Линия автоматической штамповки
Автоматизированные штамповочные линии, штамповочные комплексы — это разработки конструкторского отдела Станкостроительного объединения «ПРЕССМАШ», внедренные в процесс штамповки на кривошипных прессах. Штамповочные комплексы выпускаются под контролем ведущих инженеров-проектировщиков, которые специализируются на данном оборудовании.

Уникальность линий ПРЕССМАШ
Все средства автоматизации штамповки и штамповая оснастка проходят многоуровневый контроль качества:
- первые тесты – на одиночных ходах испытания штампа в инструментальном цеху,
- вторые испытания — в автоматическом режиме в составе линии после окончательной сборки в сборочном цеху с приемкой ОТК;
- окончательная сдача всей линии у Заказчика при выполнении пуско-наладочных работ.
Важные преимущества
- В наших серво-валковых устройствах подачи ленты применен планетарный редуктор, соединенный с серво-двигателем. Вся нагрузка остается на редукторе, который подобран с запасом — энерго и фактической прочности.
- Верхние и нижние валки правильно-подающего устройства связаны безлюфтовым соединением – передачей мощности. Шестерен нет, соответственно нет деталей, которые изнашиваются, требует ремонта или обслуживания длительный срок.
- Валки подающие и валки правильной клети имеют степень Закалки 52-55HRC, при этом они легкие. Маховая масса небольшая – в 2 раза ниже, чем у конкурентов, а твердость выше! Поэтому лента «не съедает» валки. Их вес подобран таким образом, что для продвижения заготовки не требуется прикладывать большое усилие.
- Мы можем полностью автоматизировать процесс производства вашей детали за счет применения пневматических цилиндров, роботов и серво-устройств. При этом прессы эргономично состыкованы в единую производственную линию. Автоматизация встроена в линию и не мешает замене штампов, все сделано для того, чтобы быстро переналаживать оборудование, сохранив точность и жесткость конструкции.
Каждая линия штамповки гарантирует быструю окупаемость и благодаря своей высокой производительности увеличивает прибыль предприятия.
Состав линии
- Кривошипный пресс усилием от 6,3 т. до 250 т., модели КД 2122, КД2124, КД2126, КД2128, КД2130, КЕ2130, КД2132, КД2134 (изготовлен в специальном исполнении на нашем производстве).
- Серво-валковое подающее устройство (СВП) или Серво-валковое правильно-подающее устройство (СВП_П) для кривошипных прессов КД2122, КД2124, КД2126, КД2128, КД2130, КД2132, КД2134, шириной от 50мм до 600мм. Также проектируем и изготавливаем других типов и размеров на заказ.
- Разматывающий модуль.
- Размотчик приводной.
- Шкаф управления линией и прессом.
| Модели | СВП100-600 | СВП100-600П |
| Серводвигатель | Выходной момент сил…….9,5Nm Скорость…………….. 5000 об/мин | |
| Система ЧПУ и Экран панели управления | есть | |
| Редуктор | Планетарный есть | |
| Максимум ширина рулона | 100 – 600 мм | |
| Минимум-Максимум толщина ленты | 0,2 – 5мм | |
| Правильное устройство | Нет | На трех валках |
| Устройство центрирования ленты | Нет | Есть |
| Проводка для удержания ленты от изгиба перед штампом | Нет | Есть |
| Длина шага подачи | Неограничен | |
| Прижим валов | Прижим винтовой независимый | |
| Твёрдость валков подачи и правильного устройства | HRC … 52 -56 ед. | |
| Максимум скорость | 35 м/мин | |
| Точность подачи | ± 0,03 (при любой толщине) | |
| Вертикальный ход корпуса для регулировки высоты выхода ленты | 100мм. | |
| Напряжение | 380V | |
- Монтажная плита для прикрепления подающего устройства на пресс – включена.
- Датчик синхронизации подающего устройства с прессом – включен.
- Управление работой автоматического задающего устройства с пульта на центральном сенсорном дисплее, также отдельными кнопками, независимое опускание валков. При начале работы или после смены рулона, нажатии кнопки «СТАРТ», валки смыкаются автоматически по заранее запомненным зонам.
- При осуществлении команды «СТОП» – Валки автоматически всплывают в крайнее верхнее положение автоматического задающего устройства.
- Система остановки при проскальзывании валков, что является дополнительной системой безопасности, страховки оборудования от поломок.

РАЗМАТЫВАЮЩИЙ МОДУЛЬ
Устройство с системами защиты от распушения рулона и автоматическим торможением. Модуль оснащен датчиками и управляется программой с основного пульта линии.

РАЗМОТЧИК ПРИВОДНОЙ
| Высота оси | 900 мм |
| Питание | Сеть переменного тока 380 В, частота 50 Гц, потребляемая мощность в зависимости от ширины рулона |
| Параметры рулона | |
| Ширина | от 100 до 600 ± 10 мм |
| Внутренний диаметр рулона | 540 или 640 мм.(с проставками) |
| Скорость вращения Вала | 0-25 об/мин |
| Тип привода | Частотно – регулируемый, асинхронный |
| Режимы работы | Автоматический – с остановками по провису петли, для контроля укомплектован стойкой с датчиками нижнего положения петли и верхним для аварийной остановки |
| Ручной, от кнопки | |
| Режим реверса | |
| Тип зажима рулонов (в зависимости от комплектации) | Ручной, с помощью винта |
| Автоматический от кнопки | |
| Габаритные размеры | Длина – 1200 мм Ширина – 1200 мм Высота – 1200 мм |
Наша компания разрабатывает и выпускает разматыватель рулона со встроенным правильным устройством на пять валков.
Опции:

- Подъемная транспортировочная тележка;
- Ручной зажим рулона;
- Электрический зажим рулона;
- Пневматический зажим рулона;
- Система автоматического контроля натяжения полосы;
- Антираспушитель рулона и другие опции по требования Заказчика.
ШКАФ УПРАВЛЕНИЯ ЛИНИЕЙ И ПРЕССОМ
Шкаф управления с программным устройством позволяет:
- использовать линию для любых типов изделий по длине;
- задавать разные шаги по программе;
- работать в автоматическом и полуавтоматическом режимах работы;
- оператору отслеживать неисправности и другую необходимую информацию о работе всей линии на специальном дисплее.
Модуль «Связь», встраиваемый в электронику шкафа (контроллер) обеспечивает удаленный доступ к управлению работы линии. Если такой модуль установлен, специалисты могут удаленно, через компьютер:
- перенастраивать параметры работы линии(величина ходов, шаг);
- синхронизировать работу пресса с другими средствами автоматизации процесса штамповки;
- устранять неисправности связанные с электроникой;
- проводить диагностику работы всей линии, получать сведения об объеме проделанной работы, ходах, времени, счетчике изделий.
На дисплей шкафа управления выводится информация:

- счетчик ходов;
- индикация ошибок;
- все настройки, параметры работы линии.
Гарантируем результат
Все штампы для наших штамповочных комплексов мы разрабатываем, проектируем и изготавливаем сами. Все автоматические линии проходят предварительную приемку при штамповке на автоматических ходах на нашем производстве до отгрузки.
Заказывая линию автоматической штамповки, штамповочный комплекс в Станкостроительном Объединении «ПРЕССМАШ», Вы получаете готовую технологию автоматической штамповки изделий, с гарантированным результатом!
Производство профиля
Линия производства профиля предназначена для изготовления оцинкованного металлического профиля, который применяется в устройствах конструкций в строительной промышленности. Как заготовку используют полосу той же длины и нужной ширины, или штрипс необходимой длины. На финале, выходит, стандартизированный профиль размерами: 61х28 или 29х28, ширина профиля 124 миллиметра и 82 миллиметра.
Линии производства профиля состоят:

- Профилегибочный модуль;
- Стационарный рез;
- Летучий рез;
- Пневматическая гильотина (для перпендикулярной резки продукта в процессе профилирования);
- Автоматическая система управления.
Сенсорная опциональная панель у оператора к автоматической системе управления очень облегчает процесс контроля и ввода параметров. Также позволит внести в память станка до 11 разных программ производства (количество и длину профиля). В дополнение, есть возможность установки устройства для нанесения насечки на профиль параметрами 61х28. Также устройство пробивок отверстий на профилях параметрами 29х28.

В эксплуатации линий производства профилей из полос необходимой длины и ширины пропадает необходимость в пневматической гильотине и автоматической системе управления. Это значительно снизит стоимость техники для производства профиля, а также снизится и продуктивность. В процессе работы есть необходимость в одном человеке. Оператору необходимо заправить полосу, задать автоматической системе управления режим работы (количество, длину продукта и скорость). Устройство летучего реза позволит увеличить эффективность автоматических линий профиля на 26-31% в сравнении со стационарным резом, а также на 52% в сравнении со станком без автоматической системы управления. Тем самым уменьшается себестоимость получаемого изделия, это делает изготовления профиля очень перспективной отраслью. Ассортимент линии для производства профилей, цена которой примерно 580–600 тысяч рублей, очень большой.
Оборудование для производства профиля
Подобрать оборудование для изготовления профиля необходимо правильно. Несмотря на то что технологии его производства особенно просты.

Сталь разрезается на ленту определенной длины, которая в последующем филируется. При этом используют только две линии. Одна линия необходима для резки, следующая для профилирования, соответственно. Сложность состоит в том, что технику нужно подбирать, учитывая производственную необходимость. То есть, на линии детерминированного образца необходимо изготовить лишь один определенный вид профилей. Исходя из этого, покупая оборудование необходимо определить техническую характеристику типов металлопрофилей, которые будут изготавливаться в последующем. При возможности производитель может приобрести линию, где рулонный металл нарезается на ленту, или как называют штрипс. А также на лист нужной ширины, который часто используется при изготовлении профиля.

Тем не менее будет более целесообразно найти стабильных поставщиков штрипса. Это, может, в большей мере уменьшить размеры инвестиции. Линия для производства профилей для гипсокартона имеет основную комплектацию, которая предназначается для производства каркасов. Она может иметь цену от 1 520 тыс. до 1 960 тыс. руб. Чтобы приобрести вспомогательное оборудование нужно потратить около 20 000 руб. При наличии линий для нарезки можно включить в ассортимент услугу для клиентов – нарезка металлического рулона. Техника, предназначенная для профилирования, имеет отличие в очень крупных размерах. Протяжность данной линии может достигать нескольких десятков метров. Чтобы освоить лишь один тип профиля затрачивается около 550 000 рублей. Если говорить о капитальном вложении, то одна линия российского производства стоит около 3 640 000 руб. Иностранное оборудование нужно стоит 4 550 000 руб. Для сервиса данной техники нужен только один оператор, специалист, а также один рабочий подсобного порядка. Чтобы начать выпуск профиля, необходимо вначале приобрести оборудование и взять в аренду помещение. По статистике, общая сумма вложений в изготовление профиля составляет около 605 000 рублей, а иногда выше. Окупиться производство должно через 3–4 года.
Производство профильных труб

Линия для производства профильной трубы работает только в автоматическом распорядке. Численность клетей может обеспечить высококачественный прокат любого из видов труб. Узел обреза кромки и узел сварки делают идеальные швы. Отрезной летучий нож позволит обрезать профильные трубы при большой скорости. Данную линию профильных труб обслуживают два человека. Эти специалисты задают длину и количество финальной трубы.
Комплекс линии для производства профильных труб:

- Механический разматыватель.
- Автоматический разматыватель, накопитель (двух стоечный).
- Формовка (узлы проката в круглой трубе).
- Узлы сварки.
- Узлы срезов кромки (сварного шва).
- Охлаждение.
- Калибровка (узлы проката в профильной трубе).
- Отрезной летучий нож.
Мощность данной линии 150 кВт. Одно из ключевых преимуществ Pin-Up — это щедрые бонусы, повышающие шансы на крупный выигрыш. Казино Pin-Up https://pin-up-casino.win/reg предлагает следующие бонусы: приветственный бонус до 500 евро, доступный сразу после регистрации и внесения первого депозита. Вы получите 120%, если сделаете первый депозит в течение часа после регистрации. В противном случае — 100%. Чтобы вывести средства, выигранные с помощью бонуса, сначала необходимо отыграть их x50 раз в течение 72 часов; 250 FS, если ваш первый депозит превышает 50 EUR. 50 FS будут доступны.
Линия изготовления трубы может производить следующие виды труб:
- круглый (диаметр до 37 мм.);
- квадратный (диаметр до 31х31);
- прямоугольный (диаметр до 21х41).
Чтобы запустить линию трубы необходимо осуществить фундаментную работу: подвести 150 кВт, обладать готовым штрипсом, ширина которого до 125 мм.
Линия по производству профильной трубы, цена которой от 12 000 000 рублей, может изготовить профильную трубу из низколегированной стали
Производство ПВХ профилей

ПВХ линия производство профилей и технология, которая используется оборудованием, состоит в следующем.
- ПВХ-смола и примеси загружают в специальную емкость.
- Нынешняя китайская техника для изготовления профилей ПВХ применяет автоматическую систему, которая смешивает, дозирует, а также подает сплав компонентов.
- В соотношении с заданной рецептурой компоненты взвешивают в необходимой последовательности и засыпают в нагретый смеситель, чтобы соединить их с ПВХ-смолой.
- Полученную смесь постепенно смешивают в холодном и горячем миксере.
- Далее, при помощи вакуума этот сплав подают в промежуточную емкость для последующего дозревания.
Вся китайская техник для изготовления профиля ПВХ оснащена автоматизированной системой управления. Техническая система позволит производить контроль параметров, процесс дозировки компонентов, перемешивания, стабилизацию доставки смесей в бункер экструдера. Весь промышленный процесс происходит в автоматизированном режиме, в соответствии с постоянным компьютерным контролем параметров рабочих процессов.
Поливинилхлорид имеет следующие качества:

- жёсткость;
- износоустойчивость;
- лёгкость;
- механическая прочность;
- антикоррозийность;
- устойчивость к разным воздействиям;
- огнеупорность.
ПВХ является диэлектриком а, значит, широко используется в качестве изоляционного слоя. Продукция из него долговечна и давно нашла применение в строительной промышленности.
Линия для производства пвх, цена которой 8 000 000, входят следующие компоненты:
- 2-х шнековый экструдер;
- экструзионная головка или фильер;
- вакуумный калибратор или платформа;
- тянущее и отрезное устройство;
- опрокидывающий стол.
Скорость основного электродвигателя регулируется.

При изменениях частот вращения, можно изготавливать разные изделия. Например:
- двери;
- окна;
- дверные косяки;
- рамы;
- мебельную кромку;
- декоративные профили и панели;
- профили для окон и дверей;
- рамы для картин и зеркал.
Автоматические линии
Производство автоматических линий производства профилей состоит из таких преимуществ:
- Высокая продуктивность: 55–150 м в одну минуту.
- Отсутствие пневматики (линия продуктивна и в холод).
- Не требует дорогостоящего воздушного компрессора.
- Большая гарантия, около трех лет.
- Слой металла 0,4–0,7 миллиметров.
- Обучение и пусконаладка входят в цену.
Профиль Кнауф
Линия производства профиля кнауф имеет высокое качество готовой продукции. Она обеспечивается АСУ (автоматическая система управления) и слежением за точностью промышленных процессов.

- 2 штуки разматывателя.
- 1 штука профилегибочного стана.
- 2 штуки отрезного устройства.
- 4 штуки приёмных столов.
- 2 штуки шкафов управления.
Конкурентоспособные достоинства системы Кнауф базируются на профиле из оцинкованной стали, который выполнен с соблюдением необходимых размеров и форм. Это становится свидетельством организации эстетически привлекательной, качественной конструкции, которую очень часто повторяют импортные производители.
Спрос на данную продукцию привлек большое количество малых и крупных производителей.
Производство металлопрофиля

Чтобы организовать производство металлопрофиля и иных профилей из стали необходим готовый запас металла на складе. Там должно быть количество металла в объемах не меньше потребности одного месяца. Помимо этого, на последующие месяцы металл нужно заранее заказать и оплатить поставщику.
Для изготовления металлопрофиля на складе должны быть разных цветов рулоны. Самыми востребованными цветами являются: шоколад, синий, зеленый мох, спелая вишня. Многие потребители строительной сферы выбирают оцинкованный металлопрофиль.
Линия производства металлопрофиля с большой высотой гофры устанавливается, как правило, крупными производителями. Клиентами этого продукта являются строительные предприятия, потому что физическим лицам редко нужно это изделие в строительстве.
Выбирая оборудование необходимо соблюсти несколько правил:
- зарабатывают только на объеме, поэтому необходимо высокопроизводительная техника;
- на рынке сбыта металлопрофиль может конкурировать и качеством, и стоимостью, поэтому линия, помимо эффективности, должна демонстрировать высокое качество;
- линия не должна ломаться, потому что любой ремонт и переналадка отнимает время и уменьшает доход.
Видео: Станок для производства профилей
Автоматизация и роботизация производства
В этой статье мы рассказываем об автоматизации и роботизации производства, ее основных принципах и порядке реализации, применимости и воздействии на продуктивность предприятия и качество продукции.
- Что такое комплексная автоматизация
- Программно-аппаратные комплексы
- Автоматизированные линии
- Робототехника в автоматизации
- Роботы Fanuc для блистерной упаковки продукции L’Oréal
- Автоматизация производства с помощью робота Hanwha
- Увеличение эффективности производства с помощью роботов Fanuc
- Как это происходит
- Как выбрать оборудование
- Как выбрать подрядчика
Что такое комплексная автоматизация

По мере роста объемов производства, в любой сфере, закономерным решением становится автоматизация процессов. Этот процесс подразумевает внедрение новых технологий, оборудования, а также соответствующего программного обеспечения. Если ранее, практически на всех этапах, производство осуществлялось вручную, то теперь многие операции выполняются станками, роботами и с помощью систем автоматизированного проектирования.
Автоматизация может применяться как к отдельным процессам производства, так и к их совокупности . С целью повышения эффективности и рентабельности, экономии финансовых и временных ресурсов, внедряют комплексную автоматизацию производства.

Комплексная автоматизация производства — это вид автоматизации производства, при котором все этапы производственного процесса, включая транспортировку и контроль качества продукции, осуществляются с помощью специального оборудования, контролируемого посредством программ и режимов, объединенных общей системой управления.
Комплексная автоматизация включает в себя практически все этапы подготовки и реализации продукции: проектирование, управление станочным оборудованием в процессе производства, сбор и распределение информации, паллетирование, отгрузка, учет.
Далее рассмотрим основные виды автоматизации, сферы их применения, примеры и эффективность.
Программно-аппаратные комплексы

Программно-аппаратные комплексы — это система технических и программных средств, которые работают параллельно над выполнением одной или нескольких однородных задач. С помощью внедрения таких комплексов владельцам бизнеса в любой сфере удается повысить эффективность и рентабельность производства, сократить объемы оборотных средств.
Благодаря интуитивно понятному интерфейсу, администрирование устройства зачастую может осуществляться с помощью любого интернет-браузера, что минимизирует затраты на обслуживание. Такие комплексы оснащены контролем работоспособности, что позволяет автоматически восстанавливать работоспособность в случае возникновения ошибок. Оптимизированное ПО способствует максимально быстрому старту производственных процессов.

Среди примеров программно-аппаратных комплексов: автоматизированное рабочее место, системы видеоанализа, видеонаблюдения и контроля доступа.
Автоматизированные линии
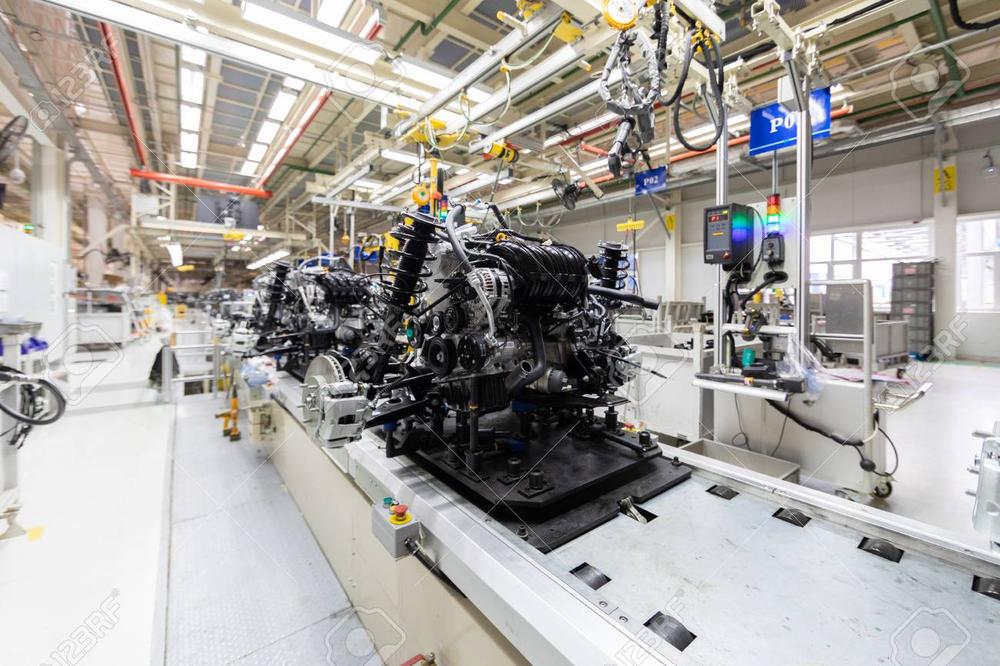
Автоматизированные производственные линии используются для массового производства изделий, которые требуют многоэтапной обработки. Сама производственная линия состоит из географически распределенных рабочих станций на заводе, которые соединены механизированной рабочей транспортной системой, доставляющей детали с одной рабочей станции на другую в заранее определенной последовательности. Работа линий происходит в основном без участия оператора. Задача наладчика — периодически контролировать работу оборудования, загружать заготовки в начале линии и снимать их в конце.

Существуют разные виды автоматизированных линий. Их классифицируют по типу транспортировки деталей (со сквозным, боковым, комбинированным и т.д. транспортированием), по типу связи (с жесткой и гибкой связью), по возможности переналадки (переналаживаемые и непереналаживаемые), по типу оборудования. Таким образом, можно подобрать автоматизированные линии идеально подходящие под определенную сферу производства.

Благодаря использованию автоматизированных линий достигается высокий уровень экономии на производстве: минимизируется число рабочих, станков, а также уменьшается производственная площадь. Помимо этого, автоматизированные линии повышают качество обработки деталей и стабильность производства.
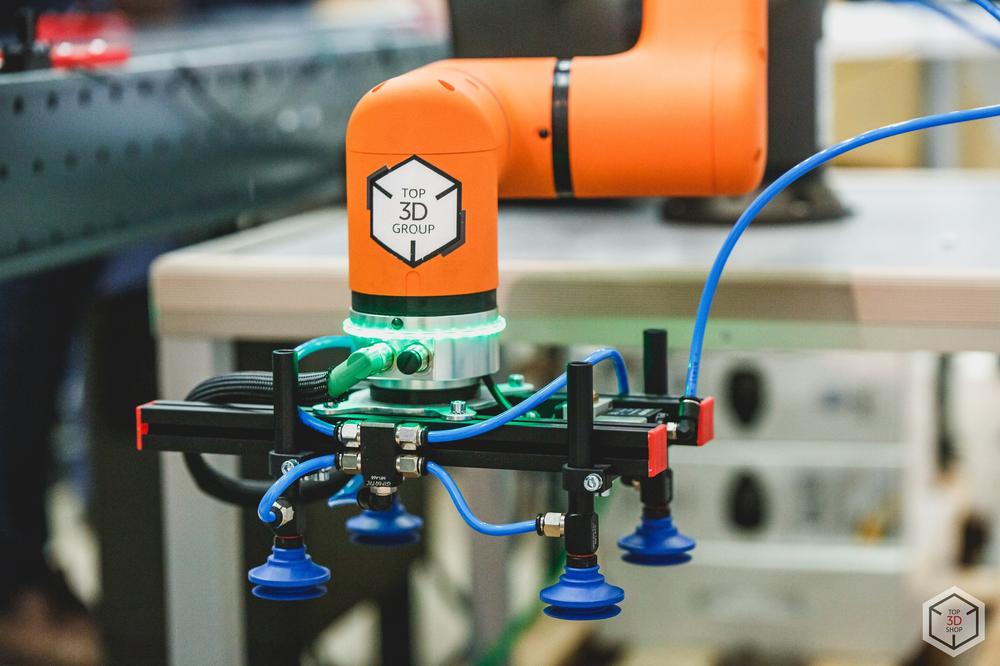
Робототехника в автоматизации

Роботизация производства как метод автоматизации становится все более популярной. Это основная часть комплексной автоматизации. Часто предполагается, что внедрение роботизации характерно для крупного производства, но это ошибочное мнение. Небольшие предприятия также принимают решение в пользу промышленных роботов, руководствуясь многими преимуществами такой техники. Среди основных плюсов: быстрая окупаемость, сокращение издержек производства в долгосрочной перспективе, минимизация человеческого фактора и процента брака, гарантия качества выполняемых операций, повышенная работоспособность и скорость производства, программируемость и легкая перенастройка.
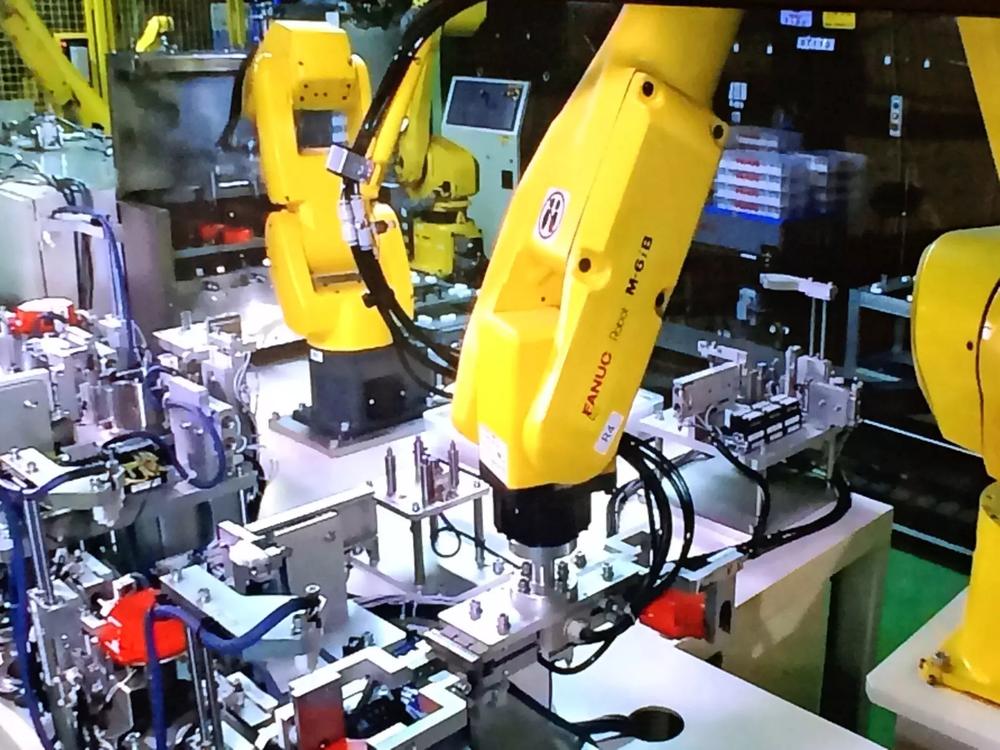
Сегодня большинство роботов используются в производственных операциях которые можно разделить на три категории: погрузка/разгрузка, операции по обработке, сборка и контроль.

Первая категория включает в себя транспортировку и загрузку/разгрузку материалов на конвейер или станок. При транспортировке задача роботов состоит в перемещении деталей из одного места в другое. Другие операции являются более сложными, например — размещение деталей на поддонах в таком порядке, который рассчитывается самим роботом. Для загрузки/разгрузки материалов используется робот оснащенный специальным захватом.

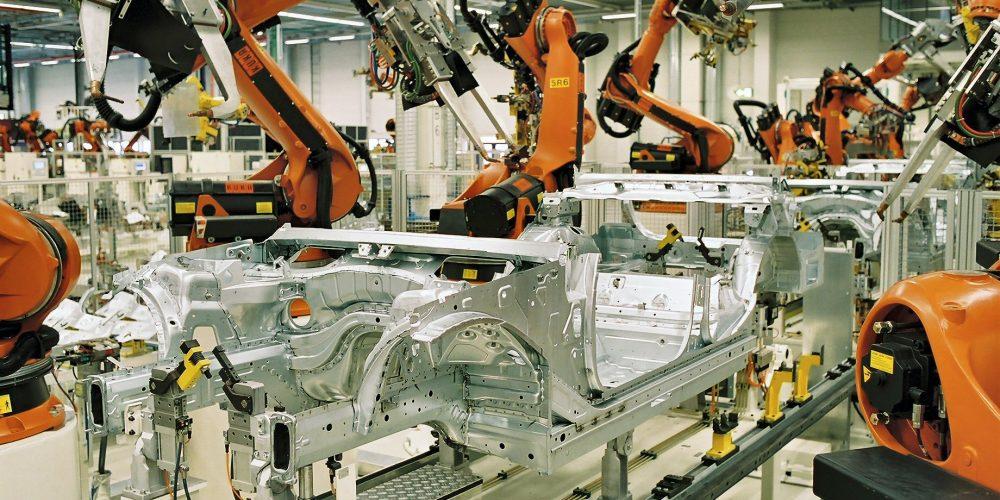
В автоматизированных операциях по обработке робот управляет определенным инструментом. Например, при точечной сварке, непрерывной дуговой сварке, окрашивании. Точечная сварка автомобильных кузовов является одним из наиболее распространенных применений промышленных роботов в США. Робот устанавливает сварочный аппарат на панели и раме автомобиля, чтобы завершить сборку кузова. Дуговая сварка — это непрерывный процесс, при котором робот перемещает сварочный стержень вдоль сварного шва. Окраска распылением предполагает управление пистолетом-распылителем над поверхностью объекта. Другие операции в этой категории включают шлифовку, полировку и маршрутизацию, в которых инструментом является вращающийся шпиндель.

На сегодняшний день промышленные роботы используются в самых различных сферах, таких как медицина, пищевая, автомобильная промышленность, металлообработка, оптическое оборудование и многих других.
Примеры успешной автоматизации
Роботы Fanuc для блистерной упаковки продукции L’Oréal
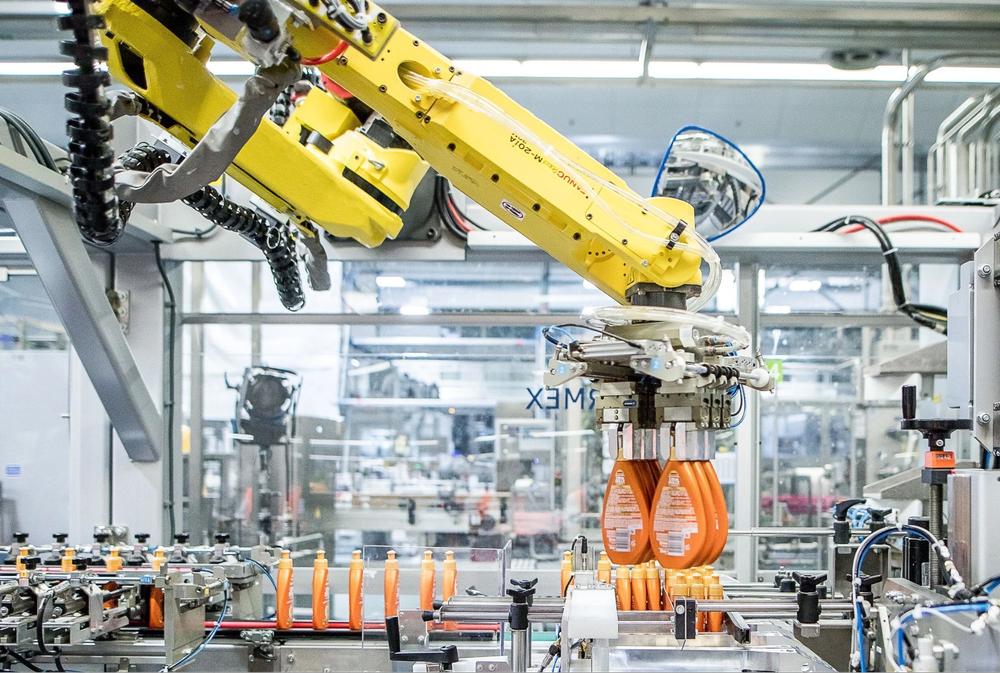
В 2012 году, когда L’Oréal запустили линию увлажняющих бальзамов для губ Baby Lips под брендом Maybelline, они обратилась к Clear Automation, чтобы автоматизировать линию блистерной упаковки на своей фабрике в Сомерсете.
«Несколько лет назад блистерная упаковка осуществлялась вручную, потому что не производилось много продуктов, которые бы упаковывались именно таким способом», — объясняет Эрин Моррис, инженер проекта в США. Она добавляет, что основными недостатками ручной упаковки являются стоимость, низкий уровень безопасности и недостаточная эффективность.
Для новой линии продуктов L’Oréal потребовались роботы, которые могли бы соответствовать заданным стандартам скорости, надежности и простоты использования.

Решение Clear Automation предполагало использование трех роботов: одного — чтобы вынуть бальзам для губ из шайбы и поместить его в отсек с шаговым двигателем для маркировки, второго — для загрузки блистеров, и третьего — чтобы забрать готовые блистерные упаковки из упаковочной машины и поместить их на выходной конвейер. Для этого были выбраны настольные мини-роботы с сервоприводом Fanuc LR Mate 200iC/5H с пятью осями.

По словам Моррис, в самом начале проекта L’Oréal планировали установить всего две автоматизированных линии со скоростью 50 упаковок/мин, но, протестировав первую линию в течение четырех месяцев, они пришли к выводу, что для удовлетворения спроса на продукт Baby Lips нужна более скоростная линия.
Поэтому второй конвейер был рассчитан на работу со скоростью 100 упаковок/мин и оснащен автоматом по производству блистерных упаковок Alloyd, который обрабатывает восемь блистеров за раз вместо четырех.
В этой линии по прежнему используются три робота Fanuc LR Mate 200iC/5H, но в этой конфигурации они используются для загрузки и разгрузки блистерной машины Alloyd.

В L’Oréal заявили, что технологии, используемые на линиях блистерной упаковки, помогли удовлетворить высокий спрос на продукцию Baby Lips и соответствуют требованиям производительности, труда, стоимости и эффективности, которые предусматривались при запуске проекта.
Автоматизация производства с помощью робота Hanwha
Голландская компания MQ Statieven недавно начала автоматизировать свою производственную линию. MQ Statieven производит штативы для промышленности, земляных работ, строительства и железных дорог. Для автоматизации процессов они выбрали коллаборативного робота Hanwha HCR 12. Это модель предназначена для эксплуатации в тяжелых условиях. Робот способен поднимать детали весом до двенадцати килограмм.

В MQ Statieven кобота используют исключительно для загрузки станка. Система захватывает сырье, затем забирает обработанный материал из патрона, на его место помещает сырье, а обработанный материал — на конвейерную ленту. Таким образом, сотрудники освобождаются от скучной работы, что позволяет им уделять время более важным задачам для расширения производства.
«Мы небольшая, но растущая компания. Нехватка технического персонала — одна из основных проблем, с которой мы сейчас сталкиваемся. С ограниченным количеством людей можно работать в усиленном режиме только некоторое время, но это не решение на долгосрочную перспективу. Вот почему нам нужна автоматизация. Робот, который перенимает на себя монотонную работу — яркий тому пример», — комментирует директор MQ Statieven.

Специалисты MQ Statieven сделали робота Hanwha мобильным. Они легко перемещают его от одного станка к другому с помощью тележки с насосом, а на установку требуется всего 15 минут, так автоматизация на небольшом производстве становится более эффективной. На данный момент кобот работает только в дневную смену, но в будущем планируется его использование в две смены. По словам владельца компании, стоимость кобота возмещается в течение года, при условии что он используется только в дневные смены.
«Эффективность робота, конечно, намного выше, чем у человека. Робот может работать без перерыва, а это повышает ежедневную производительность на 12 %. Кроме того, робот способен заменить материал со скоростью 12-20 сек. Менее, чем за год использования HCR 12 производительность увеличилась примерно на 30%. И это далеко не все возможности, которые предлагает кобот. В будущем мы ожидаем автоматизировать сборку и полностью перейти на автоматическое производство».
Увеличение эффективности производства с помощью роботов Fanuc

Isomo (ISOlation Modern) — известный бельгийский бренд, который производит плиты из пенополистирола. 40 % своей продукции Isomo реализует в Бельгии. Затем следует Франция, потенциальный растущий рынок сбыта плит небольших размеров, который компания намеревалась освоить как можно быстрее. Проблема заключалась в том, что используемая линия изоляционной упаковки не была приспособлена для небольших форматов, и тем самым тормозила процесс освоения нового рынка. Изначально процесс упаковки был наполовину ручным.

С августа 2011 года была введена в эксплуатацию новая автоматизированная линия, которая может работать с плитами небольших размеров быстрее и эффективнее.
Новая линия оснащена двумя роботами FANUC 410iB/300 для выгрузки и перемещения штабелей плит. Принимая плиты от первого робота, второй, оснащенный специальными захватами, подбирает необходимое количество плит и отправляет их к упаковочной машине. Вся установка управляется с помощью компьютера.

Помимо повышения изоляционной способности упаковки в два раза (учитывая, что этот фактор и был основным препятствием), а также увеличения масштабов производства, в компании появилась возможность сократить производственный процесс с трех до двух смен.
Проектирование автоматизации предприятия
Как это происходит

Автоматизация предприятия проходит в несколько этапов. Во многом успех зависит от грамотного планирования. Прежде всего, необходимо определиться с основными целями автоматизации.
Ниже приведены некоторые цели модернизации производственных процессов, которые могут быть достигнуты путем автоматизации:
- Быстрая адаптация производства к внесенным изменениям;
- Повышение качества продукции;
- Снижение затрат производства;
- Повышение производственной мощности;
- Более быстрый запуск продукции на рынке;
- Улучшение факторов безопасности и эргономики.

После анализа долгосрочных целей бизнеса, предпринимаются следующие шаги:
- Проектирование — обозначьте желаемые объемы и сроки производства, параметры продукции и требования к качеству.
- Выберите команду для работы с поставщиками. Рекомендуемый состав команды: Project manager; инженеры, сотрудники отдела производства, контроля качества, маркетинга, финансов; специалисты, ответственные за установку, эксплуатацию и обслуживание системы.
- Прежде, чем утвердить подрядчика на проект, рассмотрите все предложенные варианты модификаций вашей производственной линии для достижения обозначенных вами целей.
Как выбрать оборудование

От правильного выбора оборудования зависит эффективность работы автоматизированной системы. Чтобы она работала без перебоев, необходимо учесть следующие факторы:
Грузоподъемность робота. Нужно иметь в виду, что вес робота должен быть больше общей массы полезной нагрузки вместе с весом дополнительных частей устройства (например, захвата).
Рабочее пространство. Важно учитывать место, необходимое для свободного движения робота. Это особенно важно при внедрении роботизации в крупных производственных цехах.
Скорость. Этот фактор является особенно важным при проектировании автоматизированной линии. Важно учитывать не только скорость производства деталей, но и рассчитать желаемую скорость транспортировки деталей, их загрузки/разгрузки.
Точность также играет весомую роль при массовом производстве деталей. Чем выше показатели точности, тем меньше процент брака.
Гибкость настройки и обслуживания. Возможно, в работу автоматизированной линии нужно будет вносить определенные коррективы, менять некоторые настройки. В таком случае гибкость и простота настройки робота сэкономят много времени и усилий.
Как выбрать подрядчика
- Обратитесь в Top 3D Group.
- Предоставьте список требований к проекту и запросите концепты системы и приблизительные оценки затрат.
- Выберите вариант из предложенных и заключите договор.
Заключение
Учитывая все преимущества автоматизации производства для бизнеса любых масштабов, этот процесс полностью себя оправдывает. Смотрите нашу презентацию, чтобы узнать больше.
Безусловно, для бесперебойной работы автоматизированной системы, необходимым условием является качественный подбор и установка оборудования. Поэтому выбор подрядчика очень важен.

В 2018 компания Top 3D Shop признана Лучшим интегратором аддитивных технологий и цифрового производства в России, по версии 3D Print Awards .

Для модернизации и автоматизации производства обращайтесь в Top 3D Group — чтобы спроектировать автоматизированную линию, выбрать, установить и настроить оборудование.
Подписывайтесь на наш телеграм-канал с отборными кейсами Роботизации и Автоматизации со всех уголков мира:
Источник https://sopressmash.ru/catalog/linii-avtomaticheskoy-shtampovki/
Источник https://promtu.ru/linii-proizvodstva/proizvodstvo-profilya
Источник https://top3dshop.ru/blog/industry-automatization-with-robots.html

