изделии.
Данное время в состав вспомогательного времени не следует включать вообще, либо нужно включать частично, если оно полностью или частично перекрывается основным временем, временем раскрытия электродов.
Время на зачистку контактной поверхности электрода при сварке стали обычно учитывается во времени на организационно-техническое обслуживание рабочего места, так как зачистка их производится весьма редко. При сварке же алюминиевых сплавов и нержавеющих сталей зачистка контактной поверхности электродов производится чаще. Поэтому в зависимости от конкретных технологических условий время на зачистку контактной поверхности электрода (/зэ) для вышеперечисленных материалов включается во вспомогательное время следующим образом:
где t3 — время на зачистку контактной поверхности электрода, мин; в — количество точек, после которых производится зачистка.
Как правило, зачистка поверхности под контактную сварку не производится. В случае же когда это требуется по технологическим условиям, то во вспомогательном времени необходимо учесть дополнительное время на данный вид работ.
Время на обслуживание рабочего места, отдых и личные надобности определяют по нормативам в процентах от оперативного времени.
Подготовительно-заключительное время для условий среднесерийного и мелкосерийного производства нормируют в зависимости от вида оборудования: для стационарных машин и клещей — 8 мин, для пистолета — 7,5 мин.
Сколько должен варить сварщик в день (время)
Появился интересный вопрос над которым надо подумать, а именно существует ли какой нибудь норматив по времени или норматив по объему работы сварщика, сколько должен непосредственно по времени сварщик варить в день.
Простыми словами сварщики дядя Вася варит на заводе 5 часов подряд, мастер ему говорит -Молодец, надо поварить еще 2 часа, а дядя Вася ему говорить по закону сварщик не должен варить более 5 часов в день согласно той то той то бумажки.
Вопрос: Существуют ли какие нибудь нормы ограничения по времени сварки, документально. Может кто сталкивался или знает где найти. Я думаю однозначно такие существуют.
Р.S Помогите дяди Васи .
На правах балабола.
Да я к примеру написал 5 часов, просто нравиться цифра 5 , естественно все мелочи на переустановку электрда, смена бухты в проволоки, балонна газа и тд. это уже дело мастера следить за организацией раб.процесса. Интересует правовая сторона вопроса.
Поставили сварщика с утра допустим варить бочку (дядю Васю ), он варит добротно, не филонит, и допустим в 15-00 собирается домой говоря мастеру-Согласно тем то тем норм и правила сварщику пологается варить в день не более 5-6 часов
Я понимаю что в мелких конторах, аля шараш монтаж, сварщиков выжимают по полной, но мож кто работает на крупном предприятии и сталкивался с таким.
По мере познаний данного вопроса обязательно отпишусь сюда, может полезно будет кому !
Я своим вот такую выписку сделал про чаепития.
Мне известно одно единственное место где сварщикам запрещается работать более 6 часов. Это — Атмосферо независимая камера.
Статья 108. Перерывы для отдыха и питания
[Трудовой кодекс РФ] [Глава 18] [Статья 108]
В течение рабочего дня (смены) работнику должен быть предоставлен перерыв для отдыха и питания продолжительностью не более двух часов и не менее 30 минут, который в рабочее время не включается.
Время предоставления перерыва и его конкретная продолжительность устанавливаются правилами внутреннего трудового распорядка или по соглашению между работником и работодателем.
По умолчанию, Работник на работе должен работать.
То есть, употреблять безалкагольные напитки и т.п. в рабочее время и вне рабочем месте работник может лишь тогда, когда локальными нормативными актами ему это РАЗРЕШЕНО. А если в локальных нормативных актах не установлено такое право работника — нельзя. То есть, предоставление права на чаек в определенном месте — уже льгота для работника со стороны работодателя
Оплачиваемые перерывы в рабочее время
Рабочее время и время отдыха
Для начала давайте разберемся, какое время считается рабочим. В силу ст. 91 ТК РФ под рабочим временем понимается время, в течение которого работник в соответствии с правилами внутреннего трудового распорядка и условиями трудового договора должен исполнять трудовые обязанности. Также к рабочему времени относят иные периоды, которые в соответствии с ТК РФ и иными нормативными правовыми актами РФ относятся к таковому (например, командировка, простой не по вине работника).
Время начала и окончания работы согласно ст. 100 ТК РФ устанавливается правилами внутреннего трудового распорядка, которые сотрудник обязан соблюдать в силу ст. 21 ТК РФ.
Как видим, в течение рабочего времени, начало и окончание которого предусмотрено правилами внутреннего распорядка, сотрудник должен исполнять свои трудовые обязанности, установленные трудовым договором. Это означает, что работник не вправе использовать рабочее время в каких-либо других целях, кроме работы.
Перерывы в рабочее время, не подлежащие оплате
Трудовое законодательство установило различные виды перерывов в течение рабочего дня. Введение перерывов позволит уменьшить утомляемость сотрудников и, соответственно, повысить производительность труда. Некоторые из таких перерывов по нормам ТК РФ включаются в рабочее время и подлежат оплате. Но некоторые перерывы работник может использовать по своему усмотрению, даже удалиться с территории организации, где осуществляет трудовую деятельность. Одним из таких перерывов является обеденный.
Перерыв для отдыха и питания
В соответствии со ст. 108 ТК РФ в течение рабочего дня (смены) работнику должен быть пре-доставлен перерыв для отдыха и питания продолжительностью не менее 30 мин. Такой перерыв не включается в рабочее время.
Перерыв для сна
Такой перерыв устанавливается только для определенных видов работ. В частности, в соответствии с Положением об особенностях режима рабочего времени и времени отдыха работни-ков, осуществляющих управление воздушным движением гражданской авиации при работе в ночную смену диспетчеру должен быть предоставлен дополнительный перерыв продолжительностью один час с правом сна в специально оборудованном помещении. Такой перерыв не включается в рабочее время и не подлежит оплате.
Перерывы для кормления ребенка
Такие перерывы предоставляются работающим женщинам, имеющим детей в возрасте до полутора лет, не реже чем через каждые три часа продолжительностью не менее 30 мин каждый (ст. 258 ТК РФ).
Специальные перерывы для обогрева
Кроме обеденного перерыва ст. 109 ТК РФ предусматривает предоставление специальных перерывов для обогревания и отдыха, обусловленных технологией и организацией производства и труда:
– работникам, работающим в холодное время года на открытом воздухе или в закрытых необогреваемых помещениях;
Время, когда работник не работает, но закон относит такое время к рабочему
Бывает и так, что работник не трудится, но по трудовому законодательству это время считается рабочим и подлежит оплате. Например, работник выполняет обязанность присяжного заседателя или иные государственные или общественные обязанности (ст. 170 ТК РФ). Так, гражданам, участвующим в мероприятиях по обеспечению исполнения воинской обязанности или поступления на военную службу по контракту, за время участия в указанных мероприятиях по месту их постоянной работы выплачивается средний заработок, им возмещаются расходы, связанные с наймом (поднаймом) жилья и оплатой проезда в другую местность и обратно, а также командировочные расходы (п. 2 ст. 5 Федерального закона от 28.03.1998 № 53-ФЗ «О воинской обязанности и военной службе»).
Будет ли переработкой время, которое тратится до и после работы на подготовительно-заключительные мероприятия?
Предположим, работнику установлен рабочий день, который начинается в 7 часов утра. Соответственно, ровно в 7 ч 00 мин он должен приступить к своим трудовым обязанностям. Переодевание (переобувание), завтрак на рабочем месте, чтение новостных сайтов и т. д. работник должен сделать до начала рабочего дня, то есть до 7 ч. Некоторые кадровики полагают, что приход на работу такого сотрудника раньше времени начала работы образует переработку и это должно оплачиваться как сверхурочное время. Ничего подобного. В то время, которое работник тратит на себя, он не выполняет свои должностные обязанности, предписанные ему трудовым договором и должностной инструкцией. А на основании ст. 99 ТК
В заключение
Итак, в рабочее время, начало и конец которого установлены в правилах внутреннего распорядка, работник должен заниматься своими прямыми трудовыми обязанностями, предусмотренными трудовым договором. Личными делами он может заниматься только во время отдыха (ст. 108 ТК РФ) или в специальные перерывы (ст. 109 ТК РФ).
Отметим, что работодатель за использование рабочего времени в личных целях вправе привлечь работника к дисциплинарной ответственности по ст. 192 ТК РФ – сделать замечание, объявить выговор и даже уволить по соответствующим основаниям.
Хотя всё это относительно, я например не даю работать сварщикам больше 6 часов если они варят под рентгенографический контроль.
В шараш монтаж гораздо проще работать сварщику, чем в крупном серьёзном предприятии.
ЕНиР на сваривание металлоконструкций и трубопроводов
Единые нормы и расценки (ЕНиР) — это специально разработанный инженерами-исследователями нормативный документ, в котором четко указаны нормы всех типов сварных конструкций, выполненных разными видами сваривания.
Сборник ЕНиР на сварочные работы состоит из двух больших разделов. В первом с максимальной точностью обозначены нормы сварки металлоконструкций при возведении конструкций зданий и сооружений, второй — требования при соединении отдельных труб в цельные трубопроводы.
Нормативные требования и расчеты при создании сварных металлоконструкций
Создание металлоконструкций ручным дуговым методом
Чтобы металлические изделия соответствовали ЕНиР сварочные работы выполнять нужно с соблюдением определенных этапов:
- включение оборудования и настройка всех параметров, в том числе и основного рабочего режима;
- подготовка к свариванию всех элементов и деталей, тщательная очистка металла в местах соединения от следов масла и других загрязнений;
- процесс сваривания элементов в цельные конструкции;
- удаление корочки из возникших в рабочем процессе шлаков со сварочных швов;
- контроль соединений на предмет прочности, наличия или отсутствия дефектов.
В зависимости от формы кромок и толщины используются разные электроды. Нередко диаметр используемых электродов указан в технологической карте изделий или выполненных перед свариванием чертежах. Что касается марок, то по рекомендациям ЕНиР сварка будет более качественной и надежной при использовании электродов с маркировкой ОЗС-4, 21, 18, 17Н; ВСФ-5У и 65У; УОНИ-13/85; АНО-11 и 14; АНП-2; НИАТ-ЗМ.
Этот перечень не является строгим ограничением, сварщик может работать и с другими марки, умножая при этом расценки и нормы на обозначенные документом коэффициенты.
На картинке ниже показаны самые распространенные виды стыковых соединений, которые созданы в разных положениях:
- а) в нижнем;
- б) в горизонтальном;
- в) в вертикальном — нахлесточные швы;
- г) тавровые и нахлестные стыки — в потолочном;
- д) в нижнем — нахлесточные швы;
- е) в потолочном;
- ж) угловые стыки в потолочном;
- з) угловые в нижнем положении.

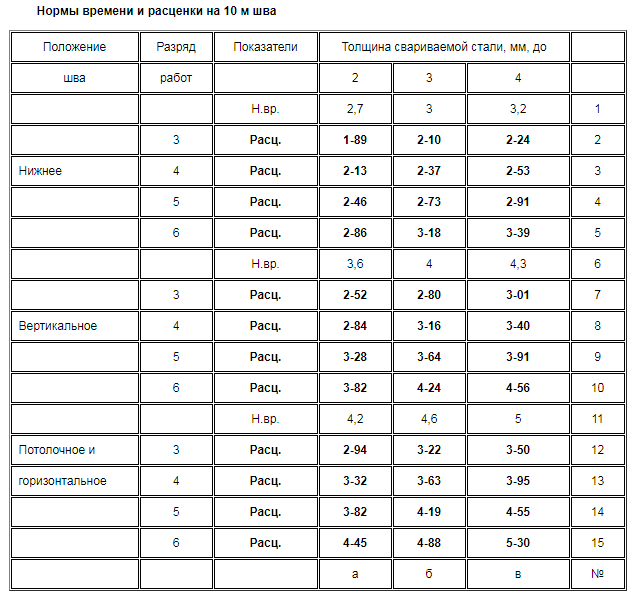
Ниже приведена таблица, в соответствии с которой нужно рассчитывать тарифы на сварные работы.

Механизированная и автоматическая сварка под флюсом
В соответствии ЕНиР сварка металлоконструкций, выполняемая непосредственно в цеху или в помещении завода дуговой автоматической или механизированной сваркой под флюсом должна происходить только в нижнем положении. Порядок работ следующий:

- включение полуавтоматического аппарата;
- тщательная подготовка металлических поверхностей: очищение кромок, снятие коррозионных образований и грязи;
- заполнение флюса порошкообразным составом;
- установка в мундштук и в подающий механизм проволоки, применяя для этого специализированные бобины;
выбор оптимального сварного режима; - работы по свариванию элементов;
- выдергивание установленной ранее проволоки из всех механизмов;
- изъятие шлаковых образований;
- контроль и измерение швов на соответствие параметрам.
Следуя требованиям ЕНиР 1 22 1 сварочные работы проводятся с применением присадочной проволоки, диаметр которой для автоматического оборудования не превышает 5 мм, при механизированном процессе — 2 мм.
Рассчитать тарифы по ЕНиР на сварочные работы металлоконструкций можно с помощью приведенных ниже таблицы.


Сварка с помощью порошковой проволоки
Работы с использованием порошковой проволоки выполняются механизированным методикой в таком же порядке, как и два описанных выше типа сварки. Только в данном варианте на вертушку полуавтомата устанавливается бобина с намотанной на нее проволокой, после чего осуществляется установка провода в электродержатель. По мере необходимости производится замена мундштука. Диаметр проволочного материала не должен превышать 3 мм.
По правилам ЕНиР сварочные работы металлоконструкций следует выполнять в нижнем пространственном расположении. При сваривании изделий в ограниченном пространстве или в уличных условиях допускаются отклонения от установленных документов норм.
Тарифы рассчитываются по таблице, приведенной ниже.

Сваривание механизированным способом в среде углекислого газа
После включения аппарата настраивается сила тока и выбирается нужный режим сварки. Все подлежащие свариванию детали тщательно очищаются от следов мала, грязи и ржавчины, зачищаются кромки. Устанавливается бобина с проволокой, газовый баллон, продуваются шланги и после этого можно приступать к сварке.
После извлечения проволоки и устранения шлака измеряются размеры шва и проводится визуальный контроль.
Таблица для расчета тарифов приведена ниже.

Газовая резка
В соответствии ЕНиР 22 выпуск 1 сварочные работы посредством ручной газовой резки проводятся в следующем порядке:
- проверяются и устанавливаются газовые баллоны;
- регулируются резаки;
- выполняется тестовая резка и если все нормально проводится резка стали;
- перекрывается подача газа, шланги отключаются.
В такой же последовательности осуществляется механизированная газовая резка, только в этом случае необходимо отрегулировать рабочий режим. Ниже приведена таблица, по которой проводятся расчеты тарифов газовой резки.

Сварка трубопроводов
Нормы сварки стыков трубопроводов подробно описаны во втором выпуске ЕНиР. Здесь четко определены требования к ручной дуговой сварке, автоматической в среде углекислого газа и под флюсом, газовую резку и сваривание стыков, термообработку сварных соединений.
Тарификация работ производится по ЕНиР «сварка трубопроводов» на основании приведенной ниже таблицы.

Ручная дуговая сварка
ЕНиР 22 2 «сварочные работы трубопроводов» ручным дуговым методом предусматривает применение электродов конкретных марок, перечень которых можно посмотреть в тексте самого документа. При использовании электродов других модификаций следует учитывать указанные в таблице коэффициенты.

Газовая сварка
Работы начинаются с подготовки баллонов, присоединением к ним горелки и продувкой шлангов. Кромки необходимо очистить от грязи и пыли. Зажечь горелку, отрегулировать пламя и приступать к свариванию.
В зависимости от размера трубопровода по диаметру по ЕНиР 22 2 на сварочные работы расценки и нормы времени на один стык указаны в таблицах.



Сварка под флюсом автоматическая
Нормами предусмотрено использование электродной проволоки, диаметр которой составляет 2 мм. Свариванию подлежат собранные в звенья трубы 11-12 метров в длину. Тарификацию и нормы времени можно посмотреть в таблицах непосредственно в документе ЕНиР, которые приведены в отдельности для каждого типа сварочной установки.
Сварка в среде углекислого газа стальных трубопроводов автоматическим методом
Согласно норм, обусловленных ЕНиР 22, сварочные работы проводятся для соединения трубных узлов и звеньев труб из углеродистых и легированных сталей при поворотном положении стыка. Рекомендовано использовать автоматы типов ТГС-7, ТГС-6 и ТГС-5.

Рабочий процесс осуществляется по следующей схеме:
- звенья, собранные на специальных электроприхватках укладываются на роликовые опоры и прочно закрепляются во вращательном устройстве;
- сварочная головка укладывается на стык с одновременным регулированием режима;
- запускается вращатель;
- выполняется сваривание;
- далее головка с одного стыка снимается и перемещается на другой;
- механизм вращения выключается;
- проводится клеймение швов;
- звенья снимаются с опор.
В процессе сваривания расстояние переходов составляет до 25 метров.
Как рассчитать нормы времени
Чтобы установить с точностью до минуты нормы времени на сварку стыков трубопроводов первое что нужно сделать — это измерить длину стыковых соединений каждого отдельного элемента. Поскольку швов есть много, то каждый рассчитывается отдельно по формуле:
- Тосн = I/Vсв, где Тосн — затрачиваемое на создание одного соединения время;
- I — длина;
- V — скорость сварного процесса. В большинстве случаев применяется постоянный показатель, составляющий 6 м/ч. Но здесь следует учитывать, что по-разному происходит сваривание разных по составу металлов.
В качестве примера приведен расчет с постоянной величиной. Если имеется 4 шва с длиной (в см) 40, 35, 20 и 10, то норму времени узнать не составит труда. Методом деления мы получаем соответственно (в минутах) 6,6; 5,83 мин; 3,33 мин; 1,66 мин.
Общее время определяется суммарно и составляет в конкретном случае 17,42 минуты. Это временные затраты на сам сварочный процесс, но еще нужно рассчитать осмотр сварного шва, используя для этого формулу: Тизм = 0,35 умножаем на 17,42 (общее время) и получаем 6,097 минут.
Кроме этого дополнительное время потребуется на подготовки соединений. Узнать его можно умножая длину всех швов на 0,6. Согласно нашего примера длина составляет 1,05 м и для очистки одного метра стыков потребуется 0,63 мин. Примерно 5% от определенного Тосн предоставляется сварщику на подготовительные работы, а это — 0,87 минуты. Также при длительном рабочем периоде следует учесть кратковременные перерывы на отдых (10% от общего времени).
Получается, что для создания четырех стыков длиной 1,05 метра временные затраты составляют 26 минут с учетом отдыха, сварочных работ, подготовки оборудования и применяемых для создания металлоконструкций элементов.
Интересное видео
Сколько метров сварочного шва должен варить сварщик за смену по госту

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ЕДИНЫЕ НОРМЫ ВРЕМЕНИ НА ЭЛЕКТРОГАЗОСВАРОЧНЫЕ, КУЗНЕЧНЫЕ, СТАНОЧНЫЕ И СЛЕСАРНЫЕ РАБОТЫ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКИХ МАСТЕРСКИХ ПРЕДПРИЯТИЙ И ОРГАНИЗАЦИЙ УГОЛЬНОЙ ПРОМЫШЛЕННОСТИ
Согласовано с ЦК профсоюза рабочих угольной промышленности (Постановление Президиума ЦК профсоюза от 25 октября 1973 г. Протокол N 22)
Утверждаю Заместитель министра угольной промышленности СССР Ф.КУЗЮКОВ 29 ноября 1973 г.
Раздел I
Электросварочные работы и газовая резка металлов
Единые нормы времени на электросварочные работы и газовую резку металлов для электромеханических мастерских предприятий и организаций угольной промышленности разработаны Центральной нормативно-исследовательской станцией по труду МУП СССР по Кузнецкому угольному бассейну в соответствии с отраслевыми планами нормативно-исследовательских работ на 1971-1972 годы.
При разработке норм использованы:
фотохронометражные наблюдения, проведенные на предприятиях;
межотраслевые нормативы по сварке и газовой резке;
общемашиностроительные нормативы для мелкосерийного и единичного производства.
Нормы времени раздела прошли производственную проверку в электромеханических мастерских предприятий 27 комбинатов (трестов) МУП СССР.
При подготовке окончательной редакции норм настоящего раздела учтены замечания и предложения электромеханических мастерских, отделов труда и НИС комбинатов, ЦНИС МУП СССР, а также предложения экспертно-методического совета МУП СССР по рассмотрению и оценке нормативных материалов по труду.
ОБЩАЯ ЧАСТЬ
1. Единые нормы времени на электросварочные работы и газовую резку металлов обязательны для применения в электромеханических мастерских предприятий и организаций угольной промышленности.
2. В тех случаях, когда фактически применяемые нормы времени ниже норм настоящего сборника, сохраняются действующие нормы.
3. Нормы времени разработаны с учетом: типов и площадей поперечных сечений швов, предусмотренных ГОСТом 5264-69; толщины листового проката и поперечных сечений профиля; положения шва в пространстве; современного уровня техники, технологии, организации производства и труда передовых электромеханических мастерских, а также требований правил Госгортехнадзора, предъявляемых к сварке и резке металлоконструкций.
4. Нормами времени предусмотрена электродуговая сварка и газовая резка низкоуглеродистых, углеродистых и низколегированных сталей.
Нормы времени не распространяются на сварку и резку малоуглеродистых и низкоуглеродистых сталей с особыми свойствами, требующими подогрева при сварке.
5. Нормы времени представлены в двух главах:
Глава I. Ручная электродуговая сварка.
Глава II. Ручная газовая резка черных металлов.
6. К главам приведены поправочные коэффициенты, учитывающие возможные отклонения от условий, учтенных нормами времени.
7. В приложениях приведены иллюстрации типов и положения швов в пространстве или линий реза, а также данные о площадях поперечных сечений швов, предусмотренных ГОСТом, режимах ручной электродуговой сварки и рекомендуемых номерах мундштуков резаков в зависимости от толщины разрезаемого металла.
8. Нормами времени параграфов, выраженными в часах на приведенный измеритель неполным штучным временем, учтены:
время обслуживания рабочего места;
время перерывов на отдых и личные надобности.
Подготовительно-заключительное время включает затраты времени на получение производственного задания и материала, инструктаж и ознакомление с работой, получение и сдачу инструмента и приспособлений, подготовку приспособлений и настройку на заданный режим и сдачу работы.
Подготовительно-заключительное время в размере 2% оперативного времени включено в неполное штучное время.
Основное время — время воздействия струи режущего кислорода на металл или время горения дуги и наплавления металла электрода.
Вспомогательное время включает затраты времени на зачистку шва или кромок реза от шлака, осмотр и проверку качества шва или обрезанных кромок, смену электрода или мундштука, переходы рабочего и подтягивание шлангов или проводов.
Время обслуживания рабочего места включает затраты времени на раскладку и уборку инструмента, установку и смену баллонов, включение или подключение, регулирование и выключение источника питания, получение инструктажа в процессе работы, устранение мелких неполадок и обеспечение исправного состояния оборудования, чистку и охлаждение резака или электрододержателя, уборку рабочего места.
Время обслуживания рабочего места и время на отдых и личные надобности в размере 9% оперативного времени включено в неполное штучное время.
9. Нормами времени учтено и отдельно не оплачивается время, необходимое для отдыха рабочих и личные надобности в течение рабочей смены, на подготовку рабочего места и поддержание его в порядке, на получение заданий, материалов и инструмента, заточку инструмента и сдачу их по окончании работы, на содержание в порядке инструмента, приспособлений, оборудования и уход за ними.
10. Нормами также учтено и дополнительно не оплачивается время, необходимое для выполнения мелких вспомогательных, подготовительных и подъемно-транспортных операций, составляющих неотъемлемую часть технологического процесса нормируемой работы. К ним относятся: зачистка свариваемых кромок изделий, шва от шлака после выполнения каждого прохода и околошовной зоны от брызг металла, осмотр, промер шва и клеймение готового изделия.
11. Нормами времени предусмотрена сварка металлических конструкций, временно скрепленных (при сборке) болтами или электроприхваткой.
12. Разряды работ в сборнике норм указаны в соответствии со сборником извлечений из ЕТКС «Тарифно-квалификационные характеристики работ и профессий рабочих рудоремонтных заводов и электромеханических мастерских предприятий и организаций угольной промышленности», М., 1973.
13. Если в дальнейшем будут вноситься поправки в тарифно-квалификационные характеристики работ, наименования профессий и разряды работ, указанные в данном сборнике норм, должны соответственно изменяться.
14. Выполнение работ рабочими не тех разрядов (квалификаций), которые указаны в тарифно-квалификационных характеристиках, не может служить основанием для изменения норм.
15. Приведенные в параграфах норм числовые значения факторов (длина, сечение, диаметр, вес и т.п.) при определении нормы времени не следует считать включительно.
Определение табличной нормы времени производится по одному из смежных значений факторов, которое ближе к фактическим параметрам (размерам).
Например, требуется определить норму времени на ручную ацетилено-кислородную резку круга диаметром 130 мм. Приведенный размер круга находится в интервале двух смежных значений факторов 120 и 150 (см. § 11). Искомая норма времени для заданного диаметра составит 0,025 часа, поскольку размер 130 ближе к 120, чем к 150.
В случаях, когда фактические параметры равны средним значениям смежных величин факторов, нормы времени определяются как средние между предусмотренными для этих величин факторов.
Например, норма времени на ручную ацетилено-кислородную резку круга диаметром 135 мм составит:
16. При внедрении в электромеханических мастерских предприятий и организаций угольной промышленности более совершенной, чем это предусмотрено в единых нормах, организации производства, труда, технологии ведения сварочных и газорезных работ, оборудования, оснастки и т.п., повышающих производительность труда рабочих, следует разрабатывать и вводить в установленном порядке более прогрессивные нормы, соответствующие уровню производства.
17. С введением единых норм времени на электросварочные работы и газовую резку металлов прекращают действие все ранее изданные сборники норм на эти виды работ за исключением случаев, предусмотренных пунктом 2 «Общей части».
ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИЕ УСЛОВИЯ ВЫПОЛНЕНИЯ РАБОТ
Едиными нормами времени предусмотрены следующие организационно-технические условия труда на рабочих местах при выполнении ручной электродуговой сварки и газовой резки металла:
При электросварочных работах
1. Выполнение сварочных работ на специально организованном рабочем месте (закрытые кабины), оборудованном в соответствии с правилами техники безопасности и промсанитарии, предусматривающими нормальную температуру и влажность воздуха, освещенность, средства индивидуальной защиты и т.п., с использованием соответствующего сварочного оборудования, средств организационно-технической оснастки и комплекта необходимого инструмента.
2. Обработка деталей и сборка узлов в полном соответствии с чертежами и техническими условиями на изготовление свариваемых изделий с соблюдением конструктивных элементов подготовки кромок изделия под сварку, установленных ГОСТом 5264-69.
3. Строгое соблюдение сварщиком заданных режимов, технологической последовательности сварки.
4. Изоляция света электрической дуги при электродуговой сварке путем перенесения электросварочных работ в закрытые кабины.
5. Наличие подъемно-поворотных приспособлений при сварке тяжелых изделий.
6. Получение технологической документации, установка или раскладка на рабочем месте необходимой технологической оснастки, инструмента в начале работы и уборка в конце смены исполнителем работы.
7. Доставка деталей и узлов, подлежащих сварке, на рабочее место сварщика, а также подача, кантовка, перестановка и уборка крупногабаритных тяжеловесных изделий с применением механизированных подъемно-транспортных средств вспомогательными рабочими.
8. При сварке в монтажных условиях, т.е. вне кабины, рабочее место должно быть защищено от ветра, дождя или снега и иметь ограждения.
9. Наличие заранее подготовленных лесов, подмостей (если это необходимо при сварке в монтажных условиях).
При газовой резке
1. Выполнение газорезательных работ внутри цеха на специально отведенном и соответственно оборудованном комплексом исправной аппаратуры и принадлежностями рабочем месте.
2. Наличие и применение для защиты глаз от лучей пламени очков со светофильтрами.
3. Закрепление эксплуатируемых резаков для ручной резки, редукторов, шлангов за определенными исполнителями.
4. Наличие на стационарных рабочих местах стоек с крючком или вилкой для подвески потушенных резаков во время перерывов в работе.
5. Наличие подъемно-поворотных приспособлении при резке тяжелых заготовок.
6. Доставка баллонов с газом к месту работы вспомогательными рабочими.
7. Обслуживание ацетиленового генератора вспомогательными рабочими.
8. Разметка контура детали (линий реза) производится без участия газорезчика.
9. Уборка шлака и отходов вспомогательными рабочими.
РАСЧЕТ НОРМ ВРЕМЕНИ
При пользовании параграфами норм неполного штучного времени расчет штучной нормы времени на выполненный объем работы (или изделие) производится по формуле:
где , , … — неполное штучное время на измеритель (1 м шва или реза, 1 стык, 1 рез, 1 фланец и т.п.), час;
, … — общая длина всех однотипных швов или резов (м) или количество однотипных резов, стыков и т.п. (шт.) на изделии или выполненном объеме работы;
— вспомогательное время на установку в приспособление или рабочее место изделий (узлов), поворот, снятие и их транспортировку при сварке или резке металлов, час (нормируется по табл.1 или 2 в зависимости от способа выполнения этих операций — вручную или краном).
Читайте также:
- Образование козырька при сварке покрытыми электродами
- Лазерная резка лазерная сварка
- Ремонт сварочного аппарата блювелд 164
- Тепловая мощность сварочной дуги
- Где взять аргон для сварки
Сварка трубопроводов нормы времени в чем

В систему нормативных документов входят СНиП. Задача этого документа — определить нормы и правила при строительстве. Эти требования регламентируют проектирование и строительство во всех областях народного хозяйства страны. Работы, заключающиеся в сварке, входят в состав строительных, поэтому обязаны подчиняться требованиям нормативного документа — СНиП на сварочные работы.
В СНиПе указаны не только правила, но и ограничения. Несоблюдение требований СНиПа может привести к выплате штрафа. Структура СНиП периодически подлежит пересмотру и внесению в документ изменений.

Нормативы осуществления работ по сварке
Задача нормативных значений — регулировать качество выполняемых работ, скорость выполнения, время выполнения определенных работ, нормы выработки, расход электроэнергии, который потребуется для выполнения сварочной работы, необходимое количество комплектующих изделий, время, необходимое на выполнение сварки.

Регламентированным помимо этого является контроль сварных соединений и методы его проведения. Выполнению требований документа СНиП подлежит выпуск чертежей и документации, в частности, технических условий. Особое внимание уделяется обеспечению безопасности при осуществлении работ по сварке.
СНиП состоит из четырех независимых друг от друга частей, в которых содержатся нормы сварочных работ.
Нормы, касающиеся времени
Нормы времени на сварку рассчитывают, исходя из понятия — норма времени на сварку 1 м шва. Квалифицированный сварщик обязан обладать умением самому производить расчет времени, в течение которого он сможет выполнить конкретные операционные действия. От правильного расчета будет зависеть производительность и продуктивность выполняемой работы.
Сварщик при расчете должен учитывать нормы времени на сварочные работы, указанные в СНиПе. Они складываются из времени, затрачиваемого конкретно на сварочный процесс, а также из времени на осуществление подготовительных работ и проведения различных производственных операций.
Существует три вида производственных операций, входящих в понятие нормы:
В понятие основной производственной операции входят обеспечение расходными материалами для сварки, необходимая обработка основных свариваемых металлов и проведение подготовительных операций. Основная производственная сварка — производимый сварочный процесс.
Вспомогательная операция включает в себя: доставку на место сварки подлежащих сварке деталей и выбранного оборудования, дальнейший контроль получившегося соединения и перемещение его согласно технологическому процессу, например, в цех для сборки.
Дополнительное время учитывается для обслуживания процесса, выставления необходимых параметров на оборудовании, высушивании электродов, проверку работоспособности используемых приборов, замену электродов, нанесение флюса. В это понятие может быть включено время, которое понадобится для сдачи на хранение при необходимости.
В расчет необходимо включить время на уход за своим рабочим местом, переодевание в защитный костюм, отдых и обеденный перерыв.
При расчете учитывается квалификация исполнителя, которая влияет на быстроту выполнения процесса сварки и применяется специальный коэффициент. Для расчета имеется несколько способов, самым распространенным из которых является вычисление с помощью рабочих единиц. Каждую единицу приравнивают к одному, подвергаемому сварке изделию.
Норма выработки
Нормирование сварочных работ, касающееся их выработки, определяет работу, выполненное за обозначенное время. Единицей измерения является количество изделий или значение величины сварного шва в метрах, которые подверглись сварочному процессу за один час или за смену. Норма выработки может быть составляющей нормы времени или вычисляться отдельно.
Норма расхода электроэнергии
СНИП по сварке предписывает вести учет затрат на электроэнергию, необходимой для осуществления работ. Они зависят от применяемого оборудования и его мощности, указанной в паспорте не него. Кроме того, необходимо достаточное освещение места для работы. Единицей измерения служат киловатт-часы.
Норматив на комплектующие
При сварочных работах происходит расходование не только времени и электроэнергии, но и комплектующих принадлежностей и инструментов. СНиП на сварочные работы предусматривает и эти обстоятельства. К комплектующим изделиям, без которых не может быть произведена сварка, относятся электроды, флюс, газ.
В расходы такого типа входит износ аппаратуры и отдельных специфичных элементов — роликовых направляющих, контактных губок и подобных изделий. Износ оборудования зависит от многочисленных факторов. К примеру, от материала изготовления комплектующих изделий, а также от выбранного и установленного на оборудовании режима работы.
Расчет времени
СНиП на сварку для удобства проведения расчетных действий содержит вспомогательный материал для более быстрых и удобных подсчетов. К ним относятся различные таблицы. Примером служит следующая таблица нормирования сварочных работ:

Приведенная в качестве примера таблица относится к условиям, когда сварка осуществляется только с одной стороны и при этом отсутствует скос кромок. При этом играет роль положение шва в пространстве и разряд, присвоенный этому типу работ. Большое значение имеет толщина деталей, подлежащих сварке, что учитывают нормы времени на сварку металлоконструкций.
Читайте также: Акт освидетельствования скрытых работ по сварке
Расчет времени сварки можно осуществлять, применяя следующую формулу:

В указанной формуле величина 7,85 — плотность металла. В каждом конкретном случае следует подставлять свое значение. Для подсчета времени, затрачиваемого на сварную работу за одну рабочую смену, следует результат подсчета по формуле умножить на количество часов.
Если осуществляется газовая сварка, то удобно применять следующую формулу:

- S — толщина металла, подлежащего сварке;
- К — коэффициент, зависящий от металла. Он будет различным для разных видов.
Формула, используемая для расчета времени сварки с помощью кислорода:

Единые нормы времени на сварочные работы указаны в нормативном документе СНиП. Единицей измерения может служить время сварки 1 метра шва. Также при расчетах применяется такая единица измерения, как норма сварки в метрах в день.
Организация рабочего места для успешного выполнения нормативов
Чтобы все расчетные нормативы сварочных работ были выполнены, необходимым служит правильная организация места, являющееся для сварщика рабочим.

Его устраивают согласно рекомендациям научной организации труда НОТ. Сидеть за металлическим верстаком должно быть удобно. Сверху должен иметься защитный козырек. Помещение необходимо оборудовать вытяжной вентиляцией. Должны быть розетки для подключения сварочного оборудования. Необходимо наличие средств безопасности.
Правила безопасности по СНИПу
Безопасность труда сварочных работ в строительстве в СНиПе указаны в части 1, где содержатся общие требования. В перечне, содержащем область применения, указаны также изготовление конструкций и изделий. В документе указано, что перед тем, как сварка может начаться, руководитель работ обязан проверить соблюдение требований, указанных в нормативном документе.
Требования к сварке металлоконструкций в части безопасности указаны в нормативном документе СНиП III-18-75. В нем перечисляются следующие требования:
- стальные конструкции должны свариваться механизированным способом высокой производительности;
- при сварке необходимо руководствоваться требованиями утвержденного технологического процесса;
- при сварке необходим стабильный режим;
- у руководителя должно быть в наличии удостоверение, в котором должно быть указано, что он обладает правом производства работ, связанных со сваркой;
- ручная, полуавтоматическая и автоматическая сварка должна проводиться исполнителями, имеющими подходящий разряд;
- перед сборкой необходимо произвести очищение металлической поверхности в области проведения операций и окружающей области;
- при выполнении многослойной сварки необходимо проводить очищение каждого предыдущего слоя перед нанесением последующего;
- очищать следует от грязи, ржавчины, наплавов, шлака и металлических брызг;
- следует удалять влагу от конденсатов;
- во время выполнения полуавтоматической и автоматической сварки при перерыве в работе перед возобновлением процесса необходимо зачистить конец сварного шва;
- место, на котором осуществляется сварка, не должно подвергаться действию сквозняков, ветра, атмосферных осадков;
- при минусовой температуре около рабочего места сварщика должны находиться обогревающие устройства, в частности, для обогрева рук.
Сварка металлоконструкций по СНиПу обеспечит получение сварного соединения необходимого качества и надежности.
Что говорит СНиП о сварке металлоконструкций
На сварочные работы металлоконструкций СНиП предъявляет особые требования. Их соблюдение является гарантией получения сварного шва должного качества. Основное требование заключается в прочности и надежности.

Сварные соединения металлоконструкций согласно СНиП 3.03.01-87 обязаны выполняться, соответствуя указаниям:
- В случае, когда отсутствуют сертификаты на материалы или когда истек гарантийный срок их хранения, необходимо выполнение определения механических свойств стыковых соединений. Испытание проходят опытные образцы. Их испытывают на статическое растяжение и изгибы.
- Вспомогательные материалы хранят в заводской таре, рассортировав их по партиям, маркам, диаметрам. Складское помещение должно быть сухим и отапливаемым.
- Перед употреблением электроды с покрытием, флюсы и порошковые проволоки необходимо подвергнуть процессу прокаливания. При этом надо соблюдать режимы, указанные в технической документации на них. Прокаленные материалы хранят на складах, имеющих соответствующую температуру и влажность, или в сушильных шкафах.
- На определенном расстоянии от того места, где расположен сварной шов, сварщик должен проставить свое клеймо, являющееся личным. Если работа выполняется несколькими исполнителями, то их оттиски также должны иметься. Допустима иная идентификация — составление схем, на которых сварщики ставят свои подписи.
Требования к сварным конструкциям, материалом которых является сталь:
- К сварке можно приступать после того, как будет проверена сборка согласно чертежам на нее. При проведении проверки должны учитываться допуски.
- Допуски при сварке металлоконструкций обязаны соответствовать значениям, указанным в соответствующих нормативных документах.
- Необходимо зачищать кромки сварного шва от загрязнений, пятен краски и жировых, ржавчины.
- Режим исполнения сварки должен быть стабильным. Допускаются отклонения в размере ± 5 %.
- Количество прокаленных материалов, находящихся на рабочем месте, ограничено. Оно не должно быть выше потребности в них в размере половины рабочего дня. В том случае, когда конструкции из стали имеют высокую текучесть, то электроды, вынутые из сушильной печи или сразу по завершению процесса прокаливания, следует их использовать в течение пары ближайших часов.
- При сварке в условиях низкой температуры следует производить местный подогрев зоны действий.
- Предварительно подогреваются места, в которых к конструкции приваривают приспособления для монтажа.
- Если свариваются листовые элементы, имеющие толщину сверх 20 мм, то в случае дуговой сварки применяют варианты, которые обеспечивают понижение скорости сварки методом охлаждения. К ним относятся секционные каскады — обратноступенчатые, а также имеющие двойной слой.
- При выполнении соединений дуговой сваркой, осуществляемых проплавлением в полном объеме, следует перед началом процесса очистить корень шва.
- При перерыве в работе дуговой сваркой ее можно возобновлять после того, как будет проведена очистка кратера и концевого участка от шлака.
- Если чертежами предусмотрен вогнутый профиль, то обеспечивать это можно подбором соответствующих сварных режимов. Также может применяться зачистка с применением абразива.
- При автоматизированной сварке начало и конец сварных соединений надо выводить за пределы элементов на планки. По окончании сварочного процесса планки надо удалить с помощью кислородной резки. Применение планок предусматривается чертежами. При использовании дуговой сварки запрещено выведение кратера за пределы шва.
- При многослойной сварке валик можно начать выполнять после зачистки предыдущего. Обязательным является удаление участков с трещинами.
- После того, как сварка будет закончена, следует снять сборочные болты и приспособления, предназначенные для монтажа.
- Качество деталей, предназначенных для крепления, и прихваток не должно быть хуже основного свариваемого металла.
Читайте также: Разделка кромок под сварку процесс
Помимо СНиПа при сварке металлических стальных изделий необходимо учитывать требования такого нормативного документа как СП сварка металлоконструкций.
Требования СНиП к сварным соединениям, представляющим собой железобетонные конструкции:
- Габариты стержней, а также величина их предельных отклонений, должны соответствовать требованиям ГОСТ 14098.
- Если сварка выполняется механизированным способом, то следует использовать постоянный ток до 500 А.
- При выполнении процесса с помощью дуговой сварки целесообразным является применение трансформаторов.
- До начала сварочного процесса следует зачистить арматурные стержни в интервале, который превышает сварной шов на 10-15 мм.
- При сваривании стержней для арматуры в случае превышения величины зазора, указанной в технической документации, допустимо использование вставок, изготовленных из материала такого же класса и диаметра, что и стержни.
- Длина стержней, изготовленных из бетона, должна быть не меньше 150 мм. В случае использования вставок допустимая длина стержней — не менее 100 мм.
- Свариваемые части железобетонной конструкции должны быть жестко зафиксированы. Удерживание их с помощью крана запрещено.
- После того, как процесс сварки будет закончен, следует произвести очищение от следов металлических брызг и шлака.
- При отрицательной температуре не разрешено использование прихваток в соединениях крестообразным способом арматурных стержней.
- На поверхности арматурных стержней недопустимы следы ожогов от дуговой сварки.
- При ручной сварке в случае минусовых температур следует увеличить значение тока, а также осуществлять предварительный подогрев.
Сварные соединения выполняют в зависимости от их пространственного положения и дальнейших условий эксплуатации.
Проверка качества полученных соединений
Контроль качества сварных соединений СНиП регламентирует достаточно подробно. Контроль может осуществлять сам сварщик или специально выделенные для этого работники. Возможен еще один вариант — обращаться за помощью в специальные лаборатории, деятельность которых состоит в осуществлении таких операций.
Перед тем, начнутся сварочные работы, следует произвести проверку соответствия квалификации сварщиков, которым они поручены, сложности выполнения. Сварщик должен предъявить наряд-допуск на выполнение конкретной сварочной работы. Если назначение сварочного соединения имеет повышенную значимость, то можно провести предварительное тестирование на образце из того же материала и таких же размеров.
Перед началом также необходимо произвести контроль деталей, подлежащих соединению с помощью сварочного процесса. Они должны быть изготовлены из материала, на который имеются документы о сертификации. Перед началом сварки надо произвести тщательный смотр для выявления дефектов на деталях, подлежащих свариванию. Каким должно быть качество деталей также указывается в нормативных документах, в том числе СНиП.
Производственный контроль сварочных работ включает в себя следующие этапы:
- Входной контроль. Он применяется к технологической документации, конструкции подлежащих сварке соединений, применяемого оборудования, а также вспомогательных приспособлений и инструментов.
- Операционный контроль. Ему подлежат сварочные процессы, технологические операции. Необходимо проверить правильность их выполнения. Также в операционный контроль входит проверка использования оборудования и соблюдение правил безопасности.
- Приемочный контроль. Исследованию подлежит качество выполненных сварных швов и соединений.
Читайте также: Выводная планка для автоматической сварки
При выполнении входного и операционного видов контроля необходимо руководствоваться указаниями, изложенными в нормативном документе СНиП 3.01-85. Для каждого вида контроля применяется техническое нормирование сварочных работ.
Контроль качества сварочных работ начинается с визуального осмотра. Он позволяет выявить все наружные дефекты, видимые невооруженным глазом. СНиП допускает применение при визуальном контроле лупу большого увеличения. Отбраковывание соединений, дефекты которых, находящиеся снаружи, не подлежат исправлению или оно будет экономически нецелесообразным, позволяет экономить время и средства.
Согласно требованию СНиП визуальному контролю подвергают необходимо подвергать все сварные швы без исключения. Для измерения дефекта используются шаблоны и штангенциркуль. Перед началом визуального осмотра необходимо подготовить поверхность методом ее очистки.
Вторым популярным методом является капиллярный. Достоинством этого способа является его универсальность. СНиП допускает его использование для выявления таких дефектов, как трещины разных размеров и поры, а также прожоги и непровары. Для этого метода используют особую проникающую жидкость, дополнительного оборудования не требуется. Допускается сочетание капиллярного метода с другими. В качестве проникающей жидкости могут быть использованы особые растворы или фильтрующие суспензии.

Капиллярный метод делится на несколько разновидностей в зависимости от способа получения информации. Перед тем, как можно будет начать проведение контроля капиллярным методом, необходима тщательная очистка проверяемой области. Для нее используют различные растворители. Сам контроль производится методом нанесения на поверхность сварного соединения специальных индикаторов.
Исследование на непроницаемость осуществляется контролем герметичности. Правильно выполненное соединение не должно пропускать ни жидкие, ни газообразные вещества. При наличии сквозных дефектов это требование не выполняется. Требования к сварным швам металлоконструкций ограничивают размер такого дефекта согласно допускам, указанным в документации.
Распространенным методом контроля сварных конструкций является магнитная дефектоскопия. Метод может быть использован только для контроля ферромагнитных деталей. Магнитная дефектоскопия помогает обнаружить мелкие трещинки внутри сварного шва, а также включения инородного характера.

Информационным методом является ультразвуковой контроль сварных соединений металлоконструкций. Он подходит для проверки деталей, выполненных из различных видов металлов. Метод основан на том, что при попадании на дефектную область происходит искажение ультразвуковой волны. Для проведения испытания методом ультразвукового контроля требуется специальное оборудование.

Ультразвуковым методом можно выявить наличие множество различных дефектов, начиная от пор и трещин, и заканчивая изменением геометрических размеров. К информативным, но не безопасным методам относится радиационный контроль. Он осуществляется просветкой сварного соединения рентгеновскими и гамма-лучами. Оборудование, необходимое для осуществления такого метода — рентгеновский аппарат, в котором находится излучатель, генерирующий рентгеновские лучи.
СНиП регламентирует, что выбор рентгеновского аппарата находится в зависимости от толщины сварных деталей. Также предъявляются особые требования к используемой в рентгеновском аппарате пленке. Радиографический контроль кроме рентгеновского аппарата предполагает использование дефектометра, представляющего собой металлическую пластинку с канавками.
Все механические и металлографические способы контроля относятся к разрушающим видам.
Сборка и сварка трубопроводов
Трубопроводы относятся к категории особо важных объектов. При некачественном соединении их частей методом сварки возможно возникновение серьезной аварии. Поэтому сварке трубопроводов СНиП уделяет особое внимание. При этом учитываются требования ГОСТа 16037.
СНиП по сварке трубопроводов дает, в частности, следующие рекомендации:
- К сварке этих изделий допускаются сварщики, имеющие соответствующий этому виду деятельности разряд.
- Перед сваркой трубопроводы должны быть очищены от разного рода загрязнений.
- Сварку металлических труб можно производить при температуре не менее минус 50°С.
- Не допускается сварка трубопроводов при неблагоприятных погодных условиях.
Поскольку сварка осуществляется на высоте, большое внимание уделяется мерам безопасности. Для правильной сварки трубопроводов применяются и другие основные требования СНиП по сварке металлоконструкций.
Особые требования СНиП предъявляет для сварки оцинкованных труб.
Технические условия
Нормирование сборочно-сварочных работ может грамотно осуществляться только при наличии технической документации на конкретное изделие. Одним из важнейших документов являются технические условия на изготовление сварной конструкции. В этом документе находится описание всех этапов сварочного процесса, требования к ним и методика выполнения. Технические условия выполняются на основании действующих нормативных документов на этот вид деятельности, в частности, обязаны составляться на основе требований и рекомендаций СНиПа.
Технические условия составляются на основе имеющихся чертежей. В них должны быть указаны особые условия выполнения сварочного процесса, например, повышенные механические нагрузки.
Интересное видео
Сколько стыков должен варить сварщик в день 57 трубы
Во времена СССР на нашем предприятии (позже закрытом ) была такая служба ХРОНОМЕТРАЖИСТЫ ,они то и занимались этим вопросом.Засекалось время прихода человека на рабочее место и далее весь процесс (цикл).
у нас они и щас есть. вводят новый вид ремонты, работы начинают замерять по времени от и до. спец делает а мастер стоит рядом и записывает все под карандаш
у нас они и щас есть. вводят новый вид ремонты, работы начинают замерять по времени от и до. спец делает а мастер стоит рядом и записывает все под карандаш
Унификация производства — без этого ни куда, а делать должен мастер ваш, так как он знает что допустим с тем-то с тем-то проблем нет у вас на производстве или с вашими физ.возможностями он тоже знаком. а если кто-то слева пришёл, то лучше растягивать удовольствие (цена растет и работать потом будешь на раслабоне).
Сколько стыков должен варить сварщик в день 57 трубы
ЕДИНЫЕ НОРМЫ ВРЕМЕНИ НА ЭЛЕКТРОГАЗОСВАРОЧНЫЕ, КУЗНЕЧНЫЕ, СТАНОЧНЫЕ И СЛЕСАРНЫЕ РАБОТЫ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКИХ МАСТЕРСКИХ ПРЕДПРИЯТИЙ И ОРГАНИЗАЦИЙ УГОЛЬНОЙ ПРОМЫШЛЕННОСТИ
Согласовано с ЦК профсоюза рабочих угольной промышленности (Постановление Президиума ЦК профсоюза от 25 октября 1973 г. Протокол N 22)
Утверждаю Заместитель министра угольной промышленности СССР Ф.КУЗЮКОВ 29 ноября 1973 г.
Раздел I
Электросварочные работы и газовая резка металлов
Единые нормы времени на электросварочные работы и газовую резку металлов для электромеханических мастерских предприятий и организаций угольной промышленности разработаны Центральной нормативно-исследовательской станцией по труду МУП СССР по Кузнецкому угольному бассейну в соответствии с отраслевыми планами нормативно-исследовательских работ на 1971-1972 годы.
При разработке норм использованы:
фотохронометражные наблюдения, проведенные на предприятиях;
межотраслевые нормативы по сварке и газовой резке;
общемашиностроительные нормативы для мелкосерийного и единичного производства.
Нормы времени раздела прошли производственную проверку в электромеханических мастерских предприятий 27 комбинатов (трестов) МУП СССР.
При подготовке окончательной редакции норм настоящего раздела учтены замечания и предложения электромеханических мастерских, отделов труда и НИС комбинатов, ЦНИС МУП СССР, а также предложения экспертно-методического совета МУП СССР по рассмотрению и оценке нормативных материалов по труду.
ОБЩАЯ ЧАСТЬ
1. Единые нормы времени на электросварочные работы и газовую резку металлов обязательны для применения в электромеханических мастерских предприятий и организаций угольной промышленности.
2. В тех случаях, когда фактически применяемые нормы времени ниже норм настоящего сборника, сохраняются действующие нормы.
3. Нормы времени разработаны с учетом: типов и площадей поперечных сечений швов, предусмотренных ГОСТом 5264-69; толщины листового проката и поперечных сечений профиля; положения шва в пространстве; современного уровня техники, технологии, организации производства и труда передовых электромеханических мастерских, а также требований правил Госгортехнадзора, предъявляемых к сварке и резке металлоконструкций.
4. Нормами времени предусмотрена электродуговая сварка и газовая резка низкоуглеродистых, углеродистых и низколегированных сталей.
Нормы времени не распространяются на сварку и резку малоуглеродистых и низкоуглеродистых сталей с особыми свойствами, требующими подогрева при сварке.
5. Нормы времени представлены в двух главах:
Глава I. Ручная электродуговая сварка.
Глава II. Ручная газовая резка черных металлов.
6. К главам приведены поправочные коэффициенты, учитывающие возможные отклонения от условий, учтенных нормами времени.
7. В приложениях приведены иллюстрации типов и положения швов в пространстве или линий реза, а также данные о площадях поперечных сечений швов, предусмотренных ГОСТом, режимах ручной электродуговой сварки и рекомендуемых номерах мундштуков резаков в зависимости от толщины разрезаемого металла.
8. Нормами времени параграфов, выраженными в часах на приведенный измеритель неполным штучным временем, учтены:
время обслуживания рабочего места;
время перерывов на отдых и личные надобности.
Подготовительно-заключительное время включает затраты времени на получение производственного задания и материала, инструктаж и ознакомление с работой, получение и сдачу инструмента и приспособлений, подготовку приспособлений и настройку на заданный режим и сдачу работы.
Подготовительно-заключительное время в размере 2% оперативного времени включено в неполное штучное время.
Основное время — время воздействия струи режущего кислорода на металл или время горения дуги и наплавления металла электрода.
Вспомогательное время включает затраты времени на зачистку шва или кромок реза от шлака, осмотр и проверку качества шва или обрезанных кромок, смену электрода или мундштука, переходы рабочего и подтягивание шлангов или проводов.
Время обслуживания рабочего места включает затраты времени на раскладку и уборку инструмента, установку и смену баллонов, включение или подключение, регулирование и выключение источника питания, получение инструктажа в процессе работы, устранение мелких неполадок и обеспечение исправного состояния оборудования, чистку и охлаждение резака или электрододержателя, уборку рабочего места.
Время обслуживания рабочего места и время на отдых и личные надобности в размере 9% оперативного времени включено в неполное штучное время.
9. Нормами времени учтено и отдельно не оплачивается время, необходимое для отдыха рабочих и личные надобности в течение рабочей смены, на подготовку рабочего места и поддержание его в порядке, на получение заданий, материалов и инструмента, заточку инструмента и сдачу их по окончании работы, на содержание в порядке инструмента, приспособлений, оборудования и уход за ними.
10. Нормами также учтено и дополнительно не оплачивается время, необходимое для выполнения мелких вспомогательных, подготовительных и подъемно-транспортных операций, составляющих неотъемлемую часть технологического процесса нормируемой работы. К ним относятся: зачистка свариваемых кромок изделий, шва от шлака после выполнения каждого прохода и околошовной зоны от брызг металла, осмотр, промер шва и клеймение готового изделия.
11. Нормами времени предусмотрена сварка металлических конструкций, временно скрепленных (при сборке) болтами или электроприхваткой.
12. Разряды работ в сборнике норм указаны в соответствии со сборником извлечений из ЕТКС «Тарифно-квалификационные характеристики работ и профессий рабочих рудоремонтных заводов и электромеханических мастерских предприятий и организаций угольной промышленности», М., 1973.
13. Если в дальнейшем будут вноситься поправки в тарифно-квалификационные характеристики работ, наименования профессий и разряды работ, указанные в данном сборнике норм, должны соответственно изменяться.
14. Выполнение работ рабочими не тех разрядов (квалификаций), которые указаны в тарифно-квалификационных характеристиках, не может служить основанием для изменения норм.
15. Приведенные в параграфах норм числовые значения факторов (длина, сечение, диаметр, вес и т.п.) при определении нормы времени не следует считать включительно.
Определение табличной нормы времени производится по одному из смежных значений факторов, которое ближе к фактическим параметрам (размерам).
Например, требуется определить норму времени на ручную ацетилено-кислородную резку круга диаметром 130 мм. Приведенный размер круга находится в интервале двух смежных значений факторов 120 и 150 (см. § 11). Искомая норма времени для заданного диаметра составит 0,025 часа, поскольку размер 130 ближе к 120, чем к 150.
В случаях, когда фактические параметры равны средним значениям смежных величин факторов, нормы времени определяются как средние между предусмотренными для этих величин факторов.
Например, норма времени на ручную ацетилено-кислородную резку круга диаметром 135 мм составит:
16. При внедрении в электромеханических мастерских предприятий и организаций угольной промышленности более совершенной, чем это предусмотрено в единых нормах, организации производства, труда, технологии ведения сварочных и газорезных работ, оборудования, оснастки и т.п., повышающих производительность труда рабочих, следует разрабатывать и вводить в установленном порядке более прогрессивные нормы, соответствующие уровню производства.
17. С введением единых норм времени на электросварочные работы и газовую резку металлов прекращают действие все ранее изданные сборники норм на эти виды работ за исключением случаев, предусмотренных пунктом 2 «Общей части».
ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИЕ УСЛОВИЯ ВЫПОЛНЕНИЯ РАБОТ
Едиными нормами времени предусмотрены следующие организационно-технические условия труда на рабочих местах при выполнении ручной электродуговой сварки и газовой резки металла:
При электросварочных работах
1. Выполнение сварочных работ на специально организованном рабочем месте (закрытые кабины), оборудованном в соответствии с правилами техники безопасности и промсанитарии, предусматривающими нормальную температуру и влажность воздуха, освещенность, средства индивидуальной защиты и т.п., с использованием соответствующего сварочного оборудования, средств организационно-технической оснастки и комплекта необходимого инструмента.
2. Обработка деталей и сборка узлов в полном соответствии с чертежами и техническими условиями на изготовление свариваемых изделий с соблюдением конструктивных элементов подготовки кромок изделия под сварку, установленных ГОСТом 5264-69.
3. Строгое соблюдение сварщиком заданных режимов, технологической последовательности сварки.
4. Изоляция света электрической дуги при электродуговой сварке путем перенесения электросварочных работ в закрытые кабины.
5. Наличие подъемно-поворотных приспособлений при сварке тяжелых изделий.
6. Получение технологической документации, установка или раскладка на рабочем месте необходимой технологической оснастки, инструмента в начале работы и уборка в конце смены исполнителем работы.
7. Доставка деталей и узлов, подлежащих сварке, на рабочее место сварщика, а также подача, кантовка, перестановка и уборка крупногабаритных тяжеловесных изделий с применением механизированных подъемно-транспортных средств вспомогательными рабочими.
8. При сварке в монтажных условиях, т.е. вне кабины, рабочее место должно быть защищено от ветра, дождя или снега и иметь ограждения.
9. Наличие заранее подготовленных лесов, подмостей (если это необходимо при сварке в монтажных условиях).
При газовой резке
1. Выполнение газорезательных работ внутри цеха на специально отведенном и соответственно оборудованном комплексом исправной аппаратуры и принадлежностями рабочем месте.
2. Наличие и применение для защиты глаз от лучей пламени очков со светофильтрами.
3. Закрепление эксплуатируемых резаков для ручной резки, редукторов, шлангов за определенными исполнителями.
4. Наличие на стационарных рабочих местах стоек с крючком или вилкой для подвески потушенных резаков во время перерывов в работе.
5. Наличие подъемно-поворотных приспособлении при резке тяжелых заготовок.
6. Доставка баллонов с газом к месту работы вспомогательными рабочими.
7. Обслуживание ацетиленового генератора вспомогательными рабочими.
8. Разметка контура детали (линий реза) производится без участия газорезчика.
9. Уборка шлака и отходов вспомогательными рабочими.
РАСЧЕТ НОРМ ВРЕМЕНИ
При пользовании параграфами норм неполного штучного времени расчет штучной нормы времени на выполненный объем работы (или изделие) производится по формуле:
где , , … — неполное штучное время на измеритель (1 м шва или реза, 1 стык, 1 рез, 1 фланец и т.п.), час;
, … — общая длина всех однотипных швов или резов (м) или количество однотипных резов, стыков и т.п. (шт.) на изделии или выполненном объеме работы;
— вспомогательное время на установку в приспособление или рабочее место изделий (узлов), поворот, снятие и их транспортировку при сварке или резке металлов, час (нормируется по табл.1 или 2 в зависимости от способа выполнения этих операций — вручную или краном).
Сколько стыков должен варить сварщик в день 57 трубы
ЕДИНЫЕ НОРМЫ И РАСЦЕНКИ НА СТРОИТЕЛЬНЫЕ,
МОНТАЖНЫЕ И РЕМОНТНО-СТРОИТЕЛЬНЫЕ РАБОТЫ
РАЗРАБОТАНЫ Центром по научной организации труда и управления в энергетическом строительстве (Энергостройтруд) с использованием нормативных материалов других министерств и ведомств под методическим руководством и при участии Центрального бюро нормативов по труду в строительстве (ЦБНТС) при ВНИПИ труда в строительстве Госстроя СССР.
Технология производства работ, предусмотренная в Выпуске, согласована с проектно-технологическим институтом Энергомонтажпроект, ВНИИМонтажспецстрой.
1. Выпуск содержит нормы на ручную дуговую сварку, прихватку, автоматическую сварку под флюсом и в среде углекислого газа, газовую сварку стыков труб и газовую резку труб, а также термообработку сварных соединений труб.
2. Нормами и расценками настоящего выпуска предусмотрено выполнение сварных соединений трубопроводов с соблюдением требований СНиП 3.05.05-84 «Технологическое оборудование и технологические трубопроводы», СНиП III-4-80 «Техника безопасности в строительстве».
3. Типы сварных соединений приняты в соответствии с ГОСТ 16037-80.
4. Тарификация работ произведена в соответствии с ЕТКС работ и профессий рабочих, вып. 2, разд. «Сварочные работы», утвержденным 16 января 1985 г., а другие работы тарифицируются по соответствующим выпускам и разделам ЕТКС.
5. Нормами выпуска учтена сварка монтажных соединений трубопроводов, скрепленных при сборке прихваткой.
Прихватка, выполняемая при сборке стыков трубопроводов, нормами на сварку не учтена и нормируется дополнительно.
Проварка ранее произведенных неудаляемых прихваток нормами учтена и дополнительной оплате не подлежит.
6. Нормами учтены и дополнительно не оплачиваются переходы рабочих в процессе работы на расстояние до 100 м с переноской сварочных материалов, кабелей, шлангов, инструментов и мелких приспособлений.
7. Обслуживание сварщиком газогенератора (доставка карбида кальция и воды, заправка и т.п.) или сварочного агрегата с двигателем внутреннего сгорания (заправка, пуск, смазка, наблюдение за работой и т.п.) нормами не учтено и, как правило, должно производиться машинистом. При обслуживании сварочного агрегата или газогенератора самим сварщиком Н.вр. и Расц. следует умножать на 1,2 (ВЧ-1).
8. Нормы и расценки настоящего выпуска предусматривают выполнение работ по месту монтажа трубопроводов. При выполнении работ на сборочной площадке или в цехе предмонтажных работ Н.вр. и Расц. следует умножать на 0,9 (ВЧ-2).
9. При выполнении работ в стесненных условиях или в неудобном положении к Н.вр. и Расц. выпуска могут применяться следующие поправочные коэффициенты: при работе в лотках, траншеях, на эстакадах, лесах, подмостях, при работе лежа или в согнутом положении, в случаях затруднительного доступа к свариваемому стыку — до 1,25 (ВЧ-3), при работе с навесных люлек и лестниц, а также с конструкций и оборудования, когда основным средством, предохраняющим от падения с высоты, является монтажный предохранительный пояс — до 1,5 (ВЧ-4).
Наличие указанных условий производства работ и величина поправочного коэффициента должны устанавливаться в каждом отдельном случае актом, утвержденным начальником строительства, строительно-монтажной (ремонтно-строительной) организации или руководителем предприятия, осуществляющего строительство хозяйственным способом, по согласованию с комитетом профсоюза.
10. Нормы и расценки настоящего выпуска рассчитаны на выполнение работ на высоте до 25 м от уровня земли. При работе на высоте св. 25 м Н.вр. и Расц. следует умножать на коэффициенты, помещенные в сборниках на монтаж оборудования.
11. При работе внутри трубопроводов Н.вр. и Расц. настоящего выпуска умножать на:
при диаметре трубопровода до 1 м — 1,5 (ВЧ-5);
при диаметре трубопровода св. 1 м — 1,3 (ВЧ-6);
при работе в боксах (помещениях АЭС) — 1,1 (ВЧ-7).
Наблюдение за сварщиком, работающим внутри трубопровода следует оплачивать дополнительно по ставке монтажника 3 разряда.
12. Нормами учитываются два положения стыков в пространстве: горизонтальное — при вертикальном положении трубопровода и вертикальное — при горизонтальном положении трубопровода.
Сварку стыков трубопроводов, расположенных наклонно к горизонтали, под углом до 45°, следует нормировать как сварку вертикальных стыков, а под углом св. 45° и до 90° — как сварку горизонтальных стыков.
13. Нормами предусмотрены сварка и резка прямых стыков (перпендикулярных к оси трубы). При сварке и резке косых стыков, а также сварке патрубков под углом 45-60° к оси трубопровода Н.вр. и Расц. умножать на 1,15 (ВЧ-8).
14. Приварку к трубам встык арматуры, литых фасонных деталей и фланцев следует нормировать как сварку труб соответствующего диаметра с умножением Н.вр. и Расц. на 1,15 (ВЧ-9).
15. При сварке нескольких близко расположенных ниток трубопроводов, что затрудняет манипулирование электрододержателем при сварке, а также затрудняет наблюдение сварщика за процессом сварки Н.вр. и Расц. умножать на 1,25 (ВЧ-10), при сварке пучка труб Н.вр. и Расц. умножать на 1,4 (ВЧ-11).
16. При сварке, резке и прихватке трубопроводов на местности с уклоном к горизонтали св. 25° Н.вр. и Расц. следует умножать на 1,15 (ВЧ-12).
17. Сварку трубопроводов с подогревом зоны сварки следует нормировать по соответствующим параграфам настоящего выпуска с умножением Н.вр. и Расц. до 1,35 (ВЧ-13). Конкретная величина коэффициента устанавливается на месте в зависимости от производственных условий.
Подогрев зоны сварки нормами на сварку не учтен и нормируется дополнительно.
18. Поворачивание труб в процессе сварки, резки или прихватки Н.вр. и Расц. не предусмотрено и оплачивается особо.
19. При сварке, резке и прихватке труб малых диаметров (до 76 мм) при количестве стыков (или резов) до 10 в одной партии Н.вр. и Расц. соответствующих параграфов умножать на коэффициент до 1,5 (ВЧ-14).
20. При выполнении сварочных и газорезательных работ в болотистой местности Н.вр. и Расц. умножать на коэффициент от 1,1 до 1,2 (ВЧ-15), а в зоне сыпучих песков от 1,1 до 1,15 (ВЧ-16).
21. Расценки выпуска посчитаны без учета доплат за работу с вредными и особо вредными условиями труда.
22. В зависимости от сложности выполняемых работ для каждой нормы приведено несколько расценок, соответствующих разряду работы. Разряды работ указаны по ЕТКС работ и профессий рабочих, вып. 2.
Тарификацию работ следует производить в соответствии с данными, приведенными в таблице:
ЕНиР на сваривание металлоконструкций и трубопроводов
Единые нормы и расценки (ЕНиР) — это специально разработанный инженерами-исследователями нормативный документ, в котором четко указаны нормы всех типов сварных конструкций, выполненных разными видами сваривания.
Сборник ЕНиР на сварочные работы состоит из двух больших разделов. В первом с максимальной точностью обозначены нормы сварки металлоконструкций при возведении конструкций зданий и сооружений, второй — требования при соединении отдельных труб в цельные трубопроводы.
Нормативные требования и расчеты при создании сварных металлоконструкций
Создание металлоконструкций ручным дуговым методом
Чтобы металлические изделия соответствовали ЕНиР сварочные работы выполнять нужно с соблюдением определенных этапов:
- включение оборудования и настройка всех параметров, в том числе и основного рабочего режима;
- подготовка к свариванию всех элементов и деталей, тщательная очистка металла в местах соединения от следов масла и других загрязнений;
- процесс сваривания элементов в цельные конструкции;
- удаление корочки из возникших в рабочем процессе шлаков со сварочных швов;
- контроль соединений на предмет прочности, наличия или отсутствия дефектов.
В зависимости от формы кромок и толщины используются разные электроды. Нередко диаметр используемых электродов указан в технологической карте изделий или выполненных перед свариванием чертежах. Что касается марок, то по рекомендациям ЕНиР сварка будет более качественной и надежной при использовании электродов с маркировкой ОЗС-4, 21, 18, 17Н; ВСФ-5У и 65У; УОНИ-13/85; АНО-11 и 14; АНП-2; НИАТ-ЗМ.
Этот перечень не является строгим ограничением, сварщик может работать и с другими марки, умножая при этом расценки и нормы на обозначенные документом коэффициенты.
На картинке ниже показаны самые распространенные виды стыковых соединений, которые созданы в разных положениях:
- а) в нижнем;
- б) в горизонтальном;
- в) в вертикальном — нахлесточные швы;
- г) тавровые и нахлестные стыки — в потолочном;
- д) в нижнем — нахлесточные швы;
- е) в потолочном;
- ж) угловые стыки в потолочном;
- з) угловые в нижнем положении.
Ниже приведена таблица, в соответствии с которой нужно рассчитывать тарифы на сварные работы.

Механизированная и автоматическая сварка под флюсом
В соответствии ЕНиР сварка металлоконструкций, выполняемая непосредственно в цеху или в помещении завода дуговой автоматической или механизированной сваркой под флюсом должна происходить только в нижнем положении. Порядок работ следующий:
- включение полуавтоматического аппарата;
- тщательная подготовка металлических поверхностей: очищение кромок, снятие коррозионных образований и грязи;
- заполнение флюса порошкообразным составом;
- установка в мундштук и в подающий механизм проволоки, применяя для этого специализированные бобины;
выбор оптимального сварного режима; - работы по свариванию элементов;
- выдергивание установленной ранее проволоки из всех механизмов;
- изъятие шлаковых образований;
- контроль и измерение швов на соответствие параметрам.
Следуя требованиям ЕНиР 1 22 1 сварочные работы проводятся с применением присадочной проволоки, диаметр которой для автоматического оборудования не превышает 5 мм, при механизированном процессе — 2 мм.
Рассчитать тарифы по ЕНиР на сварочные работы металлоконструкций можно с помощью приведенных ниже таблицы.
Сварка с помощью порошковой проволоки
Работы с использованием порошковой проволоки выполняются механизированным методикой в таком же порядке, как и два описанных выше типа сварки. Только в данном варианте на вертушку полуавтомата устанавливается бобина с намотанной на нее проволокой, после чего осуществляется установка провода в электродержатель. По мере необходимости производится замена мундштука. Диаметр проволочного материала не должен превышать 3 мм.
По правилам ЕНиР сварочные работы металлоконструкций следует выполнять в нижнем пространственном расположении. При сваривании изделий в ограниченном пространстве или в уличных условиях допускаются отклонения от установленных документов норм.
Тарифы рассчитываются по таблице, приведенной ниже.
Сваривание механизированным способом в среде углекислого газа
После включения аппарата настраивается сила тока и выбирается нужный режим сварки. Все подлежащие свариванию детали тщательно очищаются от следов мала, грязи и ржавчины, зачищаются кромки. Устанавливается бобина с проволокой, газовый баллон, продуваются шланги и после этого можно приступать к сварке.
После извлечения проволоки и устранения шлака измеряются размеры шва и проводится визуальный контроль.
Таблица для расчета тарифов приведена ниже.
Газовая резка
В соответствии ЕНиР 22 выпуск 1 сварочные работы посредством ручной газовой резки проводятся в следующем порядке:
- проверяются и устанавливаются газовые баллоны;
- регулируются резаки;
- выполняется тестовая резка и если все нормально проводится резка стали;
- перекрывается подача газа, шланги отключаются.
В такой же последовательности осуществляется механизированная газовая резка, только в этом случае необходимо отрегулировать рабочий режим. Ниже приведена таблица, по которой проводятся расчеты тарифов газовой резки.
Сварка трубопроводов
Нормы сварки стыков трубопроводов подробно описаны во втором выпуске ЕНиР. Здесь четко определены требования к ручной дуговой сварке, автоматической в среде углекислого газа и под флюсом, газовую резку и сваривание стыков, термообработку сварных соединений.
Тарификация работ производится по ЕНиР «сварка трубопроводов» на основании приведенной ниже таблицы.
Ручная дуговая сварка
ЕНиР 22 2 «сварочные работы трубопроводов» ручным дуговым методом предусматривает применение электродов конкретных марок, перечень которых можно посмотреть в тексте самого документа. При использовании электродов других модификаций следует учитывать указанные в таблице коэффициенты.
Газовая сварка
Работы начинаются с подготовки баллонов, присоединением к ним горелки и продувкой шлангов. Кромки необходимо очистить от грязи и пыли. Зажечь горелку, отрегулировать пламя и приступать к свариванию.
В зависимости от размера трубопровода по диаметру по ЕНиР 22 2 на сварочные работы расценки и нормы времени на один стык указаны в таблицах.
Сварка под флюсом автоматическая
Нормами предусмотрено использование электродной проволоки, диаметр которой составляет 2 мм. Свариванию подлежат собранные в звенья трубы 11-12 метров в длину. Тарификацию и нормы времени можно посмотреть в таблицах непосредственно в документе ЕНиР, которые приведены в отдельности для каждого типа сварочной установки.
Сварка в среде углекислого газа стальных трубопроводов автоматическим методом
Согласно норм, обусловленных ЕНиР 22, сварочные работы проводятся для соединения трубных узлов и звеньев труб из углеродистых и легированных сталей при поворотном положении стыка. Рекомендовано использовать автоматы типов ТГС-7, ТГС-6 и ТГС-5.
Рабочий процесс осуществляется по следующей схеме:
- звенья, собранные на специальных электроприхватках укладываются на роликовые опоры и прочно закрепляются во вращательном устройстве;
- сварочная головка укладывается на стык с одновременным регулированием режима;
- запускается вращатель;
- выполняется сваривание;
- далее головка с одного стыка снимается и перемещается на другой;
- механизм вращения выключается;
- проводится клеймение швов;
- звенья снимаются с опор.
В процессе сваривания расстояние переходов составляет до 25 метров.
Как рассчитать нормы времени
Чтобы установить с точностью до минуты нормы времени на сварку стыков трубопроводов первое что нужно сделать — это измерить длину стыковых соединений каждого отдельного элемента. Поскольку швов есть много, то каждый рассчитывается отдельно по формуле:
- Тосн = I/Vсв, где Тосн — затрачиваемое на создание одного соединения время;
- I — длина;
- V — скорость сварного процесса. В большинстве случаев применяется постоянный показатель, составляющий 6 м/ч. Но здесь следует учитывать, что по-разному происходит сваривание разных по составу металлов.
В качестве примера приведен расчет с постоянной величиной. Если имеется 4 шва с длиной (в см) 40, 35, 20 и 10, то норму времени узнать не составит труда. Методом деления мы получаем соответственно (в минутах) 6,6; 5,83 мин; 3,33 мин; 1,66 мин.
Общее время определяется суммарно и составляет в конкретном случае 17,42 минуты. Это временные затраты на сам сварочный процесс, но еще нужно рассчитать осмотр сварного шва, используя для этого формулу: Тизм = 0,35 умножаем на 17,42 (общее время) и получаем 6,097 минут.
Кроме этого дополнительное время потребуется на подготовки соединений. Узнать его можно умножая длину всех швов на 0,6. Согласно нашего примера длина составляет 1,05 м и для очистки одного метра стыков потребуется 0,63 мин. Примерно 5% от определенного Тосн предоставляется сварщику на подготовительные работы, а это — 0,87 минуты. Также при длительном рабочем периоде следует учесть кратковременные перерывы на отдых (10% от общего времени).
Получается, что для создания четырех стыков длиной 1,05 метра временные затраты составляют 26 минут с учетом отдыха, сварочных работ, подготовки оборудования и применяемых для создания металлоконструкций элементов.
Интересное видео
Норма времени сварки труб, как основополагающая особенность в организации сварочных работ
Сварочные работы не могут быть начаты, если не определены нормы времени. Нормы времени на сварочные работы необходимы, так как без них невозможно узнать, сколько минут или часов, требуется работнику на подготовку, а также сварку.
На предприятии расчет времени делают по специальной форме, она помогает определить, сколько минут необходимо затратить, на каждое изделие подвергаемое сварочным работам.
Затем все часы должны плюсовать, и получается общая сумма рабочего времени, которая будет оплачена, так как квалифицированный сварщик обычно работает по сдельной оплате.
Как делают расчет
Измеряется каждое изделие по месту будущего сварочного шва. Полученная сумма делится на скорость работы, то есть, с какой скоростью сварщик производит действия. Швов, конечно, получается много, поэтому каждый шов имеет свою длину и должен рассчитываться по отдельности. Приводим пример:
Формула для расчета нормы времени на сварочные работы: Tосн = l/Vсв
- Tосн — это время сварки одного шва
- l это длина шва
- V Это скорость сварки (имеется постоянная величина 6 метров в час), но каждый металл сваривается по-разному, один быстрей другой медленней. Например, углеродистая сталь варится легко.
Теперь измеряем швы, например:
- 1 шов 40 сантиметров
- 2 шов 35 сантиметров
- 3 шов 20 сантиметров
- 4 шов 10 сантиметров
- Tосн1 = 40/6 = 6, 6 мин.
- Tосн2 = 35/6 = 5, 83 мин.
- Tосн3 = 20/6 = 3, 33 мин.
- Tосн4 = 10/6 = 1, 66 мин.
Tобщ = 17, 42 мин. Это время работы, а еще необходимо произвести расчет осмотра шва и его изменения. Формула Tизм = 0, 35 * Tобщ в нашем случае 6, 097 мин.
Затем необходимо зачистить шов, расчет времени Tзач = 0, 6 * 1, 05 = 0, 63; 0, 6 мин. на 1 метр шва. В нашем случае общее количество метров 1, 05. Получается, что на осмотр всех швов, и на их чистку необходимо затратить 0, 63 минуты.
На подготовительные работы выделяют время, 5% от общего, получается: 0, 87 мин.
Время на отдых после каждой работы рассчитывается по формуле Tотд = 0, 1 * 17 = 1, 7 мин. В общем, от общего количества времени выделяют 10% на отдых.
Итоговый вывод, нормы времени на сварочные работы.
У нас получилось, что на 1 м. 0, 5 см. рабочему необходимо времени 26 минут. В это время входит подготовка рабочего инструмента, сварочная работа, зачистка шва и отдых. Таким образом, на предприятии производится расчет полного рабочего дня квалифицированного сварщика, с точностью до минуты.
Необходимо обязательно учитывать скорость сварочных работ, для этого расчета взята постоянная величина, но она может быть и 3, 6 метров в час и 2 метра в час, так как есть металл трудно поддающийся сварке.
Норма времени сварочных работ как основа трудового процесса
Сварочные генераторы – инструмент, незаменимый для выполнения качественной ручной сварки штучными электродами. Сварочный генератор устроен таким образом, чтобы в процессе работы сила сварочного тока сохранялась практически неизменной, то есть, не зависела от длины сварочной дуги, которая может изменяться довольно медленно, в зависимости от скорости движения руки сварщика. Только это условие позволит дуге находиться постоянно в состоянии горения.
Сварочные работы требуют хорошо оборудованного рабочего места. Деревянная столешница для таких работ явно не подойдет. В этой статье мы расскажем вам о том, как можно при небольших затратах времени и средств собрать стальной сварочный стол своими руками.
В этой статье речь пойдет об охране труда и безопасности во время сварочного процесса. Детально остановимся на травмоопасных ситуациях, которые можно избежать, соблюдая правила техники безопасности. А также расскажем о правилах охраны труда сварщиков.
Важность для расчета качества материала
Сварщику в соответствии с квалификационными возможностями приходится работать с разнохарактерными материалами. Это существенно сказывается на норме времени сварочных работ.
Принято выделять несколько основных групп, отличающихся содержанием химических компонентов и назначением. Например, к группе М01 относят конструкционные стальные сплавы с углеродистым и низколегированным составом. Предел текучести этих материалов не превышает 360 МП.
По мере увеличения значения цифры в маркировке улучшаются характеристики сплавов. Так в класс М07 внесены арматурные стали, предназначенные для изготовления железобетонных конструкций. При расчете норм времени на проведение сварочных работ качество материалов имеет принципиальное значение.
Нормы ручной и автоматической сварки трубопроводов
Добавить в закладкиВерсия для печати
Для неразъемного соединения трубопроводов чаще всего используется термическое воздействие на коммуникации. Автоматическая и полуавтоматическая сварка трубопроводов проводится по специальной технологии, которая несколько отличается от других аналогичных работы.
Виды сварки и её использование
Существует довольно большое количество видов сварки для трубопроводов, каждая технология имеет собственные особенности. Используются:
- Ручная газовая в среде защитных газов;
- Ручная электродуговая;
- Автоматическая и полуавтоматическая.
Ручная сварка является наиболее доступной простым обывателям. Оборудование для её проведения стоит довольно доступно. Но из-за того что приходится постоянно контролировать нагревающий элемент, может наблюдаться некоторая неровность швов и низкое качество работы в целом. Поэтому автоматическая электросварка стальных трубопроводов пользуется большей популярностью у специалистов.
Фото – аргоновая сварка
Эта методика проводится как на постоянном, так и на переменном токе. Но в зависимости от показателей электричества могут изменяться требования к проведению процесса.
Так, при работе на переменном токе к электроду подводят плюсовой провод инвертора, а к обрабатываемым стыкам – минусовой. Это соединение носит название с обратной полярностью и применяется для любых металлических стыков (стальных, медных).
Прямопорциональным является крепление с прямой полярностью. Здесь плюс отводится на деталь, а минус на инвертор.
Фото – сварной шов на алюминии
При этом нужно учитывать, что при выполнении технологических процессов на переменном токе Вы экономите затраты на сварку. Также значительно дешевле такое оборудование, т. к. зачастую обладает меньшей мощностью.
Фото – обработка трубопроводов
Также все сварочные процессы подразделяются на две большие группы:
Для магистральных, промысловых и бытовых трубопроводов (для котлов, сосудов, паро-, теплоснабжающего оборудования, газа и водоснабжения) используется дуговая и ручная сварка плавлением. А также для соединения труб РТМ и т. д. Сюда относятся следующие подтипы:
- Электродуговая газовая. Она выполняется при помощи специальных газов. Благодаря наличию окисляющих и охлаждающих компонентов отлично подходит для срочно обработки
- Электродуговая сварка флюсов. Эта технология производится специальной проволокой, которая образовывает прочную поверхность над швом. Удобная в использовании и очень доступная. В отличие от газовой для неё не требуется покупать специальное оборудование, просто нужно приобрести в специальных магазинах флюс;
- Ручная;
- Орбитальная для неповоротных стыков;
- Электрошлаковая. Вместо флюса используется так называемый шлак;
- Газовая.
Как определить нормы времени на сварку
Оценка результативности производственной деятельности сварщика, расчет оплаты его труда проводится с учетом норм времени на сварочные работы.
Временной показатель зависит от нескольких факторов: квалификации исполнителя, группы свариваемого материала, вида шовного соединения, рабочих условий, оборудования.
Основы расчета
Оценивая норму временные затраты, следует учитывать все виды деятельности сварщика. Можно условно разделить работу на несколько этапов:
- к основным процедурам следует отнести заготовку, предварительную обработку, сборку, непосредственно сварку и заключительную отделку, необходимую для получения полноценной продукции;
- вспомогательные операции состоят из контроля состояния полученного изделия и доставка его на предназначенное место;
- на обслуживание сварки, организацию условий для правильного хранения материалов и устройств требуется дополнительное время.
Нормы времени на проведение основного комплекса сварочных работ учитывают временные затраты на подготовку всех необходимых материалов, деталей; приведение оборудования и вспомогательных средств в рабочее состояние.
Важный фактор для расчета норм времени – промежуток, в течение которого инициирована рабочая зона. Примером может служить время горения дуги.
Основные виды сварочных работ сопровождаются обязательной вспомогательной деятельностью. Нужно сменить электрод, осмотреть внимательно шов, при необходимости подготовить кромку.
Все основные и вспомогательные процедуры составляют оперативное время сварки. Откладывать их без ущерба для результата невозможно.
Оптимальная скорость
Количественный расчет нормы временных затрат определяет скорость сварки, которая должна обеспечивать получение качественного шва. В преобладающей мере она зависит от двух значений: толщины изделия и сварочного шва. Работать нужно так, чтобы жидкий расплав не переполнял рабочую ванну, не образовывал наплывов, плавно переходил к основной части деталей.
Превышение или уменьшение скорости приводит к резкому ухудшению качества работы, изменяя время сварки. При оптимальной скорости шов получается достаточно глубоким, но не очень широким.
Это гарантирует соответствие нормам качества. Для ручной дуговой сварки лучший результат обычно дают сварочные работы, проводимые со скоростью 30-40 м/час.
Значения нормы могут меняться в зависимости от специфики материала. При полуавтоматической сварке показатели скорости зачастую бывают выше. Это понятно и объяснимо спецификой используемого оборудования.
Важность для расчета качества материала
Сварщику в соответствии с квалификационными возможностями приходится работать с разнохарактерными материалами. Это существенно сказывается на норме времени сварочных работ.
Принято выделять несколько основных групп, отличающихся содержанием химических компонентов и назначением. Например, к группе М01 относят конструкционные стальные сплавы с углеродистым и низколегированным составом. Предел текучести этих материалов не превышает 360 МП.
По мере увеличения значения цифры в маркировке улучшаются характеристики сплавов. Так в класс М07 внесены арматурные стали, предназначенные для изготовления железобетонных конструкций. При расчете норм времени на проведение сварочных работ качество материалов имеет принципиальное значение.
Оптимальная скорость
Количественный расчет нормы временных затрат определяет скорость сварки, которая должна обеспечивать получение качественного шва. В преобладающей мере она зависит от двух значений: толщины изделия и сварочного шва. Работать нужно так, чтобы жидкий расплав не переполнял рабочую ванну, не образовывал наплывов, плавно переходил к основной части деталей.

Превышение или уменьшение скорости приводит к резкому ухудшению качества работы, изменяя время сварки. При оптимальной скорости шов получается достаточно глубоким, но не очень широким.
Это гарантирует соответствие нормам качества. Для ручной дуговой сварки лучший результат обычно дают сварочные работы, проводимые со скоростью 30-40 м/час.
Значения нормы могут меняться в зависимости от специфики материала. При полуавтоматической сварке показатели скорости зачастую бывают выше. Это понятно и объяснимо спецификой используемого оборудования.
норма сварщика в день
Варим изделие металл 40 мм, УОНИ 13/55, катет 20.За 8 часов варю 5 метров шва в общем. Норму считать не хотят. На моё качество и количество жалоб от ОТК нет. Вопрос катет 20, 5 метров за 8 часов это мало или нет?
Младший сектант Форсаж
В течении дня гляну расценки по трудозатратам.
Варим изделие металл 40 мм, УОНИ 13/55, катет 20.За 8 часов варю 5 метров шва в общем. Норму считать не хотят. На моё качество и количество жалоб от ОТК нет. Вопрос катет 20, 5 метров за 8 часов это мало или нет?
А как название металл конструкции и примерный вес?
В течении дня гляну расценки по трудозатратам.
А как название металл конструкции и примерный вес?
Название металла сейчас не могу сказать выходной, а вес 7 тон. Это сетчатая конструкция для обогатительной фабрики для сортировки угля.
Младший сектант Форсаж
Не название металла не надо я имел ввиду виду название металлической конструкции.
Младший сектант Форсаж
Ну вот смотрите, не претендую на точность расценки, но нашел такую Электродуговая сварка при монтаже одноэтажных строительных конструкций
Рабочий строитель среднего разряда 5,7 — 35,79 человеко часов на 10 тонн конструкции. Из них на сварку 33,29 чел.час.
Высчитываем для 7 тонн — 23,3 чел часов.
Значит 7 тонную конструкцию необходимо сварить за три рабочих дня без перерыва на обед, с перерывом за 3,5 раб дня.
Оговорюсь расчет примерный — тапкой не кидать. Если поправка будет то на толщину металла, скорее всего она в этой расценке не учтена.
Читайте также:
- Плохо коммунисты трубы кладут
- Ремонт в ванной бюджетный вариант
- Jika zeta унитаз размеры
- Чистка колодцев в талдоме
- Как прикрепить ванну к плитке
Источник https://mdmetalla.ru/svarka/skolko-metrov-svarochnogo-shva-dolzhen-varit-svarschik-za-smenu-po-gostu.html
Источник https://umelyeruki.ru/svarka-truboprovodov-normy-vremeni-v-chem/
Источник https://stroitelstvo-gid.ru/santehnika/skolko-stykov-dolzhen-varit-svarschik-v-den-57-truby.html




