Оптимальный коэффициент загрузки производственных мощностей. Расчет производственной мощности предприятия
Максимальный объем продукции соответствующего качества и обычного ассортимента, которое может быть произведено предприятием за определенный промежуток времени при условии эффективной эксплуатации оборудования и оптимального использования трудовых ресурсов.
Пояснения к формулировке .
Термин «соответствующее качество» подразумевает, что продукция соответствует принятым на предприятии, в отрасли, в государстве стандартам для такого вида продукции, не обладает никакими дополнительными дефектами и выпущена по надлежащей технологии производства.
«Обычный ассортимент» означает, что показатель производственной мощности рассчитывается для среднестатистического набора видов готовой продукции, характерного для данного предприятия. При этом следует учитывать, что номенклатурный сдвиг (изменение ассортимента выпускаемой продукции или пропорций между ее видами) приводит к иному результату, чем полученный для «обычного ассортимента».
«Промежуток времени» — это период, за который оценивается производственная мощность. В зависимости от цели, длительности производственного цикла, особенностей производства и т.д. Это может быть час, смена, сутки, декада, месяц, квартал, год и т.д. Период измерения зависит от цели, ради которой делается оценка производственной мощности предприятия. Например, производственную мощность судостроительного завода бессмысленно оценивать в пересчете на час, а вот для завода по разливу минеральной воды такой показатель может быть интересен.
Единица измерения производственной мощности
Единица измерения производственной мощности выбирается, исходя из технологических особенностей предприятия. Например, для консервного завода это могут быть условные банки, для пивоваренного — количество дал пива (1 дал — это декалитр), для машиностроительного предприятия, выпускающего ассортимент определенных видов оборудования — машинокомплекты и т.д. Если же выпускаемая продукция разнородна, но имеется общность технологии, то иногда производственная мощность может измеряться в единицах перерабатываемого сырья.
Иногда для оценки производственной мощности нужны не только количественные, но и качественные характеристики . Например, при добыче угля нас интересуют производственные возможности по извлечению определенного количества угля из-под земли и возможности его доставки на поверхность. Одновременно, для оценки «полезности» данной деятельности, количество добытого угля должно быть приведено к «товарному углю», то есть углю, который должен быть обогащен путем удаления из него примесей. А при высокой зольности добычи, количество товарной продукции может отличаться (в меньшую сторону) весьма существенно. Таким образом, для некоторых производств используют два измерителя производственной мощности одновременно — технологический и товарный.
Очень важным фактором, который часто забывают «советские» авторы является необходимость учитывать ограничения не только по производственным возможностям оборудования, но и по трудовым ресурсам. «Советские» учебники часто игнорируют тот факт, что дефицитным ресурсом может быть не только оборудование, но и человеческий труд. Поэтому для расчета производственной мощности необходимо обязательно учитывать оба фактора.
Динамика производственной мощности предприятия
С течением времени величина производственной мощности предприятия меняется. Это связано с самыми различными факторами, основные из которых это
- Естественный износ оборудования, который влечет за собой снижение его производительности
- Плановые ремонты (которые влекут за собой остановку оборудования для его прохождения)
- Ввод новых единиц оборудования
- Ввод новых мощностей
- Модернизация оборудования (соответственно, изменение его производительности и качественных характеристик)
- Изменение номенклатуры выпускаемой продукции или пропорций в составе имеющейся номенклатуры(структурный сдвиг)
- Изменения состава изделия, сырья, полуфабрикатов, конструкции и т.д.
- Изменения сменности работы предприятия
- Другие причины
Таким образом, рассчитанная величина производственной мощности не является величиной постоянной, а подвержена периодическим изменениям. Поэтому при расчетах принимают во внимание наличие погрешности по отношению к теоретической величине.
Формула определения производственной мощности
В общем виде производственная мощность предприятия (М) может быть определена по формуле:
Фэ — эффективный фонд времени работы предприятия (цеха), равный сумме возможностей всех производственных мощностей.
t – трудоемкость изготовления единицы продукции.
Особенности определения производственной мощности
При определении производственной мощности предприятия обязательно учитывают технологические возможности цехов, участков, отдельных единиц оборудования, которые накладывают ограничения на производственные возможности всего предприятия. Это, так называемые, «узкие места».
Таким образом, нормальная мощность предприятия рассчитывается с учетом узких мест и других имеющихся ограничений. Они могут быть самыми разными — например, ограничения по вредным выбросам в атмосферу.
По данным баланса производственных мощностей определяются и контролируются руководством предприятия:
- Входная мощность (М нач.) определяется на начало года с имеющегося оборудования.
- Выходная мощность (М кон.) определяется на конец планового периода с учетом убывания и добавления мощности за счет капитального строительства, модернизации оборудования, усовершенствования технологии и организации производства.
Мощность производства на конец года определяется по формуле:
Пояснения к формуле определения производственной мощности :
- Мощность на конец периода равна мощности на начало периода плюс ввод новых мощностей плюс ввод оборудования, которое подверглось модернизации и переоснащению плюс/минус изменения производственной мощности в результате номенклатурного сдвига плюс/минус изменения производственной мощности в результате постановки на ремонт или возврата с ремонта и минус изменения в результате выбытия оборудования (списание, износ, остановка, ликвидация и т.д.)
- Средняя производственная мощность равна среднему взвешенному значению величин измеренной производственной мощности. То есть сумме произведений производственной мощности за каждый период на длительность такого периода деленную на общую продолжительность всех периодов.
Есть также понятие «максимальной производственной мощности «, когда предприятие работает в режиме, не отвечающем нормальным условиям эксплуатации оборудования, увеличенной продолжительности рабочего дня («переработки»), при введении дополнительных рабочих дней и т.д. Такой режим работы иногда помогает выполнить производственную программу, однако относится к нему необходимо как к езде на автомобиле, когда стрелка тахометра находится в «красной зоне». То есть подобные режимы работы неизбежно приводят к повышенному износу оборудования, росту фонда оплаты труда, а как следствие — росту себестоимости единицы продукции. (см. «Переменные издержки «)
Эффективность использования производственной мощности предприятия определяют с помощью коэффициента использования производственной мощности .
Особо контролируют три вида мощности: проектную (предусмотренную проектом строительства или реконструкции), текущую (фактически достигнутую), резервную (для покрытия пиковых нагрузок, от 10% до 15%).
Среднестатистическую производственную мощность можно также определить и по следующей формуле:
М н.г. – производственная мощность на начало года.
М вв. – мощность, которая вводится в эксплуатацию.
М выб. – мощность, которая выбыла с эксплуатации.
n 1 – количество месяцев эксплуатации i-той мощности, которая введена в действие на протяжении года.
n 2 – количество месяцев после вывода с эксплуатации i-той мощности на протяжении года, месяца.
Фонд времени работы оборудования
Для расчета производственной мощности необходимо определить фонда времени работы оборудования. Разделяют:
- Календарный фонд времени (Ф к) — отражающий количество календарных часов, дней, смен и т.д. в году
- Режимный (номинальный) фонд времени (Ф р), который учитывает режим работы предприятия (количество возможных рабочих дней, смен и т.д.)
В случае непрерывного процесса производства календарный фонд равняется режимному фонду
Когда процесс производства не является непрерывным, то режимный (номинальный) фонд времени рассчитывается по формулам:
Д к – количество календарных дней в году.
24 — количество часов в сутках
Д р. – количество рабочих дней в году.
Дл с . – средняя длительность одной смены с учетом режима работы предприятия и сокращения рабочего дня в предпраздничные дни.
С – количество смен в сутки.
Д вых. – количество выходных дней в году.
Ч н. – количество нерабочих дней в предпраздничные дни.
Д предпр. – количество предпраздничных дней в периоде.
Эффективный фонд времени работы оборудования
Эффективный (плановый, действительный) фонд времени (Ф эф.). Рассчитывается исходя из режимного фонда с учетом остановок на ремонт:
α – процент потерь рабочего времени на выполнение плановых ремонтных операций и междуремонтного обслуживания (составляет 2-12%).
Расчет производственной мощности цеха по продуктивности оборудования определяют по формуле:
М = n × Ф эф × а
М – производственная мощность, т.
n – количество единиц оборудования, шт.
Ф эф . – годовой эффективный фонд работы оборудования, часов.
а – продуктивность оборудования (норма выработки на один станко-час).
Для того, чтобы охарактеризовать использования потенциальных возможностей выпуска продукции, используется коэффициент использования среднегодовой производственной мощности :
Q – объем произведенной продукции за период.
Настоящая заметка написана в рамках курса . Ранее я описал, как под влиянием современных тенденций в бизнесе. Среди подходов, наиболее адекватно отвечающих текущим вызовам в управлении затратами, можно выделить теорию ограничений (ТОС). Концепция была впервые сформулирована и развита в книге , вышедшей в США в 1984 году. Теория была подхвачена и преобразована в систему учета в Великобритании, где стала известна под названием учета пропускной способности . Голдратт развил теорию и инструменты, помогающие менеджерам повышать прибыль компаний, ориентируясь на системный подход. Этот подход подразумевает фокус на глобальные (для всей компании) параметры управленческого учета. В отличие от господствовавшего до последнего времени фокуса на измерение локальной эффективности отдельных цехов, участков, рабочих мест. ТОС сосредотачивает внимание на ограничениях («узких местах») организации, которые тормозят темпы производства. Основная идея ТОС заключается в том, чтобы максимально повысить темпы производства и продажи, то есть пропускную способность организации.
Важная концепция, лежащая в основе теории ограничений, заключается в том, что темп производства компании зависят от темпов работы в «узком месте» / бутылочном горлышке / ограничивающем ресурсе. Для достижения наилучших результатов, ТОС делает акцент на важности управления ограничениями. Если они не могут быть устранены, ими нужно грамотно управлять, чтобы максимально снизить влияние ограничений на суммарный объем производства.
Для выявления ограничений полезным может стать описание основного бизнес-процесса. Рассматривая рисунок 1, можно предположить, что процесс сборки и тестирования представляет собой ограничение (узкое место) и что в целях максимального повышения пропускной способности системы резервные запасы должны накапливаться перед этим процессом так, чтобы работникам , поступающих из предыдущих процессов.
Рис. 1. Графическое описание основного бизнес-процесса
Скачать заметку в формате или , примеры в формате
Метод назван Голдраттом барабан-буфер-веревка . Узкое место (барабан) задает общий темп работы. Какой смысл запускать в производство исходные материалы, если узкое место не сможет их своевременно обработать!? Нужно как бы связать веревкой узкое место и начало производственного цикла. Производительность барабана будет вытягивать запуск в производство новых партий. Товарно-материальные запасы следует (в ограниченном количестве) накапливать только перед барабаном (узким местом ), где они станут буфером , который позволит продолжить работу узкого места, даже если на предыдущих процессах произойдет непредвиденный сбой.
Теория ограничений оперирует тремя основными параметрами управленческого учета:
- Пропускная способность (Т) = выручка от продаж – (минус) полностью переменные затраты (Под полностью переменными затратами, как правило, подразумевается только стоимость прямых материалов. Затраты на оплату труда обычно частично фиксированные и, как правило, исключаются, хотя, если они были бы полностью переменными, они должны были бы учитываться. Стоимость прямых материалов также включает затраты на их доставку.)
- Операционные затраты (ОЕ) – все операционные расходы, за исключением полностью переменных затрат, которые компания несет в связи с изготовлением продукции, то есть, фиксированные затраты на оплату труда и накладные расходы, в том числе арендные платежи, оплата коммунальных услуг и амортизация.
- Инвестиции (I) – затраты на товарно-материальные запасы, сырье, незавершенное производство, готовую продукцию, научно-исследовательские и опытно-конструкторские работы, стоимость оборудования, зданий, нематериальные активы и прочее.
Задача – повысить пропускную способность, снизив операционные затраты и инвестиции. Теория ограничений представляет собой технологию максимального повышения прибыли в краткосрочной перспективе. С этой точки зрения она аналогична . Основное отличие в том, что маржинальная прибыль по ТОС более адекватно описывает современные реалии, поскольку операционные затраты (и в первую очередь, заработная плата) считаются постоянными в контексте принятия краткосрочных управленческих решений.
На самом деле, решения в отношении «узких мест» являются задачами линейного программирования, так как теория ограничений пытается выполнить следующее:
Максимизировать пропускную способность (выручка от продаж – прямые материалы)
с учетом:
- производственной мощности (ограничений предложения)
- спроса на продукцию (ограничений спроса)
В Великобритании в конце 80-х разработали систему учета пропускной способности (Throughput Accounting – ТА) на основе теории ограничений . Учет пропускной способности представляет собой экстремальный вариант учета переменных затрат, так как он признает только прямые материалы в качестве переменных затрат, а все затраты на оплату труда и накладные расходы относит к постоянным затратам. ТА отличается от всех прочих систем управленческого учета, так как делает акцент, в первую очередь, на пропускной способности, во вторую очередь, на минимизации товарно-материальных запасов и, в третью очередь, на контроле затрат.
Первоочередной задачей учета пропускной способности является темп, с которым бизнес может генерировать прибыль. Чтобы управлять последней, система делает акцент на доходности (маржинальности) пропускной способности в «узком месте». Основной показатель ТА – это:
[С учетом того, что материалы представляют собой только полностью переменные затраты]
Данный показатель оценивает прирост стоимости, созданный компанией в период времени. Благодаря этому внимание менеджеров фокусируется на устранение (или расширение) «узких мест», которые могли бы вызвать задержку в производственном процессе.
Если один станок задерживает производственный процесс в силу своей неэффективности, или несоответствующей мощности, от него мало проку при работе с другими 100%-но эффективными станками, так как производимые детали будут направляться на склад до того момента, когда станок, находящийся в «узком месте», сможет обработать их. В конечном счете, когда детали уже не помещаются на склад или складируются по всему заводу на полу, эффективные станки придется остановить на время, чтобы позволить станку в «узком месте» нагнать объем. Поэтому параметры локальной эффективности, требующие повышения эффективности отдельных станков, и не справляются с управлением производством и не способствуют максимизации прибыли. То же самое относится к эффективности производственного персонала, занятого на производственных процессах не в «узких местах». На самом деле бонусы, которые выплачиваются для поощрения более быстрой работы, в лучшем случае просто выбрасываются на ветер, а в худшем случае приводят к увеличению складских издержек. Более того, если рабочих поощрять работать слишком быстро, они, вероятно, будут производить больше брака и тратить дополнительные материалы.
Параметр доходности в период времени покажет, что изготовление деталей на склад только увеличивает операционные затраты и инвестиции, и менеджеры будут иметь возможность остановить бессмысленное производство.
Доходность в период времени можно рассчитать и для отдельных продуктов. В этом случае основным параметром будет доходность, полученная в единицу времени работы ограничения . Если при производстве того или иного продукта не потребляется дефицитное время узкого места , то и нет никаких внутренних ограничений для наращивания производства этих продуктов (только рынок ограничит объем). Если же при производстве задействовано узкое место , то продукты конкурируют за время работы этого ограничения. Для определения того, сколько единиц каждого типа продукции должно быть произведено для максимизации прибыли, используют следующий параметр:
Продукты ранжируются в соответствии с данным параметром; то есть, в соответствии с тем, как они используют ограничение. Продукт, имеющий самое высокое значение доходности на ключевом / лимитирующем факторе, является самым лучшим с финансовой точки зрения.
Сквозной пример: как работает учет пропускной способности
Компания производит два вида продукции, А и Б со следующими производственными затратами:
Постоянные накладные расходы распределяются на основе затрат на прямой труд.
Продукция проходит два процесса – АА и ББ – со связанными с ними затратами на прямой труд в размере 500 руб. за час прямого труда на каждом. Прямой труд, связанный с двумя указанными процессами, представлен ниже:
| Потраченное время, мин | ||
| Процесс | Продукция А | Продукция Б |
| АА | 10 | 39 |
| ББ | 20 | 15 |
Цены реализации устанавливаются рынком. Текущая рыночная цена продукции А составляет 3250 руб., а текущая цена продукции Б – 2600 руб. По этим ценам рынок примет столько единиц продукции А и Б, сколько компания сможет произвести. Способность компании производить продукцию А и Б ограничена пропускной способностью процессов АА и ББ. Компания работает по 2-сменной системе, то есть 16 рабочих часов в сутки. Процесс ББ имеет одну технологическую линию, и 2 часа в каждой смене будут потеряны из-за простоя. В рамках процесса АА можно обрабатывать две единицы продукции одновременно, хотя это удваивает требования к труду производственных рабочих. В рамках процесса АА завод может работать 16 полных рабочих часов каждый день.
Вопрос. Какой производственный план должен быть у компании для максимизации прибыли?
Решение. Для начала необходимо выявить факторы, которые ограничивают возможность бесконечного увеличения прибыли; чем больше ограничений, тем сложнее решение задачи. В самом простом случае, когда существует только одно ограничение, решение по максимизации прибыли заключается в максимальном повышении маржинальной прибыли на единицу дефицитного ресурса, то есть, на ограничение. Линейное программирование может использоваться для решения задачи с более чем одним ограничением. Если количество видов продукции ограничено двумя, и таких ограничений сравнительно немного, решение задачи по максимизации прибыли может быть легко показано графически, и/или задача может быть выражена в виде системы уравнений. При увеличении количества ограничений, использование компьютера становится единственно возможным способом решения требуемого количества системы уравнений.
Общее время обработки продукции в сутки в рамках процесса АА и ББ:
- Максимальное время обработки АА = 2 х 16 часов х 60 минут = 1920 минут
- Максимальное время обработки ББ = 12 часов х 60 минут = 720 минут
Максимальное количество производимых процессом АА продуктов А = 1920 мин / 10 мин = 192 шт. Все возможные комбинации продуктов и процессов:
По обоим продуктами максимальное количество единиц, которое может быть произведено в рамках процесса АА, превышает количество, которое может быть произведено в рамках процесса ББ, и, таким образом, производительность в рамках процесса АА не является ограничением. Поэтому задача состоит в том, чтобы решить, как использовать недостаточные производственные мощности в рамках процесса ББ таким образом, чтобы максимально повысить объем прибыли.
Традиционный подход – максимальное повышение маржинальной прибыли в минуту процесса ББ.
Переменные затраты по продукции А = Затраты на прямые материалы (500) + Затраты на прямой труд (250) + Переменные накладные расходы (250) = 1000 руб.
Переменные затраты по продукции Б = 500 + 450 + 450 = 1400 руб.
Маржинальная прибыль по продукции А = Цена продажи (3250) – Переменные затраты (1000) = 2250 руб.
Маржинальная прибыль по продукции Б = 2600 – 1400 = 1200 руб.
Маржинальная прибыль по продукции А в минуту в рамках процесса ББ = Маржинальная прибыль (2250) / Время обработки (20) = 112,5 руб/мин
Маржинальная прибыль по продукции Б в минуту в рамках процесса ББ = 1200 / 15 = 80 руб/мин
Решение по максимизации прибыли заключается в производстве максимально возможного количества единиц продукции А = Доступное время в сутки по процессу ББ (720) / Время обработки (20) = 36 шт., с получением маржинальной прибыли в размере 2250 х 36 = 81 000 руб.
Подход учета пропускной способности – максимальное увеличение пропускной способности в минуту работы в «узком месте» процесса ББ.
Пропускная способность продукции А = Цена продажи (3250) – Стоимость материалов (500) = 2750 руб.
Пропускная способность продукции Б =2600 – 500 = 2100 руб.
Маржинальная прибыль (пропускная способность) по продукции А в минуту в рамках процесса ББ = Маржинальная прибыль (2750) / Время обработки (20) = 137,5 руб/мин.
Маржинальная прибыль (пропускная способность) по продукции Б в минуту в рамках процесса ББ = 2100 / 15 = 140 руб/мин.
Решение по максимальному повышению объема прибыли заключается в производстве максимально возможного количества единиц продукции Б = Доступное время в сутки по процессу ББ (720) / Время обработки (15) = 48 шт., с получением маржинальной прибыли в размере 2100 х 48 = 100 800 руб.
Ясно, что оба решения не могут одновременно вести к максимальному повышению прибыли. Правильность того или иного метода зависит от изменчивости затрат на оплату труда и переменных накладных расходов, которые в свою очередь зависят от периода времени, в течение которого принимается решение. Метод пропускной способности максимизирует прибыль в краткосрочной перспективе. В сегодняшнем мире затраты на оплату труда, вероятно, являются фиксированными в краткосрочной перспективе, и, таким образом, можно утверждать, что метод учета пропускной способности предлагает более релевантное решение. Переменные накладные расходы необходимо будет проанализировать для оценки их изменчивости.
Маржинальный метод учета затрат стал популярным в 1930-е годы, когда затраты на оплату труда обычно были переменными, так как работники, как правило, получали вознаграждение на сдельной основе. С тех пор учебники, по меньшей мере, всегда допускали, что труд относится к переменным затратам в краткосрочной перспективе. Все, что произошло с методом учета пропускной способности, заключается в том, что данный метод адаптируется к нынешней реальности, означающей, что большинство затрат, кроме затрат на материалы, в настоящее время являются фиксированными в краткосрочной перспективе.
Подход маржинального метода учета затрат, конечно же, должен быть изменен для удовлетворения требований, поскольку в рамках данного метода для расчета маржинальной прибыли требуется использовать только переменные затраты. Если только затраты на материалы являются переменными, то только они должны применяться при расчете маржинальной прибыли. Таким образом, между двумя системами в данном отношении не должно быть различий.
Предоставление дополнительных ресурсов для использования в «узких местах» . Цель управления учетом пропускной способности заключается в фокусировании внимания ни ресурсах в «узких местах», при этом ближайшей целью является обеспечение 100%-ного использования мощности таких ресурсов, а в дальнейшем – расширение или даже устранение ограничения. В данном примере процесс ББ является «узким местом». Если руководство способно найти способ, чтобы данное оборудование работало на один час дольше, максимальное количество единиц каждого из двух видов продукции, которое может быть произведено, увеличится:
| Процесс | Максимально время работы в течение суток, мин | |
| АА | = 2 х 16 часов х 60 минут | 1920 |
| ББ | = 13 часов х 60 минут | 780 |
| Максимальное число единиц продукции, шт. | ||
| Процесс | Продукция А | Продукция Б |
| АА | 192 | 49,2 |
| ББ | 39 | 52 |
Видно, что для продукции А ограничением по-прежнему является процесс ББ, а вот у продукта Б ограничение новое – процесс АА. Какой конкретно процесс явится ограничением для компании, теперь зависит от производственного плана.
В условиях, когда ограничивающих факторов больше одного, применить простые расчеты (как выше) не удастся. На помощь приходит линейное программирование. Во-первых, надо превратить текстовое описание задачи в . А затем решить ее, например, . Производство, обеспечивающее максимальное повышение прибыли, если затраты на оплату труда и переменные накладные расходы действительно являются переменными затратами, относится к производству только продукции А (см. лист Excel-файла «Традиционный подход»). Если единственными переменными затратами являются затраты на материалы, то максимальная прибыль будет достигнута при производственном плане в 48,57 единиц продукции Б и 2,57 единиц продукции А (см. лист Excel-файла «Подход ТА»).
Если один дополнительный час работы можно использовать для устранения «узких мест» в рамках процесса ББ, то приведенный анализ показывает, что там, где все затраты, кроме затрат на материалы, не являются переменными, результатом является изменение оптимального производственного плана. Оба процесса: и АА, и ББ становятся в данном случае «узкими местами», так как они оба используются на 100% своей мощности:
- АА: 48,57 x 39 + 2,57 x 10 = 1920 минут
- ББ: 48,57 x 15 + 2,57 x 20 = 780 минут
Если в качестве переменных мы рассматриваем более широкий круг затрат (а не только затраты на материалы), предоставление одного дополнительного часа в рамках процесса ББ не меняет оптимальный производственный план, за исключением того, что теперь могут производиться дополнительные единицы продукции А. Процесс ББ остается «узким местом» производства, используемым на 100% своей мощности, а в процессе АА продолжает существовать дополнительная мощность.
Качество управленческих решений относительно плана производства, таким образом, существенно зависит от качества допущений, на которых основывается решение.
Приведенный пример исключительно иллюстративный, так как немногие компании производили бы и продавали бы продукцию исходя из своего уровня прибыльности в краткосрочной перспективе. Такие стратегические вопросы, как этап жизненного цикла продукции, разработка будущих продуктов, освоение рынка и так далее, должны рассматриваться и обычно являются более важными аспектами, чем прибыль в краткосрочной перспективе.
При этом пример является тривиальным в некотором отношении. Он касается компании, производящей всего два стандартных вида продукции, причем используется только два производственных процесса и имеется стабильный спрос на продукцию. Реальные компании выпускают несколько продуктов и имеют несколько производственных процессов; цены устанавливаются в ходе переговоров между поставщиком и покупателем; а спрос в значительной степени непредсказуем. Такие ситуации трудно смоделировать точно, даже при использовании современных информационных технологий.
Ценность использования метода учета пропускной способности может состоять в углубленном понимании ситуации, которое он [метод] может предложить в таких беспорядочных, но реалистичных условиях производства. Глобальные показатели пропускной способности на заводском уровне могут дать четкий сигнал в отношении эффективности работы руководства завода. При имеющемся уровне ресурсов (то есть помещений, оборудования, сотрудников и прочего) постоянное увеличение пропускной способности стало бы простым показателем повышения объемов товарных потоков внутри завода и к клиентам. Обратив внимание на факторы, сдерживающие такие потоки – то есть, ресурсы в «узких местах» – руководство сосредоточится на устранении проблем, которые сдерживают уровень доходности завода в целом, а не на частях продукта или конкретных продуктовых линиях. Управление пропускной способностью завода отражает философию «управления посредством обхода рабочих мест», то есть, как правило, гораздо проще выявить «узкие места», относящиеся к конкретному оборудованию или процессам, путем непосредственного наблюдения, чем полагаясь на данные традиционных бухгалтерских отчетов. Традиционная отчетность об отклонениях может быть губительной, так как она может поощрить стремление к достижению высоких уровней локальной эффективности за счет общей эффективности.
Контроль затрат, связанных с пропускной способностью, и показатели эффективности
Хотя показатель доходности в период является важным для ускорения производственного процесса и устранения «узких мест», он не учитывает затраты на управление предприятием. Если пропускная способность и, как следствие, доходы увеличатся в малой степени, но, чтобы добиться этого, затраты на оплату труда и накладные расходы увеличатся значительно, это скорее приведет к уменьшению, а не увеличению операционной прибыли. Для управления указанными факторами применяется показатель эффективности пропускной способности:
Данный показатель, очевидно, будет больше единицы для прибыльной компании, и целью будет его повышение до приемлемо высокого уровня. Если показатель меньше единицы, компания несет убытки каждый раз, когда она производит продукт.
Традиционные показатели эффективности, такие как отклонения от нормативной себестоимости и производительность оборудования или работника, не могут использоваться в рамках учета пропускной способности, так как не стимулируют повышение глобальной эффективности. (Не нужно побуждать работников работать на склад.) Более важным показателем является эффективность:
Традиционные отклонения также могут вводить в заблуждение при учете пропускной способности. Например, если сверхурочные работы были выполнены в узком месте в целях повышения пропускной способности, увеличится неблагоприятное отклонение по ставке оплаты труда. Как правило, к неблагоприятным отклонениям относятся плохо. Однако для ТА это было бы хорошо и увеличивало бы размер прибыли до тех пор, пока расходы на оплату дополнительного труда оставались ниже добавленной стоимости.
Учет пропускной способности всегда должен быть направлен на минимизацию времени, затраченного на производство продукции, и, таким образом все элементы цикла заказа в рамках производственного процесса, не приносящие добавленную стоимость, должны быть исключены или минимизированы настолько, чтобы технологическое время приблизилось бы к длительности производственного цикла.
Длительность производственного цикла = Время наладки + Время простоя +
Технологическое время + Время проверки + Время транспортировки
(Выделена деятельность, увеличивающая добавленную стоимость.)
Таблица ниже подчеркивает разницу между методами учета пропускной способности (ТА) и традиционного учета затрат на продукцию.
| Учет пропускной способности | Традиционный учет затрат |
| Добавленная стоимость возникает после продажи изделия | Добавленная стоимость возникает после производства изделия |
| Соблюдение графика и дат поставок являются ключом к эффективности работы | Использование рабочего времени и машино-часов в полном объеме является ключом к эффективности работы |
| Анализ отклонений направлен только на определение причин не изготовления запланированного ассортимента | Анализ отклонений направлен на определение, достигнуты ли нормативные показатели |
| Затраты на оплату труда и традиционно определяемые переменные накладные расходы относятся к постоянным расходам | Затраты на оплату труда и традиционно определяемые переменные накладные расходы считаются переменными расходами |
| Запасы оцениваются в отчете о прибылях и убытках и в балансе только по стоимости материалов (то есть, переменных расходов) | Запасы оцениваются в отчете о прибылях и убытках и в балансе по полной производственной себестоимости |
В настоящей заметке ТА рассматривался в отношении производственных компаний, но он также достаточно успешно применяется в отраслях сферы услуг. Например, учет пропускной способности использовался для ускорения проверки кредитоспособности клиентов и для снижения затрат, связанных с такой проверкой. В одной компании этот процесс занимал длительное время, зачастую проверка длилась дольше недели, и тем самым задерживала дальнейшую деятельность. До начала применения ТА, для принятия базовых решений по кредитованию, привлекались сотрудники с более высокой для такого процесса квалификацией, и это приводило к задержкам в принятии решений о кредитоспособности. Впоследствии компания предоставила полномочия рядовым сотрудникам принимать решения в большинстве случаев, и только трудные случаи направлялись на разрешение экспертам. Это означало, что решения принимались гораздо быстрее, как правило, в течение 24 часов, а затраты на выполнение этой функции снизились.
Олег Северин, начальник отдела планирования производства ОАО «Компания ЮНИМИЛК»
Устойчивый рост покупательской способности населения, наблюдаемый в последние годы в России, приводит к увеличению объема потребления товаров и услуг. Казалось бы, такое положение дел должно только радовать производителей. Между тем многие производственные предприятия на определенном этапе в процессе планирования сталкиваются с дефицитом производственных мощностей, необходимых для выпуска той или иной продукции. Возможные последствия — недопоставка продукции на рынок в предполагаемый период дефицита, вероятное недополучение прибыли и в результате уменьшение рентабельности предприятия. Как избежать подобных проблем, не вкладывая существенных инвестиций в увеличение производственных мощностей?
В условиях жесткой конкуренции неполное освоение организацией рыночного потенциала неизбежно приведет к усилению позиций конкурентов, которые будут в состоянии удовлетворить возросший спрос. Это однозначно негативно скажется на финансовых показателях организации, приведет к увеличению доли конкурентов на рынке. Вместе с тем инвестиции в дополнительное оборудование, как правило, требуют серьезных финансовых вложений. Поэтому перед тем, как их осуществлять, менеджменту организации следует определить размер предполагаемого увеличения прибыли в результате удовлетворения дополнительного спроса, оценить объем необходимых инвестиций в новое оборудование, после чего рассчитать окупаемость инвестиционного проекта.
Результаты подсчетов могут не обрадовать: объем неудовлетворенного спроса не так уж и велик и загруженность дополнительного оборудования будет настолько низкой, что затраты на его приобретение окажутся явно не равнозначны потенциальному увеличению прибыли от реализации произведенной на этом оборудовании продукции. На первый взгляд, это тот случай, когда при всем желании полностью удовлетворить спрос выгоднее этого не делать. Существуют, однако, способы увеличения уже имеющихся производственных мощностей без серьезных финансовых вливаний в приобретение дополнительного оборудования. Зачастую, их применения вполне достаточно для покрытия сложившегося дефицита готовой продукции.
Так, наша компания в течение трех месяцев проводила анализ работы 8 единиц аналогичного оборудования, производящего идентичную продукцию на отечественных предприятиях пищевой промышленности. В результате анализа было установлено, что мощность оборудования, достигаемая при существующей организации производства, колеблется на разных предприятиях от 2 100 т/мес. до 3 750 т/мес. То есть разница в достигаемой мощности идентичного оборудования, закупавшегося у одного и того же поставщика, составляет до 56%. Столь значительное отличие обусловлено различным уровнем эффективности работы оборудования, что по большей части является следствием нерациональной организации как производственного технологического процесса, так и труда производственного персонала.
Как оценить мощность — фактическую и максимальную
Естественно, прежде чем увеличивать мощность оборудования, необходимо определить, насколько эффективно оно работает и каковы пределы увеличения эффективности его работы.
Под эффективностью работы оборудования понимают показатель объема товарной продукции или работы, производимого конкретным оборудованием в расчете на единицу времени. Это означает, что максимальная эффективность работы оборудования достигается тогда, когда за единицу времени выпускается максимально возможный объем продукции должного качества (или когда заданный объем производится за минимально возможное время). Фактическая мощность оборудования при существующей организации производства. В свою очередь, максимальная мощность оборудования — максимальный объем продукции заданного ассортимента, который может быть произведен оборудованием в единицу времени при оптимальной организации производства.
Максимальная мощность оборудования не является постоянной величиной — допускается пересмотр ее уровня в процессе дальнейшей оптимизации производственного процесса. Фактическая мощность может быть равна максимальной, если достигнута высокая эффективность работы оборудования и производственный процесс организован оптимальным образом.
Например, если в результате анализа работы производственных линий выявлено, что фактическая мощность отличается от максимальной более чем в два раза, это означает, что для производства одного и того же объема продукции предприятиям, где эффективность работы оборудования высока, может требоваться вдвое меньше единиц техники, чем на предприятии, где такая эффективность существенно ниже. Следовательно, предприятия, уделяющие должное внимание достижению высокой эффективности работы оборудования, имеют реальную возможность сэкономить «на всех фронтах»: у них уменьшается потребность в инвестициях, экономится цеховое пространство, снижаются расходы на оплату труда и т.д.
Известно несколько методов оценки фактической мощности.
Экспертный метод. Суть этого метода заключается в оценке мощности оборудования компетентным персоналом предприятия, имеющим опыт работы на данном оборудовании (руководитель производства, главный инженер, главный технолог). Преимущества экспертного метода — простота, быстрота. Недостатки — неточность, субъективность. Существует опасность сознательного занижения мощности с целью получения более низких планов и досрочного их выполнения.
Статистический метод. При его применении в периоды, когда оборудование считается полностью загруженным, фиксируются объемы выработки продукции и определяется средний объем выработки. Преимущества данного метода состоят опять же в простоте и в том, что результат базируется на реально зафиксированных данных. Сложность может составить необходимость определения периода, когда оборудование считается полностью загруженным, ибо он определяется субъективно. Не исключено, что такой период будет отсутствовать вовсе.
Расчетный метод. Суть его заключается в построении предполагаемого «поминутного» графика выпуска максимально достижимого при существующей организации производства количества продукции (см. рис. 1). При этом учитывается скорость оборудования, время плановых простоев, предполагаемое время, потерянное по причине возникновения внеплановых простоев, и т.п. Как правило, график составляется руководителем производства или технологом. Преимущества данного метода — его объективность; понятно, из чего складывается полученный результат. Пожалуй, это наиболее точный способ оценки при условии наличия корректных исходных данных. В то же время необходимость их наличия способна создать проблемы в применении этого метода. Кроме того, он требует хорошего знания организации производства.
Рис.1 Пример технологического графика производства
Метод расчета на основе отчетности по эффективности работы оборудования. Суть этого метода состоит в анализе статистики производственных отчетов по работе оборудования, в которых работниками зафиксированы все действия, осуществляемые в процессе работы на данном оборудовании. Собрав статистику за определенный период, необходимо проанализировать, как фактически проходил производственный процесс, на что конкретно было потрачено производственное время. Пользуясь этими данными, несложно отследить фактическую организацию производственного процесса, после чего рассчитать фактическую мощность оборудования. Преимущества метода: точность, объективность, использование фактических данных для расчетов, полная ясность относительно того, из чего складывается полученный результат. Дополнительный плюс — ту же отчетность можно впоследствии использовать для решения и других производственных задач. Недостатки этого метода: понадобится некоторое время на внедрение вышеупомянутой отчетности по работе производственного оборудования, на обучение производственного персонала (причем нагрузка на персонал несколько увеличится).
Методов оценки максимальной мощности оборудования также несколько, и по своей сути они во многом похожи на методы оценки фактической мощности.
Экспертный метод 1 состоит в получении заключения о максимальной мощности оборудования от его поставщика. Часто применяется до принятия решения о закупке оборудования для расчета предполагаемой его загруженности с учетом планируемых объемов продаж / производства. Основное преимущество этого метода в том, что оценка дается компетентными специалистами, имеющими большое количество статистических данных о работе поставляемого ими оборудования. Наиболее же существенный недостаток обусловлен незнанием поставщиком особенностей организации производства на конкретном предприятии.
Экспертный метод 2 заключается в субъективной оценке возможностей оборудования компетентными сотрудниками предприятия, имеющими опыт работы на данном оборудовании, в предполагаемых условиях оптимальной организации производства. Преимущества и недостатки этого метода аналогичны тем, которые отмечены выше при рассмотрении одноименного метода оценки фактической мощности оборудования. Кроме того, к недостаткам следует отнести тот факт, что результаты оценки часто сводятся к простому припоминанию сотрудниками максимальных объемов выработки в периоды, когда оборудование было полностью загружено, а результаты работы наиболее удачны.
В рамках статистического метода изучаются статистические данные и выявляются периоды, когда объем выработки продукции был максимален, а оборудование — полностью загружено. Хотя, применяя этот метод, можно выявить значение максимальной мощности, он не позволяет определить пути к ее достижению.
Расчетный метод предполагает построение целевого «поминутного» графика производства, но уже не отражающего текущую организацию производства, а учитывающего предполагаемые изменения/улучшения, призванные способствовать достижению оптимальной организации производства. Преимущества и недостатки практически те же, что у одноименного метода оценки фактической мощности оборудования. Но здесь еще важно четко представлять способы достижения максимальной мощности, на основе которых и строится вышеупомянутый график (оптимизация продолжительности и количества плановых простоев, возможности по увеличению скорости оборудования и т.п.).
Метод расчета на основе отчетности по эффективности работы оборудования предполагает наличие и использование производственной отчетности. Он во многом аналогичен описанному выше методу. На основе статистических данных необходимо выявить лучшие результаты за отчетный период (максимальную эффективность работы оборудования), определить, что именно позволило достичь этих результатов, исходя из чего построить оптимальную модель организации производственного процесса, рассчитать мощность оборудования при использовании данной модели. Преимущества и недостатки те же, что и при расчете фактической мощности аналогичным методом.
Определить максимальную мощность оборудования сложнее, нежели фактическую мощность, по понятным причинам. Фактическая мощность рассчитывается при существующей организации производства, и нужно лишь вычислить максимально возможный объем выработки продукции без каких-либо предполагаемых изменений. Определение максимальной мощности требует смоделировать оптимальную организацию производственного процесса, а ее достижение подразумевает работу по внедрению позитивных изменений.
Из вышеописанных методов наиболее оптимальным представляется последний — метод расчета на основе отчетности по эффективности работы оборудования. Именно его и рассмотрим далее подробнее.
Время учет любит
Отчетность по эффективности работы оборудования составляется с целью детального учета использования производственного времени. Системы работы с такой ежедневной отчетностью в том или ином виде внедрены на подавляющем большинстве зарубежных производственных предприятий, и по своей сути они мало чем отличаются друг от друга. Материальный носитель отчета представляет собой бланк, ежедневно заполняемый в течение смены сотрудником предприятия, ответственным за работу конкретной единицы оборудования. В отчете фиксируются все действия, осуществляемые в процессе производства на данном оборудовании. Пример заполненного бланка отчетности по эффективности работы оборудования за смену (12 часов) приведен на рис. 2.

Рис.2. Пример заполнения бланка отчета по эффективности работы оборудования за смену
Все время производственного цикла можно условно разделить на 4 укрупненных составляющих:
— время работы оборудования (периоды, когда оборудование выпускает продукцию);
— плановые простои (периоды, в которые оборудование не выпускает продукцию; эти периоды необходимы технологически и о них всегда заранее известно);
— внеплановые простои (периоды, когда оборудование не выпускает продукцию по причине внезапно возникших технических неисправностей или проблем организационного характера);
— незанятое время (в эти периоды нет необходимости в использовании оборудования).
Информация из бумажных бланков может переноситься в информационные системы, упрощающие анализ полученных результатов.
Данные, отраженные в отчете, могут быть использованы для:
— определения фактической и максимальной мощности оборудования;
— оценки загруженности производственного оборудования (текущая, прогнозируемая);
— анализа того, как используется производственное время (первичный документ о том, что происходило с оборудованием в прошедшие периоды);
— контроля плановых простоев, определения нормативов их продолжительности;
— расчета ключевых показателей эффективности работы производства, сравнения результатов работы за определенные периоды времени.
Ищем скрытые резервы
Каким образом на основе данных, зафиксированных в отчете о работе оборудования за смену, можно оценить мощность оборудования, лучше всего рассмотреть на примере. При этом будем опираться на данные, указанные в таблице на рис. 2.
Из отчета по эффективности работы оборудования за смену можно выделить следующие данные:
общий период анализа (общее время смены) — 720 мин., их них:
время работы оборудования (ВР) — 490 мин.;
суммарное время плановых простоев (ПП) — 140 мин.;
суммарное время внеплановых простоев (ВП) — 20 мин.;
незанятое время (НВ) — 70 мин.;
скорость аппарата (С) — 100 шт./мин.;
выпущено продукции за период — 49 000 шт.
Время работы (ВР) — время, объективно необходимое для выпуска продукции. Прежде всего, оно определяется скоростью, с которой оборудование работает. В нашем примере для того, чтобы произвести 49 000 единиц продукции, потребовалось 490 мин. при скорости 100 шт./мин. Уменьшить это время можно, только увеличив скорость работы оборудования.
Плановые простои (ПП) — время, затрачиваемое на какие-либо действия, обусловленные технологическим процессом или организацией производства. Плановые простои всегда заранее определены, они не являются неожиданностью. Во время плановых простоев продукция не вырабатывается, следовательно, в условиях дефицита производственных мощностей целесообразно предпринять усилия по снижению их общей продолжительности.
Внеплановые простои (ВП) — время, потраченное на устранение неожиданно возникших технических неисправностей в процессе производства, потерянное из-за несогласованных действий персонала и т.п. Оборудование в это время продукцию не выпускает, т.е. это время не является производительным. Необходимо прилагать усилия по снижению продолжительности внеплановых простоев или их устранению.
Чем больше удастся сократить продолжительность плановых и внеплановых простоев, тем больше останется времени на производство продукции и тем эффективнее будет работа оборудования.
На основе данных о распределении рабочего времени можно оценить эффективность работы оборудования за тот или иной период. Это удобно сделать, рассчитав условный показатель «Производительность» (ПР), который является одним из ключевых показателей эффективности производства, позволяющим проводить ее постоянный мониторинг. Он рассчитывается по формуле:

, где:
ВР — минимальное время работы, необходимое для выпуска заданного количества продукции;
ПП и ВП — продолжительность плановых и внеплановых простоев соответственно.
В приведенном примере показатель «Производительность» по отчету за смену равен:

.
Полученное значение показателя следует интерпретировать следующим образом: из всего периода рабочего времени (общее время периода минус нерабочее время) 75,4% потрачено на выпуск продукции (рабочее время), остальные 24,7% потрачены на различного рода простои. Именно в последней составляющей следует искать резервы для возможного повышения производительности и наращивания мощности оборудования.
Установив фактическое значение показателя «Производительность», нетрудно рассчитать фактическую мощность оборудования. Для этого рекомендуется определить значение названного показателя за период не менее одного месяца, ибо данные о работе в течение всего одной смены не будут являться репрезентативными для указанной цели. Значение показателя «Производительность» за одну смену подходит для мониторинга эффективности работы оборудования, но не для оценки его мощности.
Мощность (МЩ) оборудования за определенный период легко рассчитать по формуле:

, где:
ПР — фактическое значение показателя «Производительность»;
ОВП — общее время периода, за который требуется оценить мощность;
V — скорость работы оборудования.
Рассчитаем суточную мощность оборудования на основе данных, приведенных в таблице на рис. 2:
скорость работы оборудования (V) — 6 000 шт./час. (100 шт./мин. х 60 мин.);
производительность оборудования — 75,4%;
период, на который определяется мощность (ОВП), — 24 часа.
Таким образом, фактическая мощность будет равна:
Для того чтобы рассчитать максимальную мощность оборудования, необходимо четко спланировать улучшения в организации производственного процесса. Чаще всего они бывают направлены на снижение продолжительности плановых и внеплановых простоев.
Предположим, что в нашем примере предполагается отменить плановый простой «Обеденный перерыв» за счет найма дополнительного персонала на подмену обедающим сотрудникам, а продолжительность простоя «Мойка» — сократить с 50 до 30 мин. благодаря пересмотру процедуры мойки. Осуществить другие улучшения, как показали исследования работы оборудования, невозможно. Таким образом, общая продолжительность плановых простоев (ПП) составила бы в приведенном примере не 140, а 90 минут.
Итак, расчеты показали, что запланированные улучшения позволят увеличить производительность на 6,3% и повысить мощность оборудования таким образом, что на нем будет выпускаться на 9 072 единицы продукции в сутки больше, чем при фактической мощности.
Выгоды «перекрывают» трудности внедрения
В разное время автору доводилось внедрять систему учета рабочего времени на основе отчетности по эффективности работы оборудования на более чем 25 отечественных производственных предприятиях. Практически на каждом из них приходилось сталкиваться с новыми трудностями, и система нуждалась в некоторой адаптации исходя из особенностей того или иного предприятия. Потому опишем этапы процесса внедрения данной системы и типичные проблемы, которые возникают по ходу.
В первую очередь, необходимо заручиться поддержкой инициативы по внедрению системы учета руководством компании. Практика показывает, что в большинстве случаев, когда нововведению уделяется недостаточно внимания, система быстро утрачивает «рабочую форму» в силу своей невостребованности. Поэтому преимущества от ее внедрения и поддержания должны быть четко донесены до менеджмента организации. Очевидными выгодами являются:
- возможность определения фактической и максимальной мощности оборудования, прогнозирования его загруженности;
- увеличение эффективности работы оборудования, отслеживание ее динамики. Система позволяет постоянно осуществлять поиск резервов для наращивания мощности;
- контроль и повышение прозрачности производственного процесса, повышение трудовой дисциплины сотрудников производства.
Финансовые затраты на введение такой системы учета минимальны, поскольку ежедневное заполнение бланков осуществляют те же сотрудники, которые отвечают за работу оборудования. На заполнение отчета уходит в общей сложности не более 10 мин. за смену, что не может существенно увеличить нагрузку на производственный персонал.
После того как поддержка руководства организации получена, имеет смысл провести краткое собрание с участием задействованного производственного персонала. На собрании нужно разъяснить, что представляет собой система, для чего внедряется и что конкретно требуется от персонала. Это обеспечит вовлеченность сотрудников в процесс, повысит качество заполнения первичной отчетности на бумаге. Следует акцентировать внимание на том, что система предназначена не для того, чтобы контролировать сотрудников с целью уличить их в плохой работе, а для того, чтобы общими усилиями улучшить результаты. Рекомендуется отменить обязательное заполнение ранее существовавших отчетов, данные из которых дублируют сведения, отражаемые во внедряемой отчетности.
Для обработки данных первичной отчетности обычно назначают сотрудника, который также будет выполнять аналитические функции, следить за регулярностью ее представления и качеством заполнения. Такой работник составляет аналитические материалы на основе отчетов в удобном для руководства виде, а также обеспечивает регулярную обратную связь с производственным персоналом. Для доведения содержания аналитических материалов (например, о посменных объемах выработки продукции, динамике показателя «Производительность» и т.д.) до рабочих целесообразно разместить непосредственно в цехах информационные стенды.
Полезно проводить еженедельные совещания, на которых будут анализироваться результаты работы оборудования за неделю (основные причины простоев, частота и причины поломок оборудования и т.д.) с последующей разработкой мер по улучшению организации производственного процесса.
Создать удобную форму отчетности, предназначенной для анализа работы машин и аппаратов, вполне позволяет программное обеспечение стандартного пакета MS-Office, навыки работы с которым в настоящее время имеют практически все.
Стоит отметить, что отчетность по эффективности работы оборудования пока не нашла широкого применения в отечественных производственных компаниях. Когда наша группа внедряла систему учета производственного времени последовательно на двадцати трех предприятиях одного российского холдинга, было обнаружено, что всего лишь на шести из них велась подобная отчетность в сильно урезанном виде и использовалась она только для контроля начальником производства работы операторов. Это говорит о том, что проблеме повышения эффективности работы оборудования и увеличению его мощности уделяется недостаточно внимания. При таком подходе у предприятия неизбежно возникнут трудности с определением фактической и максимальной мощности машин и аппаратов, эффективность работы будет повышаться медленно или не будет расти вообще. Это, в свою очередь, может привести к необоснованным финансовым затратам на приобретение дополнительного оборудования, которое также не будет достигать максимальной эффективности работы.
Многих из перечисленных проблем можно избежать, внедрив рассмотренную выше систему учета производственного времени, которая, хотя и не является панацеей, способна, несмотря на свою простоту, принести предприятию вполне реальные и ощутимые преимущества. И прежде всего они будут выражаться в возможности управлять производственной мощностью предприятия с учетом существующего спроса на продукцию компании.
Производственная мощность. Расчеты производственных мощностей. Значения резервных мощностей
Обоснование потенциальных и фактических возможностей предприятия по производству продукции, заложенных в средствах труда, является основой формирования его производственной программы.
Производственная мощность – это показатель, отражающий максимальную способность предприятия (подразделения, объединения или отрасли) по осуществлению выпуска товарной продукции в натуральных ил стоимостных единицах измерения, отнесенных к определенному периоду времени (смена, сутки, месяц, квартал, год).
Количественные значения производственной мощности обусловлены научно-техническим уровнем технологии производства продукции, номенклатурой (ассортиментом) и качеством продукции, а также особенностями организации труда, наличием энергетических, сырьевых и трудовых ресурсов, уровнем организации труда, специализации и кооперирования, пропускной способностью транспортных, складских и сбытовых служб. Неустойчивость факторов, влияющих на величину производственной мощности, порождает множественность этого показателя, поэтому они подлежат периодическому пересмотру. В практике управления производством различают несколько видов понятий, характеризующих производственные мощности: проектную, пусковую, освоенную, фактическую, плановую, входную и выходную по периоду, вводимую, выводимую, балансовую.
В общем виде производственную мощность можно определить, как максимально возможный выпуск продукции в соответствующий период времени при обозначенных условиях использования оборудования и производственных ресурсов (площадей, энергии, сырья, живого труда). Ведущим фактором, влияющим на производственную мощность и определяющим ее название, является оборудование, то есть средство изменения материальной составляющей производственного процесса.
Наиболее простыми и точными измерителями производственной мощности являются натуральные единицы:
Производственные мощности измеряются, как правило, в тех же единицах, в которых планируется производство данной продукции в натуральном выражении (тоннах, штуках, метрах). Например, производственная мощность горнодобывающих предприятий определяется в тоннах добычи полезного ископаемого, металлургических предприятий – в тоннах выплавки металла и производства проката; машиностроительных заводов – в штуках изготовляемых машин; мощность сахарных заводов и других предприятий пищевой промышленности – в тоннах сырья, перерабатываемого в готовую продукцию.
По продукции, имеющей широкую ассортиментную шкалу, производственные мощности могут выражаться в условно-натуральных единицах. Если предприятие выпускает несколько видов различной продукции, то производственные мощности устанавливаются по каждому виду отдельно.
Чем полнее во времени используется производственная мощность, тем больше продукции производится, тем ниже ее себестоимость, тем в более короткие сроки производитель накапливает средства для воспроизводства продукции и совершенствования самой производственной системы: замены оборудования и технологий, осуществления реконструкции производства и организационно-технических нововведений.
Увеличение выпуска продукции на имеющихся оборудовании и производственных площадях путем автоматизации и других средств интенсификации технологических процессов сокращает потребность в новых капиталовложениях, вызывает снижение эксплуатационных расходов, экономию сырья, позволяет повысить экологическую безопасность производства.
Проектная производственная мощность определяется в процессе проектирования производства и отражает его возможности для принятых в проекте условий функционирования предприятия. Фактически достигнутую для устойчивой работы мощность называют освоенной. В зависимости от развития и текущего состояния производства производственная мощность приобретает свои конкретные значения на период пуска производства (пусковая), фактически сложившуюся при текущих колебаниях спроса на продукцию (фактическая) или в расчетах производства объемов продукции (плановая).
В течение каждого планируемого периода производственная мощность может измениться. Чем больше планируемы период, тем вероятность таких изменений выше. Основными причинами изменений являются:
установка новых единиц оборудования, взамен устаревших или аварийных;
ввод в действие новых мощностей;
изменение производительности оборудования в связи с интенсификацией режима его работы или в связи с изменением качества сырья, срока действия катализатора, адсорбентов, очистителей, изменения антикоррозионной защиты и т.п.
модернизация оборудования (замена узлов, блоков, захватов, транспортных элементов и т.п.);
изменения в структуре исходных материалов, состава сырья или полуфабрикатов, приемах отбора фракций, способах теплового обмена, дозирования, калибровки и др.;
продолжительность работы оборудования в течение планового периода с учетом остановок на ремонт, профилактику, технологические перерывы;
режим работы оборудования (циклический, непрерывный);
организация ремонтов и текущего эксплуатационного обслуживания.
Существенное значение имеет прирост производственной мощности, который достигается путем технического переоснащения и совершенствования организации производственного процесса. Производственная мощность на начало периода, как правило – года, называют входной, а на конец периода (года) – выходной производственной мощностью.
В виду того, что часть оборудования может в течение эксплуатационного периода выводится из рабочего режима, например, для капитального ремонта или демонтажа, или наоборот вводится, то их соответственно учитывают в плановых расчетах в качестве понятий вводимая, выводимая или средняя за период (среднегодовая, например) производственная мощность.
Балансовая производственная мощность соответствует по своей количественной мере условиям сопряжения разных по мощности единиц оборудования, сопряженных в едином технологическом процессе. Важным является требование сбалансированности всех видов мощностей оборудования производственного цикла. Балансовая мощность не всегда соответствует оптимальным значениям оборудования.
Определение конкретных значений производственной мощности осуществляется по каждой производственной единице (участок, цех, предприятие, отрасль), с учетом планируемых мероприятий. По мощности ведущей группы оборудования устанавливается производственная мощность участка, по ведущему участку – производственная мощность цеха, по ведущему цеху – производственная мощность предприятия. При установке производственной мощности управленцы разрабатывают мероприятия по «расшивке» узких мест с целью достижения наилучшей сбалансированности производственных мощностей производственных структур предприятия, в том числе средствами осуществления последовательно-параллельных стадий обработки и разнообразия ассортимента продукции (изделий).
Сумма производственных мощностей отдельных предприятий по одному и тому же виду продукции составляет производственную мощность отрасли промышленности.
Для условий рыночной экономики, когда деятельность предприятий ориентирована на удовлетворение спроса по видам продукции и учет требований (интересов) потребителей, планируемая производственная мощность определяется, исходя из портфеля заказов предприятия, прогнозов потребительского спроса.
Расчеты производственных мощностей выполняются на основе информации о состоянии установленного оборудования. При этом необходимо руководствоваться следующими положениями:
в расчетах принимается все наличное оборудование участка (цеха, предприятия), за исключением резервного;
в расчетах принимается эффективный максимально-возможный фонд времени работы оборудования при заданном режиме сменности;
в расчетах принимаются передовые технические нормы производительности оборудования, трудоемкости продукции, норм выхода продукции из сырья;
в расчетах принимаются наиболее совершенные способы организации производства и сопоставимые измерители работы оборудования и баланса мощностей;
при расчете производственных мощностей на планируемый период необходимо исходить из возможности обеспечения их полной загрузки. Но вместе с тем должны быть предусмотрены необходимые резервы мощностей, что важно в условиях рыночной экономики для быстрого реагирования на изменения товарного рыночного спроса;
при расчете величины мощности не принимаются во внимание простои оборудования, которые могут быть вызваны недостатками рабочей силы, сырья, топлива, электроэнергии или организационными неполадками, а также потери времени, связанные с ликвидацией брака продукции.
Машины и аппараты одинакового технологического назначения, используемые для производства однородной продукции, могут иметь общий натуральный измеритель производительности – единицы той продукции, для изготовления которой они предназначены. Для разнородных аппаратов найти общий натуральный измеритель производительности бывает затруднительно.
В качестве параметров измерения производственной мощности применяют те же единицы, что и для учета и планирования выработки продукции. Например, для серной кислоты – тонны моногидрата, для каустической соды – тонны соды в пересчете на 100% щелочи, для отделения штамповки – тысячи штук изделий.
Для расчета производственной мощности производственной единицы (цеха) необходимо пересчитать производительность отдельных аппаратов в единицы конечной продукции, выпускаемой производственной единицей (цехом). Пересчет производят, исходя из плановых расходных норм полуфабрикатов на единицу готовой продукции.
За основу расчета производственной мощности принимают проектные или технические (паспортные) нормы производительности оборудования и технически обоснованные нормы времени (выработки). Когда установленные нормы превзойдены передовиками производства, то расчет мощности производится по передовым достигнутым нормам, учитывающим устойчивые достижения передовиков производства.
Длительность остановок на плановый ремонт (текущий, средний и капитальный) рассчитывают по передовым нормам затрат времени на ремонт, достигнутым лучшими бригадами (с учетом увеличения межремонтных периодов путем повышения качества ремонта и улучшения эксплуатации оборудования); длительность ремонтов не должна превышать предусмотренные и утвержденные для данного оборудования нормы времени.
Время, необходимое для капитального ремонта оборудования с межремонтным циклом работы более одного года, учитывают при расчете мощности только того года, когда этот ремонт производится.
В производствах, где неизбежны остановки оборудования (для чистки, переключения с одного продукта на другой, перегрузки катализатора и т.п.), которые по времени невозможно совместить с простоями на ремонт, длительность этих остановок должна учитываться в расчете экстенсивной нагрузки оборудования. Затраты времени на технологические остановки устанавливаются в соответствии с нормами в технологических регламентах или правилах эксплуатации.
В практике расчетный фонд рабочего времени оборудования производства, работающего в прерывном режиме, называют располагаемым фондом, или номинальным.
Годовой фонд рабочего времени для цехов и производств, действующих непрерывно, рассчитывают, исходя из календарного числа суток в году за вычетом времени на ремонт и технологические остановки агрегатов. Для цехов и производств, действующих прерывно, годовой фонд рабочего времени определяют на основе календарного числа дней в году за вычетом выходных и праздничных дней. Из полученного фонда времени исключают время на ремонт, который производится в рабочее время.
Расчетная производительность оборудования не должна быть ниже достигнутой передовиками производства, превышающей паспортные или проектные нормы. При определении интенсивной нагрузки оборудования выбор единицы времени зависит от характера протекания производственных процессов. Для аппаратуры круглосуточного, непрерывного действия за единицу времени можно принять сутки, поскольку в пределах суток регламентируемых простоев не бывает; для машин и аппаратуры периодического действия за единицу принимают час работы или продолжительность операции, цикла (аппаратооборота).
Для определения производственной мощности имеет значение группировка аппаратов по их значимости в выпуске продукции.
Аппараты, агрегаты цехов химического предприятия, например, подразделяются на следующие группы:
основные, или ведущие, производственные аппараты, в которых осуществляются химические, электрохимические, механические или другие технологические процессы (аппараты и машины для разделения газов, для очистки газов, дистилляции и ректификации; химические печи; компрессоры; аппаратура для смешения и перемешивания и др.);
аппараты, выполняющие подготовительные функции (машины для дробления, измельчения и др.);
вспомогательные производственные аппараты (аппараты для транспортирования сырья, материалов и полуфабрикатов; насосы, вентиляторы, эксгаустеры; силовые установки; генераторы, двигатели, трансформаторы и др.).
Производственная мощность определяется по мощности ведущих цехов, агрегатов или участков. Под ведущими цехами, участками или агрегатами понимаются те из них, где выполняются основные и наиболее массовые технологические операции по изготовлению готовой (основной) продукции и в которых сосредоточена преобладающая часть оборудования. В черной металлургии – это доменные, мартеновские, сталеплавильные цеха или печи, в цветной – электролизные ванны, в текстильной – прядильное и ткацкое производство, на машиностроительных заводах – механические и сборочные цеха.
При расчете производственной мощности предприятия на начало планового года должно учитываться все установленное оборудование независимо от его состояния (действует или бездействует вследствие его неисправности, находится в ремонте, наладке, в резерве, на реконструкции или на консервации, простаивает вследствие отсутствия сырья, материалов, энергии, а также монтируемое, если ввод в эксплуатацию предусмотрен в плане и т.п.). Резервное оборудование, предназначенное для замены ремонтируемого, при расчете мощности не учитывается.
При вводе новых мощностей по планам капитального строительства и их освоения предусматривается, что их эксплуатация начинается в следующем квартале после сдачи.
Для расчета производственной мощности используются следующие исходные данные:
перечень производственного оборудования и его количество по видам;
режимы использования оборудования и использования площадей;
прогрессивные нормы производительности оборудования и трудоемкости изделий;
намечаемые номенклатура и ассортимент продукции, непосредственно влияющие на трудоемкость продукции при данном составе оборудования.
Если известна производительность оборудования, то производственная мощность определяется, как произведение паспортной производительности оборудования в единицу времени и планового фонда времени его работы (Тэф):
где Тэф – эффективный фонд работы единицы оборудования, час; а – количество однотипных аппаратов, машин, агрегатов, установленных в отделении (участке, цехе); Н – часовая норма производительности единицы оборудования по паспорту завода-изготовителя, выраженная в конечном продукте (т/час, м3/час, м2/час и др.).
Если известно, что фактически с оборудования снимается продукции больше, чем определено паспортом, то использовать в расчете мощности нужно технически обоснованную норму производительности, определяемую производственниками.
Эффективный фонд рабочего времени оборудования определяется в зависимости от режима работы участка (отделения, цеха).
Если производство работает в непрерывном режиме (круглосуточно, без остановок в праздничные и выходные дни), то эффективный фонд рассчитывается следующим образом:
Тнэф = Ткал * ТППР – Ттехн,
где Ткал – календарный фонд (длительность года, 365 дней или 8760 час.); ТППР – время простоев в планово-предупредительных ремонтах, в час.; Ттехн – время простоев оборудования по технологическим причинам (загрузка, выгрузка, чистка, промывка, продувка и т.д.) в час.
В условиях непрерывного производственного процесса максимально возможный фонд времени работы оборудования равен произведению календарных дней и 24 ч в сутках
В прерывном производстве рассчитывают располагаемы фонд времени оборудования (в практике его называют номинальным).
Поясним, что понимается под располагаемым фондом времени оборудования.
Календарный, или максимально возможный, фонд является исходной величиной в учете времени работы и бездействия оборудования. На каждом предприятии действует определенный режим работы (число рабочих и выходных дней, число смен и их продолжительность). Поэтому не весь календарный фонд может быть использован для целей производства. Если из календарного фонда времени исключить часть рабочего времени между сменами и время нерабочих дней, то получится режимный фонд времени. Например, для одного станка календарный фонд времени за год равен: 24 (365 = 8760 станко-часов. Для совокупности станков фонд времени (календарный, режимный) равен произведению фонда времени одного станка на число станков.
Располагаемы фонд получают исключением из режимного фонда затрат времени на плановый ремонт и времени на нахождение оборудования в резерве.
При работе производства в периодическом режиме (с остановками на праздничные и выходные дни) эффективный фонд рассчитывается на основе режимного фонда времени:
Тпэф = Треж (ТППР (Ттехн,
где Треж = Ткал (Твд (Тпд; Твд, Тпд – время на выходные и праздничные дни.
Режимный фонд времени определяется с учетом числа рабочих смен в сутки и продолжительности смен. Например, при 2-х сменном производстве с продолжительностью смены 8 часов имеем:
Треж = (365 (52 (52 (8 (7) (2 (8 + 7 (2 (7 = 4034 часа,
где 52 и 52 – число воскресных и субботних выходных дней; 8 – число праздничных дней; 7 – число праздничных дней. Продолжительность предпраздничных рабочих дней при 40-часовой рабочей неделе сокращается на один час.
ТППР – определяется по графику планово предупредительных ремонтов предприятия, формируемого службой главного механика. При отсутствии графика величину простоев можно рассчитать, используя ремонтные нормативы, применяемые в отраслевой практике;
Ттехн – определяются по данным технологических регламентов производства, в которых указываются виды простоев, их продолжительность и цикличность.
В периодических производствах и в непрерывных производствах с периодически работающим оборудованием мощность определяется по формуле:
где Тэф – эффективный фонд времени работы единицы оборудования, час; Тц – время производственного цикла работы оборудования, час; Зс – объем загрузки сырья на один цикл; bгп – выход готовой продукции из единицы сырья; а – количество однотипных аппаратов, машин, агрегатов, установленных в отделении (цехе).
В условиях многономенклатурного производства производственная мощность определяется, как частное от деления фонда времени работы оборудования на трудоемкость комплекта изделий (деталей), изготавливаемых на данном оборудовании:
где – трудоемкость комплекта изделий, включающие а – видов.
Входная и выходная производственная мощность исчисляются ежегодно по данным отраслевой статистики, как внешняя конкурентная характеристика оборудования. Для определения соответствия производственной программы имеющейся мощности исчисляется среднегодовая производственная мощность предприятия (Мсг). При равномерном наращивании мощности в течение года ее среднегодовая величина определяется, как полусумма входной (Мвх) и выходной (Мвых) мощности:
В иных случаях среднегодовая мощность (Мсг) с учетом ввода нового оборудования и вывода устаревшего исчисляется так:
где Мнг – мощность на начало года; Мвв – вводимые новые мощности; Твв – число месяцев работы вводимых мощностей; Мвыв – мощности выводимые; Мо – увеличение мощности за счет оргтехмероприятий; Твыв – число месяцев, когда выводимые мощности не будут работать; То – число месяцев работы после внедрения мероприятия; 12 – число месяцев.
Наличие резервной производственной мощности обусловлена необходимостью периодической остановки части оборудования для выполнения ремонтных и регламентных (профилактических) работ, а также для регулирования объема производства продукции. Наиболее оптимальные нагрузки оборудования, как правило, находятся в диапазоне 80-90% от их максимальных значений.
Методика расчета производственной мощности в непрерывных химических производствах
Мощность аппаратов непрерывного действия, работающих на химических предприятиях, рассчитывают на основе технических норм использования оборудования во времени и интенсивности работы оборудования.
Общая формула расчета производственной мощности (М):
где а – количество однородных аппаратов (машин); Т – календарное время, час; То – регламентируемые остановки одного аппарата (машины), час; b – производительность одного аппарата (машины) в час.
Количество аппарато- и машино-часов Тмч, которое должно быть использовано за год, рассчитывают по формуле
При определении фонда рабочего времени (или количества апарато-дней работы в плановом году) могут предусматриваться, как указано выше, простои оборудования в связи с текущим и капитальным ремонтами, а также технологические остановки.
Допустим, что в цехе установлено пять аппаратов; в плановом году предусматривается остановка цеха на 10 сут (в связи с ремонтом коммуникаций) и время на текущий и капитальный ремонты и технологические остановки одного аппарата 504 ч, или 21 сут (504 / 24). Фонд рабочего времени составит (365 – 21) * 5 = 1720 аппарато-сут. (Ремонт аппаратуры совпадает с ремонтом коммуникаций. Поэтому 10 дн. не включены в расчет).
После определения количества аппарато-дней работы планового периода рассчитывают количество сырья, поступающего в переработку. Расчет можно вести на единицу времени (час, сут).
Если показатель интенсивности определен как количество сырья, подаваемого в аппарат на единицу реакционного объема в единицу времени, то для расчета мощности необходимо учитывать выход продукции из единицы сырья, или расходный коэффициент.
Производственная мощность (М) аппаратов непрерывного действия может быть вычислена по формулам:
М = (Т – То) * а * Л * Инi * Вп,
где Л – полезный объем или площадь аппарата; Инi – нормативное количество сырья на единицу объема или площади i-го аппарата в час; Вп – коэффициент выхода готовой продукции из сырья; рк – расходный коэффициент.
Если показатель производительности определяется в единицах готовой продукции (объем продукции с одного кубометра объема в сутки), мощность аппарата непрерывного действия за плановый период составит:
М = (Т – То) * а * Л * Ип,
где Ип – количество готовой продукции с единицы объема.
Для непрерывных процессов можно воспользоваться следующей формулой:
М = (Т – То) * а * V * C * 106 * Вп,
где V – объемная скорость, м3/ч; С * 106 – концентрация в пересчете на тонну вещества, находящегося в аппарате.
Методика расчета производственной мощности оборудования периодического действия (общая схема расчета)
Мощность аппаратов периодического действия зависит от числа оборотов, или циклов, по данной фазе производства, количества сырья, потребляемого за один оборот или цикл, и выхода готовой продукции из единицы сырья.
Продолжительность цикла, или оборота, включает затраты времени на выполнение всех операций, начиная от включения аппарата и загрузки сырья и кончая выгрузкой готовой продукции. При этом по операциям, протекающим одновременно, в длительность цикла не должны включаться совмещенные затраты времени.
Цикл производства обычно складывается из времени технологического и времени обслуживания, расходуемого на выполнение вспомогательных операций. Для сокращения технологического времени необходимо усовершенствование регламента производства. Сокращение времени обслуживания планируется на основе разработки организационно-технических мероприятий, направленных в частности, на совмещение времени обслуживания с временем технологическим.
Мощность данного вида оборудования периодического действия рассчитывается пол формуле:
где Инj – количество сырья, потребляемого за один j – й цикл; Вп – плановый выход продукции из единицы сырья; Тц – продолжительность одного цикла (оборота), час.
Когда в аппарат загружается сырье нескольких видов, выход определяют по основному сырью и в формулу вводят коэффициент, характеризующий отношение веса этого основного сырья к весу общей загрузки.
Мощность оборудования периодического действия можно также определять, исходя из плановой нормы интенсивности (или производительности), выраженной в единицах готовой продукции.
Производительность оборудования в единицах готовой продукции равна:
Таким образом, мощность может быть выражена формулой
М = (Т – То) * а * Ин * Л.
Показатели мощности аппаратов-агрегатов, выраженные в единицах продукции, выпускаемой цехом, и расположенные в последовательном порядке на диаграмме соответственно прохождению производственного процесса, называют профилем мощности цеха. Составление такого профиля позволяет наглядно выявить «узкие» места, ликвидация которых даст возможность повысить выпуск продукции.
На основе данных профиля рассчитывают мощность цеха. Приведем пример расчета мощности аммиачного цеха в условиях ступенчатого графика работы в течение планового года (табл. 3).
По приведенным данным рассчитываем мощность цеха. Из табл. следует, что из-за ремонтов не все установленные агрегаты будут одновременно работать в течение года, на что указывают графы 9, 10 и 11. Агрегаты будут ремонтироваться по очереди. При установленной продолжительности ремонтов и часовой производительности агрегатов оказывается, что наименьшая производительность будет у агрегатов синтеза – 15 т/час аммиака. Этот агрегат является одним из основных.
На ремонт четырех агрегатов синтеза аммиака будет затрачено 28 дн (7 * 4), и в течение этого срока мощность цеха будет равна 15 т/час. Следующее ограничение возникает из-за ремонта агрегатов очистки; производительность 16 т/час. На ремонт агрегатов очистки будет затрачено 60 дн (10 * 6).Поэтому в последующие 32 дн (60 – 28) производительность всего цеха не может быть выше 16 т/ч, хотя у агрегатов синтеза мощность после ремонта и возрастает до 20 т/час. Далее 36 дн (96 – 60) будут лимитироваться компрессорами, на ремонт которых будет затрачено 96 дн (24 * 4) и минимальная производительность которых равна 16,5 т/час аммиака. После компрессоров наступает очередь ремонта агрегатов разделения воздуха. На этот ремонт будет затрачено 205 дн (41 * 5), поэтому в последующие 109 дн (205 – 96) можно будет производить только 18 т/час аммиака.
В остающиеся 155 дн (360 – 205) мощность цеха лимитируется работой агрегатов очистки, производительность которых в период работы всех агрегатов является наименьшей – 19,2 т/ч.
Следовательно, годовая мощность цеха составит
(15 * 28 + 16 * 32 + 16,6 * 36 + 18 * 109 + 19,2 * 155) * 24 = 155 136 т
Итак, фактическая часовая производительность – 18 т/час при минимальной производительности одного из агрегатов (очистки) 19,2 т/час. Пример показывает необходимость производства и установки такой аппаратуры, для которой сроки межремонтного цикла совпадали бы или, по крайней мере, были близки. Выполнение этого требования позволит значительно увеличить съем продукции и снизить эксплуатационные издержки, возникающие из-за недоиспользования производственной мощности.
Очевидно, что снизятся не только удельные капвложения на единицу продукции, но и увеличится фондоотдача и производительность труда.
Табл. Расчет производственной мощности аммиачного цеха (Пример)
Производственные мощности российской промышленности: потенциал импортозамещения и экономического роста
Одной из ключевых проблем российской экономики остается состояние ее производственно-технологического потенциала, в первую очередь индустриального. Наличие производственных мощностей 1 промышленности, их количественные и качественные параметры, технико-технологический уровень во многом определяют возможности дальнейшего развития страны, способность производства мобильно перестраиваться и адекватно реагировать на меняющиеся условия хозяйствования, инвестиционный и потребительский спрос.
Динамика производственных мощностей российской промышленности 2
После произошедшего в 1990-е годы значительного сокращения производственных мощностей в начале 2000-х практически по всем видам экономической деятельности российской промышленности (см. Приложение 1) наблюдалась позитивная динамика их наращивания (хотя она замедлилась в кризис 2008—2009 гг.). Так, добывающие мощности за 1999—2008 гг. увеличились на 20%, а за 2009—2013 гг. — на 6%. Прирост мощностей в обрабатывающих видах деятельности составил примерно 10 и 9% соответственно.
Несмотря на происходившее в этот период увеличение производственных возможностей, оно было явно недостаточным по сравнению с уровнем конца 1980-х — начала 1990-х годов. По нашим расчетам, мощности обрабатывающих производств составляли в 2013 г. около 95% от уровня 1991 г. По некоторым видам экономической деятельности, например текстильному и швейному производству, производству кожи, изделий из кожи и производству обуви, объем современных мощностей составляет менее 50% от уровня 1991 г. Но наиболее сильное сокращение произошло в фондообразующих отраслях. Например, производственные мощности по выпуску деревообрабатывающих станков уменьшились за этот период в 25 раз, по производству металлорежущих станков — в 12 раз, по выпуску тракторов — в 8 раз и т. д.
Положительный тренд увеличения объема производственного потенциала, сформировавшийся в результате взаимодействия двух процессов — ввода и выбытия мощностей, определялся развитием российской экономики, ключевой характеристикой которой стала ее экспортно-сырьевая ориентация. Вследствие этого за весь 15-летний период (1999—2013 гг.) при благоприятной внешней конъюнктуре основные объемы инвестиционных ресурсов направлялись в топливно-энергетические отрасли; менее активно, но также отчасти за счет внешних доходов, финансировались отрасли, ориентированные на потребительский и промежуточный спрос; наконец, меньше всего капитальные вложения направлялись собственно в инвестиционно-ориентированные отрасли.
В результате, например, в ключевой отрасли машиностроения — производстве машин и оборудования — ввод нового оборудования лишь компенсировал (часто не полностью) объем выбытия. Отечественное производство машин и оборудования угнетал масштабный поток импортных поставок. В отсутствие перспектив успешной конкуренции с импортом на внутреннем рынке и при наличии значительных объемов незагруженных производственных мощностей у предприятий не было стимулов создавать новые. Не способствовали росту инвестиций в машиностроение и невысокая рентабельность машиностроительных предприятий, а также дороговизна и низкая доступность кредитных ресурсов.
В топливно-энергетическом сегменте на фоне роста мировых цен на энергетические ресурсы высокая загрузка производственных мощностей, поддерживаемая хотя и замедляющимся, но растущим внешним спросом, стимулировала инвестиционную активность. Но при во много раз больших по сравнению с инвестиционно-ориентированными отраслями объемах инвестиций в топливно-энергетических отраслях в последних также не наблюдалось масштабного прироста мощностей. Ввод новых мощностей лишь незначительно превышал объем их выбытия. В результате среднегодовой прирост мощностей составлял около 1%. Из-за большой и имеющей тенденцию к увеличению капиталоемкости ввода новых мощностей, связанной с исчерпанием действующих месторождений, ухудшением условий добычи, необходимостью развивать инфраструктуру, основная часть инвестиций направлялась на простое воспроизводство добывающих мощностей.
В 2009—2013 гг. динамика производственных мощностей в значительной степени определялась расширением потребительского спроса. Так, если в целом по обрабатывающим производствам среднегодовые темпы прироста мощностей не превышали 1,5—2,0%, то в отдельных сегментах таких потребительски ориентированных видов экономической деятельности, как производство пищевых продуктов, включая напитки, и табака, текстильное и швейное производство, производство кожи, изделий из кожи и производство обуви, производство резиновых и пластмассовых изделий, производство электрооборудования, электронного и оптического оборудования, они достигали 3,5 — 4,0%. При этом в текстильном, швейном и кожевенном производствах рост мощностных объемов в последние 2 — 3 года происходил после длительного и значительного их сокращения, связанного с ликвидацией избыточного и неконкурентоспособного оборудования (табл. 1).
В промышленных отраслях, выпускающих промежуточную продукцию, — химическом производстве, производстве кокса и нефтепродуктов, производстве стройматериалов, деревообработке — темпы прироста мощностей в последнее пятилетие были ниже — 0,5 — 1,5% в среднегодовом измерении. Исключение составляли мощности металлургических производств, прираставшие в среднем на 2,5% в год, значительный объем выпускаемой продукции которых направляется на внешние рынки (см. табл. 1).
Ввод и выбытие производственных мощностей по видам экономической деятельности в 2009—2013 гг. (в среднем за период, в %)
Вид экономической деятельности
Коэффициент ввода, всего
в том числе коэффициент обновления
Коэффициент выбытия, всею
в том числе коэффициент ликвидации
Продукция потребительского назначения
Текстильное и швейное производство
Производство пищевых продуктов, включая напитки, и табака
Целлюлозно-бумажное производство, издательская и полиграфическая деятельность
Производство автомобилей, прицепов и полуприцепов
Производство кожи, изделий из кожи и производство обуви
Продукция инвестиционного назначения
Производство электрооборудования, электронного и оптического оборудования
Производство судов, летательных и космических аппаратов и прочих транспортных средств
Производство машин и оборудования
Продукция промежуточного назначения
Обработка древесины и производство изделий ил дерева
Производство резиновых и пластмассовых изделий
Производство прочих неметаллических минеральных продуктов
Металлургическое производство и производство готовых металлических изделий
Добыча полезных ископаемых, кроме топливно энергетических
Производство коксов, нефтепродуктов и ядерных материалов
Продукция топливно-энергетического назначения
Добыча топливно-энергетических полезных ископаемых
Источники : Росстат; расчеты авторов.
Особо отметим прирост в среднем на 2% в год объемов мощностей по производству транспортных средств и оборудования. Это произошло благодаря наращиванию производственного потенциала по выпуску продукции как потребительского, так и инвестиционного назначения. Например, в 2013 г. в потребительском сегменте мощности по выпуску легковых автомобилей увеличились на 17,5%; в инвестиционном сегменте в производстве железнодорожного подвижного состава мощности по выпуску магистральных тепловозов приросли на 48%, грузовых вагонов — на 10%.
Ввод мощностей
В фиксируемом статистикой вводе мощностей наряду с показателями ввода в результате строительства новых предприятий, а также расширения, реконструкции, технического перевооружения и модернизации действующего производства (эти процессы характеризует коэффициент обновления), включается и ввод мощностей в результате аренды оборудования, изменения номенклатуры продукции, прочих факторов, характеризующих процессы реорганизации производства. Как свидетельствуют расчеты, при достаточно высоких общих показателях ввода реальное обновление мощностей протекало гораздо менее интенсивно. Удельный вес ввода новых мощностей, различаясь по отраслям, как правило, не превышал 50% общего объема ввода, чаще находясь на уровне 15—25%.
Для оценки потенциала ускорения экономического роста и импортозамещения важен прежде всего ввод новых мощностей, поскольку именно они позволяют наращивать выпуск современной, соответствующей передовым технико-технологическим параметрам и потребительским свойствам продукции, способной заменить импорт. Структура прироста новых мощностей не в полной мере отвечает этим задачам. Можно выделить виды экономической деятельности и производства, где процесс обновления протекал интенсивнее, чем в среднем по промышленности. Это в первую очередь либо экспортоориентированные виды деятельности — добыча топливно-энергетических полезных ископаемых, либо производства, ориентированные на растущий внутренний спрос, — пищевые производства, производство прочих неметаллических минеральных продуктов, химическое производство, деревообработка, машиностроение.
Особо отметим производства, где в последние годы за счет позитивных изменений была обновлена существенная доля мощностей. Так, с 2009 по 2013 г. в производстве грузовых вагонов было введено 25% новых мощностей, мотоциклов — 40, легковых автомобилей — 45, пластмасс — 31, полимерных труб и шлангов — 29, холодильников и морозильников — 29, мяса и субпродуктов — 35, видеомониторов и видеопроекторов — 100% и т. д. Таким образом, в отечественной промышленности формируются сегменты с высокой долей современных мощностей.
В то же время по достаточно широкому кругу ввода новых мощностей в последние годы практически не было. Среди них такие высокотехнологичные, во многом определяющие уровень экономического развития страны и ее место в мире, как производство гражданских самолетов, вертолетов, троллейбусов, электродвигателей, антибиотиков и проч.
При различной динамике по видам деятельности в целом процесс обновления производственных мощностей осуществлялся недостаточно интенсивно и носил сегментарный характер. Происходившее обновление не позволяло провести комплексную модернизацию производства, заметно повысить технико-технологический уровень широкого круга мощностей. Оно преимущественно носило «точечный» характер, что не решает проблемы модернизации всей отечественной промышленности и не дает возможности кардинально заменить производственный аппарат, в том числе отраслей, производящих продукцию с высокой долей добавленной стоимости. Ввода новых производственных мощностей недостаточно для организации массового производства продукции, соответствующей по качеству зарубежным аналогам и способной с ними конкурировать. При сохранении сложившихся темпов в целом полное обновление промышленных мощностей может произойти лишь через 30-50 лет.
Что касается других компонентов ввода мощностей в результате изменения номенклатуры продукции, аренды оборудования, прочих факторов, — то они, как правило, связаны с адаптацией производства к изменяющимся условиям хозяйствования и спроса. Пик этих изменений пришелся на 1998 — 1999 гг., и в основном они были присущи обрабатывающим многономенклатурным производствам, в которых чаще происходят сдвиги в структуре выпуска, определяющие изменение профиля мощностей. В 2009—2013 гг. высокие показатели ввода мощностей в результате рассматриваемых факторов были характерны для текстильного и швейного производства, производства кожи, изделий из кожи и производства обуви, производства машин и оборудования, производства электрооборудования, электронного и оптического оборудования, производства транспортных средств и оборудования.
Выбытие мощностей
Процесс выбытия мощностей наряду с ликвидацией из-за ветхости и исчерпания запасов включает выбытие в результате сдачи оборудования в аренду, изменения номенклатуры продукции, прочих факторов. При довольно высоком общем уровне выбытия физическое списание средств труда, характеризуемое коэффициентом ликвидации, сохраняется на незначительном уровне. В добывающих производствах ежегодно ликвидировалось менее 2% мощностей, в обрабатывающих — менее 1%. Ликвидация мощностей несколько ускорилась в 2009—2010 гг. В результате кризисного спада производства, приведшего к резкому снижению уровня использования мощностей, активизировался процесс вывода предприятиями излишнего неконкурентоспособного оборудования. Однако в последующем масштабы выбытия вернулись к докризисному уровню. Наиболее массовая ликвидация изношенных мощностей происходила в текстильном и швейном производстве, целлюлозно-бумажном производстве, производстве электрооборудования, электронного и оптического оборудования, производстве транспортных средств. В этих видах деятельности накопленная потребность в замене мощностей в определенной степени была реализована.
В структуре общего выбытия мощностей большой удельный вес составляют параметры выбытия, не связанные с физической ликвидацией мощностей: от 70 до 95% его общего объема. Это происходит вследствие сдачи их в аренду, изменения номенклатуры продукции, реорганизационных мероприятий и отражает поиск предприятиями эффективных решений для обеспечения сбыта своей продукции при изменяющихся экономической ситуации и спросе. Часто они связаны с процессами реорганизации предприятий и сменой собственников. Наибольшие значения рассматриваемых коэффициентов выбытия были характерны для производства машин и оборудования, электрооборудования, электронного и оптического оборудования, транспортных средств, текстильного и швейного производства.
В целом масштабы ликвидации и коэффициенты выбытия мощностей по ветхости и износу оставались очень низкими. Это негативно отражалось на среднем возрасте оборудования, на продолжительности сроков его службы, приводило к накоплению устаревших и изношенных мощностей.
Качественные характеристики промышленных мощностей
Обобщенный анализ воспроизводственных характеристик мощностей российской промышленности свидетельствует о том, что обновление производственных мощностей происходило недостаточно активно, а его параметры усиливали топливно-энергетическую ориентацию российской экономики. Сегодня современная, развитая, конкурентоспособная промышленность — не только фактор успешного и динамичного экономического роста, но и важнейшее условие обеспечения стратегической безопасности страны. Однако сложная наукоемкая промышленность занимает недопустимо низкую долю в объеме производственных мощностей. Структура мощностей по уровню их технологичности за последнее десятилетие практически не изменилась (см. Приложение 2).
Очень низок удельный вес высокотехнологичных производств. Доля высокотехнологичных мощностей в общем объеме производственных мощностей промышленности составляет порядка 9%, а средне-технологичных высокого уровня — чуть более 14% (рис. 1).
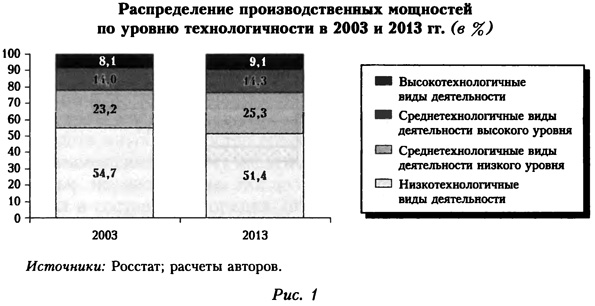
Принадлежность мощностей к вышеперечисленным уровням технологического развития не означает автоматически их высокое качество и конкурентоспособность. Одной из важных характеристик производственных мощностей может быть «индекс качества», оцениваемый как удельный вес новых мощностей в возрасте до 5 лет включительно в их общем объеме, поскольку именно они выступают носителями прогрессивных технологий и способов производства. Расчеты показывают, что сегодня «индекс качества» мощностей в целом по промышленности составляет порядка 15%.
В экспортно-сырьевой модели российской экономики больше, чем в целом по промышленности, новыми мощностями вооружена добыча топливно-энергетических полезных ископаемых, где «индекс качества» равен 17,8% (рис. 2).
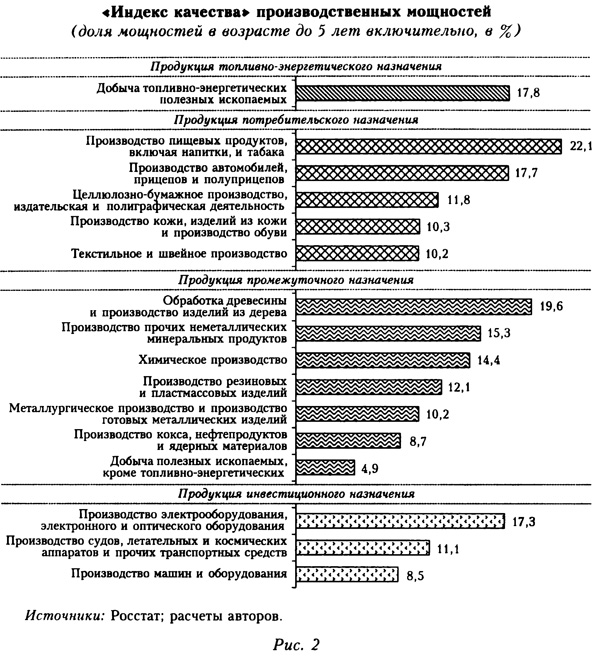
Большинство обрабатывающих производств характеризуется низким индексом качества мощностей — 8 — 13%. Хотя имеются исключения. На общем фоне выделяется пищевая отрасль, где доля новых мощностей составляет около 22% производственного потенциала. Емкий, со значительными перспективами развития внутренний рынок, короткие сроки окупаемости и относительно небольшая стоимость инвестиционных проектов сделали эту отрасль привлекательной как для отечественных, так и для иностранных инвесторов, что позволило провести ее масштабную модернизацию и обновление. Аналогичные процессы происходили и на предприятиях, производящих легковые автомобили. Если в целом по производству автомобилей, прицепов и полуприцепов «индекс качества» мощностей составлял в 2013 г. 17,7%, то по производству легковых автомобилей в результате успешной реализации стратегии по привлечению в отрасль иностранных инвесторов — 37,5%.
Выделим отрасли, выпускающие продукцию инвестиционного назначения, в которых доля новых мощностей превышает средний уровень по обрабатывающей промышленности в целом. Это производство электро-оборудования, электронного и оптического оборудования (17,3%), ряд инвестиционно-ориентированных подотраслей в производстве транспортных средств и оборудования: например, «индекс качества» мощностей по выпуску железнодорожного подвижного состава составил в 2013 г. по магистральным электровозам — 47,7%, по магистральным тепловозам — 32,4, по грузовым магистральным вагонам — 20%.
«Индекс качества» выше, чем в среднем по обрабатывающим производствам, в таких отраслях, как обработка древесины, огнезащита древесины и производство изделий из дерева, производство прочих неметаллических продуктов. Однако даже по этим видам экономической деятельности доля новых мощностей не превышает 1 /5 общего объема мощностей. Отстает по технологической модернизации отрасль, которая должна определять и обеспечивать средствами производства не только промышленность, но и все остальные виды деятельности национального хозяйства: в производстве машин и оборудования «индекс качества» только 8,5%. Хуже ситуация лишь на предприятиях по добыче полезных ископаемых, кроме топливно-энергетических, где он составляет 4,9%. Таким образом, оснащение новыми мощностями предприятий, изготавливающих машины и оборудование инвестиционного назначения для других отраслей, почти не отличается от таких «высокотехнологичных и передовых» производств, как добыча песка, гравия, торфа.
Подчеркнем, что выделять лидеров модернизации нередко можно только по отношению к другим видам деятельности отечественной экономики. Даже модернизированные производства по уровню технологического развития во многом отстают от зарубежных аналогов.
Именно новые, современные производства могут быть лидерами, обеспечивающими импортозамещение. Но отсутствие в предшествующие годы массового ввода современных, высокотехнологичных производственных мощностей объективно ограничивает возможности импортозамещения. К тому же эти мощности загружены практически полностью, но, несмотря на это, доля производимой на них продукции невысока и составляет порядка 20% общего объема промышленного выпуска. Чуть выше — 30 — 35% — доля продукции, производимой на новых мощностях, в таких видах экономической деятельности, как производство пищевых продуктов, производство электрооборудования, электронного и оптического оборудования, производство транспортных средств и оборудования.
Анализ воспроизводственных характеристик мощностей показывает, что в их качественном состоянии происходили позитивные сдвиги. По ряду видов экономической деятельности увеличивался «индекс качества» мощностей, уменьшалась доля оборудования, функционирующего за пределами нормативных сроков службы, снижались износ основных фондов и доля полностью изношенных фондов. Но эти изменения в структуре мощностей были недостаточными. При наличии положительных тенденций они не носили устойчивого характера, а главное, их темпы не обеспечили значительных прогрессивных преобразований всего наличного массива промышленных мощностей. Другими словами, несмотря на некоторое улучшение качественных параметров, скорость перевооружения отечественной промышленности на современной технико-технологической основе была низкой. Таким образом, происходящая модернизация не привела к существенному улучшению качественных характеристик производственного аппарата российской промышленности.
Уровень загрузки мощностей
Низкий уровень загрузки производственных мощностей был одним из факторов высоких темпов роста российской экономики после кризиса 1998 г. В настоящее время условия менее благоприятны. В первую очередь это относится к имеющимся мощностным резервам. Если в 1998 г. во всей промышленности было загружено чуть более 1/3 мощностей — 36,5%, то в 2014 г. уровень использования мощностей значительно выше — 66,1% (рис. 3).
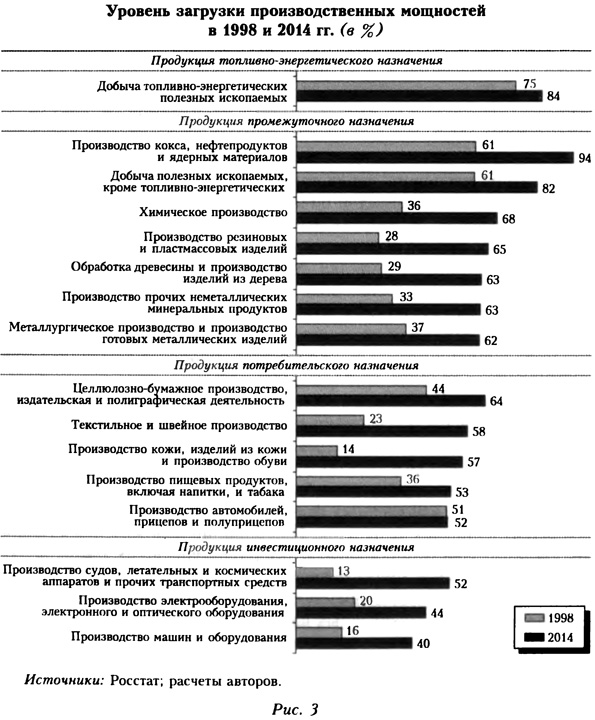
За средним показателем загрузки скрывается значительная дифференциация мощностей по уровню их использования, которая отражает существенные различия в конкурентоспособности выпускаемой продукции. Во-первых, это часть производственного аппарата, которая на протяжении последних лет характеризуется предельно высоким уровнем использования — 80% и более. Сюда относятся добывающие производства (нефть и газ), производство кокса и нефтепродуктов, отдельные производства промышленности строительных материалов, химической, металлургической, машиностроительной, деревообрабатывающей отраслей. Увеличить выпуск продукции в данных отраслях весьма проблематично, поскольку использование их производственных возможностей близко к максимальному (рис. 4).
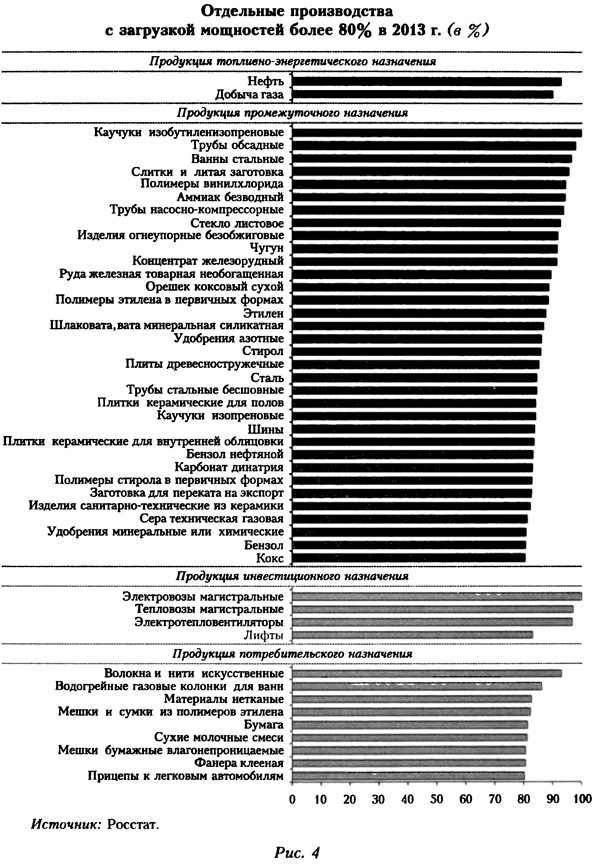
Во-вторых, в большинстве отраслей загрузка мощностей составляет от 50 до 80%. Хотя в этих видах деятельности сохраняется резерв мощностей, но более активное их использование ограничено или отсутствием соответствующего спроса на их продукцию, или конкуренцией со стороны более качественных и/или дешевых импортных аналогов.
Это ряд металлургических производств (загрузка мощностей по выпуску проката составила в 2013 г. 76, стальных труб — 70%), химических производств (серная кислота — 79%, каучуки — 77, удобрения фосфорные и калийные — 76—77, пластмассы — 72%), деревообрабатывающих и целлюлозно-бумажных производств (целлюлоза — 78%, плиты древесноволокнистые — 78, картон — 77, дверные блоки — 68%), производств стройматериалов (кирпич — 76, галька, гравий — 63%), пищевых производств (мясо — 62%, макаронные изделия — 60, сыры — 59%), машиностроительных производств (автокраны — 73%, легковые автомобили — 68, литейные машины и сталеплавильное оборудование — 67, тепловозы — 67%) и проч.
И, наконец, в-третьих, хронически низкозагруженные мощности, коэффициент использования которых длительное время находится на уровне ниже 20—30% (рис. 5).
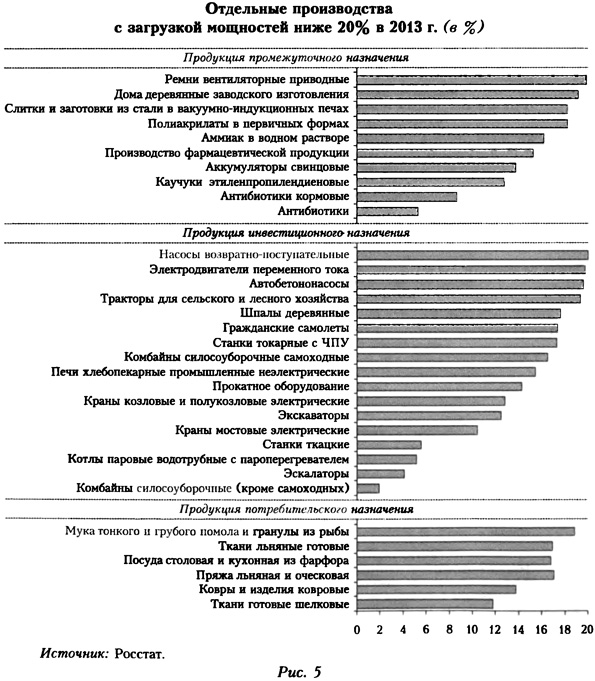
Потенциал дозагрузки промышленных мощностей
Выявление резервов роста на имеющихся мощностях связано с определением оптимального уровня их использования. Из-за необходимости содержать различного рода мощностные резервы (технологические, аварийно-ремонтные, мобилизационные) 3 , невозможности равномерно загружать оборудование при многономенклатурном производстве, сезонных и конъюнктурных колебаниях выпуска загрузка мощностей практически никогда не составляет 100%. В качестве оптимального значения обычно используют подход «уровень загрузки мощностей, не ускоряющий инфляцию» 4 .
В работах зарубежных экономистов указанный уровень в странах Западной Европы и США оценивают в диапазоне 75-82%. По расчетам Центра инвестиционной политики и инноваций ИМЭИ, в России он существенно ниже и по всей промышленности составляет примерно 67%, что, по сути, близко к коэффициентам загрузки в 2013-2014 гг. Это различие в первую очередь обусловлено низким качеством производственного потенциала российской промышленности, в результате дозагрузка имеющихся мощностей часто сопряжена с дополнительными инвестициями в их модернизацию и техническое совершенствование. При формальном наличии определенных резервов их практическое использование для наращивания производства, в том числе импортозамещающей продукции, может быть ограничено. Тем не менее такие резервы есть, причем по некоторым видам экономической деятельности весьма значительные. Для выявления потенциала роста отраслей отечественной промышленности были оценены возможности дозагрузки наличных производственных мощностей путем сопоставления текущего коэффициента их использования с максимальным уровнем, достигнутым в 2006-2014 гг. 5 Расчеты показывают, что сегодня резервы увеличения выпуска на имеющихся мощностях составляют от 5 до 20 п. п. Наиболее перспективны с этой точки зрения пищевые производства, легкая промышленность, ряд машиностроительных отраслей, электронная промышленность (табл. 2).
Возможный потенциал дозагрузки производственных мощностей
Вид экономической деятельности
Возможность дозагрузки мощностей, п. п.
Справочно: уровень загрузки мощностей в 2014 г, %
Продукция инвестиционного назначения
Производство машин и оборудования
Производство электрооборудования, электронного и оптического оборудования
Производство судов, летательных и космических аппаратов и прочих транспортных средств
Производство кожи, изделий из кожи и производство обуви
Производство автомобилей, прицепов и полуприцепов
Производство пищевых продуктов, включая напитки, и табака
Текстильное и швейное производство
Обработка древесины и производство изделий из дерева
Продукция промежуточного назначения
Целлюлозно-бумажное производство, издательская и полиграфическая деятельность
Металлургическое производство и производство готовых металлических изделий
Производство прочих неметаллических минеральных продуктов
Производство резиновых и пластмассовых изделий
Добыча полезных ископаемых, кроме топливно-энергетических
Производство кокса, нефтепродуктов и ядерных материалов
Продукция топливно-энергетического назначения
Добыча топливно-энергетических полезных ископаемых
Источники : Росстат; расчеты авторов.
Можно выделить две группы отраслей отечественной промышленности, различающихся возможностями наращивать выпуск. В первой группе, к которой преимущественно относятся добывающие отрасли и отрасли первичной переработки, резервы дозагрузки невелики и составляют порядка 4-8 п. п. Поэтому существенное увеличение выпуска на мощностях этой группы производств требует соответствующих капитальных вложений. Но поскольку значительная часть выпускаемой ими продукции направляется на зарубежные рынки, то внешние ограничения и высокая конкуренция создают экономические ограничения по выпуску, и наращивать данные мощности нет необходимости.
Во второй группе отраслей резервы значительно выше — порядка 20 п. п. К ней относятся машиностроительные отрасли, металлургическое производство, производство прочих неметаллических минеральных продуктов, целлюлозно-бумажное производство, производство пищевых продуктов. При оценке возможностей наращивать выпуск на существующих мощностях данной группы следует учитывать, что высокие коэффициенты загрузки, как правило, достигались на коротких временных интервалах (1-3 месяца). С одной стороны, это свидетельствует о возможности использовать часть не загруженного сегодня производственного потенциала. Однако, с другой стороны, из-за небольших масштабов обновления в последние годы для обеспечения длительного и стабильного функционирования в подобном режиме потребуется модернизация производственного аппарата, то есть соответствующие инвестиции.
Отметим, что даже при наличии резервных мощностей их длительное и бесперебойное функционирование для выпуска конкурентоспособной продукции может быть обеспечено только при расшивке, в первую очередь с помощью инвестиций, «узких мест» в экономике. Из-за разрыва технологических цепочек, отсутствия квалифицированных кадров, несбалансированности различных элементов производственных мощностей небольшой рост коэффициента загрузки — среднего показателя, за которым скрывается значительная дифференциация по отдельным компаниям, — может сопровождаться существенным увеличением «узких мест», в результате предприятия не смогут наращивать выпуск на существующих мощностях.
Обратим внимание еще на одно обстоятельство. В ряде видов экономической деятельности наличие резервов связано с отдельными группами мощностей. Например, если формально мощности российских стекольных заводов превышают потребности внутреннего рынка, то на практике избыток касается только мощностей, производящих стекло с относительно низкими характеристиками. Поэтому в короткие сроки заметно нарастить выпуск качественной продукции, даже при формальном наличии резервов мощностей, затруднительно. Таким образом, во многих отраслях при невысоком общем коэффициенте использования мощностей потенциал расширения производства без инвестиций весьма ограничен.
Производственные мощности: перспективы импортозамещения и ускорения экономического роста
Наличие значительных объемов незагруженных производственных мощностей стало одним из ключевых факторов, обеспечивших впечатляющие темпы роста российской экономики после кризиса 1998 г. Девальвация национальной валюты 6 привела к резкому удорожанию импорта, освободила многие сегменты внутреннего рынка и сформировала условия для более полного использования существующей производственной базы. Имевшиеся значительные резервы мощностей и свободной рабочей силы в промышленности при расширении внутреннего спроса позволили быстро увеличить объем выпуска на имеющихся мощностях. В дальнейшем этому способствовал динамичный рост доходов предприятий и населения вслед за растущими ценами на мировых рынках нефти. В результате промышленное производство в 1999—2007 гг. росло со среднегодовым темпом 7,3% (табл. 3).
Динамика загрузки производственных мощностей промышленности
увеличение (+), снижение (-), среднегодовое за период, п. п.
рост (+), спад (-), среднегодовой за период, %
Источники : Росстат; расчеты авторов.
В настоящее время такое уникальное сочетание благоприятных условий невозможно. В первую очередь это относится к наличию не-задействованного производственного аппарата. Если посткризисный рост экономики в 1999-2008 гг. сопровождался резким увеличением загрузки мощностей, которая в совокупности за весь период выросла на 31,9 п. п. — соответственно с 36,5 до 68,4%, то за четыре года после кризиса 2008-2009 гг. она увеличилась лишь на 5,1 п. п. — с 61,0 до 66,1%, то есть до значения, близкого к оптимальному уровню загрузки мощностей в российской промышленности. Сегодня отсутствие существенного резерва свободных мощностей не позволяет заметно нарастить выпуск продукции даже в условиях значительного номинального ослабления рубля, как после кризиса 1998 г. (см. табл. 3).
Отметим следующее обстоятельство. После провальных 1990-х годов, когда благосостояние подавляющей части домашних хозяйств значительно снизилось, требования к качеству и потребительским характеристикам товаров и услуг были относительно невысокими. Поэтому наличие незагруженных мощностей, несмотря на то что технико-экономические и потребительские характеристики продукции, выпускаемой на них, не соответствовали параметрам мировых аналогов, могло в значительной степени удовлетворить растущий внутренний спрос — потребительский, промежуточный и инвестиционный.
В настоящее время внутренний рынок насыщен современной качественной продукцией, в том числе за счет масштабных поставок из-за рубежа. Если бы продукция отечественных производителей, в первую очередь промышленных предприятий, имела конкурентные преимущества перед импортом, то она выиграла бы у него и до введения рядом западных стран антироссийских санкций.
В условиях санкций вновь стал актуальным вопрос о перспективах политики импортозамещения. Как представляется, они не радужные. Прежде всего может ухудшиться эксплуатация имеющихся мощностей, обновление и модернизация которых происходили в значительной степени на основе импортных технологий и оборудования 7 . Ограничение доступа к иностранным технологиям, комплектующим и оборудованию при отсутствии соответствующих отечественных разработок может негативно сказаться на уровне выпуска и качестве ряда отечественных продуктов:
- по некоторым видам экономической деятельности произойдет замедление, а по отдельным возможна и полная остановка процесса модернизации и обновления производственных мощностей из-за отсутствия доступа к импортному оборудованию и технологиям, пока не удастся либо наладить собственное производство, либо найти альтернативных иностранных поставщиков;
- уже в среднесрочной перспективе на функционирование производственных мощностей может повлиять удорожание импортных деталей, комплектующих и запасных частей из-за ослабления рубля. Несвоевременное техническое обслуживание и ремонт оборудования приведут к его ускоренному износу;
- по позициям, где уже сегодня импортное оборудование можно заменить на отечественные аналоги, возможны ухудшение качества выпускаемой продукции и увеличение ее себестоимости из-за более высоких издержек и низких потребительских свойств российской продукции.
Машиностроение — одна из наиболее импортозависимых отраслей. За 2000-2013 гг. импорт по статье «Машины, оборудование и транспортные средства» увеличился почти в 15 раз (с 10,6 млрд до 152,6 млрд долл.), доля машиностроительного импорта в общем объеме импорта возросла с 31,4 до 48,5%. В результате санкций отечественное машиностроение может столкнуться со снижением привлекательности отрасли и оттоком инвестиций, утратой доступа к новейшим технологиям и потерей рынков сбыта.
В российской экономике нередко отсутствуют отечественные аналоги не только машин и оборудования, поступающих по импорту, но и сырья и материалов. Экономическое развитие, в основном опирающееся на внешний спрос и внешние доходы, привело к деградации инвестиционно-ориентированных производств и примитивизации производств, выпускающих промежуточную продукцию. В результате часть необходимого сырья, расходных материалов и комплектующих сегодня в стране не производится. Из-за отсутствия отечественного производства многих видов редкоземельных металлов, катализаторов, ферментов, кормовых добавок и т. д. не удается увеличить загрузку производственных мощностей в ряде металлургических, химических, пищевых и других производств.
Проведенный в январе 2015 г. опрос в промышленности выявил, что самой массовой проблемой импортозамещения предприятия считают «отсутствие отечественных аналогов оборудования и сырья любого качества». С невозможностью заместить поступающую по импорту продукцию могут столкнуться 62% предприятий. Если данную продукцию выпускают внутри страны, то она серьезно уступает зарубежной по соотношению «цена — качество». В большинстве отраслей соответствующие претензии высказывали 30-40% представителей опрошенных промышленных предприятий (Цухло, 2015).
Среди основных препятствий для расширения выпуска промышленной продукции, в том числе в контексте импортозамещения, характерных для большинства видов экономической деятельности и межотраслевых комплексов, в первую очередь следует отметить ограничения по производственному потенциалу. Как отмечалось выше, в результате определенного обновления произошли позитивные сдвиги в наличии, структуре и качестве производственных мощностей, но доля мощностей, соответствующих современному уровню, недопустимо низка. При этом наблюдается значительная неравномерность технико-технологического уровня производства в разных видах экономической деятельности.
Действующие производственные мощности российской промышленности, их качество и технический уровень сформировались и определяются сложившейся экспортоориентированной моделью воспроизводства национального хозяйства. В большей степени отвечают современному уровню мощности топливно-энергетического сектора и ряда потребительски ориентированных видов экономической деятельности. Нефть и газ — основа конкурентоспособности российской экономики на внешних рынках. Достаточно удовлетворительные характеристики мощностей, работающих на потребительский спрос, объясняются их интенсивным обновлением из-за острой конкуренции на внутреннем рынке с зарубежными аналогами, в большом количестве поступающими по импорту. Наконец, хуже всего обстоят дела с производственным потенциалом машиностроения — отрасли, которая должна определять и обеспечивать средствами производства национальное хозяйство страны. Это стало следствием многолетнего невнимания к состоянию дел в производстве машин и оборудования инвестиционного назначения.
В короткий срок и по всему спектру промышленных отраслей создать современные высокотехнологичные производства и повысить их удельный вес в экономике невозможно. Необходимо сконцентрировать усилия на стимулировании развития отраслей, имеющих резервы для выхода на мировой уровень конкурентоспособности, а также производств, выступающих сегодня «узкими местами», отсутствие или недостаточные объемы продукции которых сдерживают выпуск в смежных отраслях. Это реально не при уповании на верховенство права и перемены в судебной практике или защите прав частной собственности, а только при разработке и осуществлении осмысленной и активной промышленной политики, требующей значительных капитальных вложений.
Классификация промышленных видов экономической деятельности по основному назначению выпускаемой продукции
Продукция топливно-энергетического назначения:
CA — добыча топливно-энергетических полезных ископаемых.
Продукция потребительского назначения:
DA — производство пищевых продуктов, включая напитки, и табака;
DB — текстильное и швейное производство;
DC — производство кожи, изделий из кожи и производство обуви;
DE — целлюлозно-бумажное производство, издательская и полиграфическая деятельность;
DM — производство транспортных средств и оборудования в части: Класс 34. Производство автомобилей, прицепов и полуприцепов.
Продукция промежуточного назначения:
СВ — добыча полезных ископаемых, кроме топливно-энергетических;
DD — обработка древесины и производство изделий из дерева;
DF — производство кокса, нефтепродуктов и ядерных материалов;
DG — химическое производство;
DH — производство резиновых и пластмассовых изделий;
DI — производство прочих неметаллических минеральных продуктов;
DJ — металлургическое производство и производство готовых металлических изделий.
Продукция инвестиционного назначения:
DK — производство машин и оборудования;
DL — производство электрооборудования, электронного и оптического оборудования;
DM — производство транспортных средств и оборудования в части: Класс 35. Производство судов, летательных и космических аппаратов и прочих транспортных средств.
При расчетах использовано применяемое Росстатом деление производств на четыре группы по уровню технологичности 8 .
К высокотехнологичным видам экономической деятельности относятся: производство фармацевтической продукции; производство офисного оборудования и вычислительной техники; производство электронных компонентов, аппаратуры для радио, телевидения и связи; производство изделий медицинской техники, средств измерений, контроля, управления и испытаний, оптических приборов, фото- и кинооборудования, часов; производство летательных аппаратов, включая космические.
К среднетехнологичным производствам высокого уровня относятся: химическое производство, за вычетом производства фармацевтической продукции; производство машин и оборудования (без производства оружия и боеприпасов); производство электрических машин и электрооборудования; производство автомобилей, прицепов, полуприцепов; производство судов, летательных и космических аппаратов и прочих транспортных средств, за вычетом строительства и ремонта судов и производства летательных аппаратов, включая космические.
К среднетехнологичным производствам низкого уровня относятся: производство кокса и нефтепродуктов; производство резиновых и пластмассовых изделий; производство прочих неметаллических минеральных продуктов; металлургическое производство; производство готовых металлических изделий; строительство и ремонт судов.
К низкотехнологичным видам деятельности относятся: производство пищевых продуктов, включая напитки; производство табачных изделий; текстильное производство; производство одежды; выделка и крашение меха; производство кожи, изделий из кожи и производство обуви; обработка древесины и производство изделий из дерева и пробки, кроме мебели; производство целлюлозы, древесной массы, бумаги, картона и изделий из них; издательская и полиграфическая деятельность; тиражирование записанных носителей информации; производство мебели и прочей продукции, не включенной в другие группировки; обработка вторичного сырья. При расчетах к последней группе были отнесены добывающие производства и производство и распределение электроэнергии, газа и воды (для полного охвата промышленных видов деятельности).
1 Производственная мощность определяется как максимально возможный объем выпуска продукции в единицу времени или объем добычи и переработки сырья в номенклатуре и ассортименте, который определяется с учетом полного использования установленного режима работы производственного оборудования и производственных площадей (Российский статистический ежегодник. 2004. М : Росстат, 2004. С. 413).
2 При анализе развития производственного аппарата отечественной промышленности использована методика комплексной оценки производственных мощностей, позволяющая на базе исходной статистической отчетности Росстата (Баланс производственных мощностей в натуральных единицах измерения) получать обобщенные показатели их объема, динамики и уровня использования, а также качественные характеристики как по основным видам и подвидам промышленной деятельности, так и по промышленному производству в целом. Методика разработана в Центре инвестиционной политики и инноваций ИМЭИ (Водянов, 1995; Маршова, 2011).
3 В ряде видов экономической деятельности такие резервы играют важную роль в обеспечении надежной и бесперебойной работы и могут быть весьма значительными. Например, в электроэнергетике в соответствии с Методическими рекомендациями по проектированию развития энергосистем, утвержденными приказом Минэнерго России от 30.06.2003 г. 281 (СО 153-34.20.118-2003), расчетный резерв мощности составляет от 12 до 22%.
4 «Уровень загрузки мощностей, не ускоряющий инфляцию» — NAICU (Non-Accelerating-Inflation Capacity Utilization) измеряет ограничения для выпуска со стороны основного капитала аналогично тому, как «уровень занятости, не ускоряющий инфляцию» — NAILU (Non-Accelerating-Inflation Labour Utilization), ограничения со стороны трудовых ресурсов. Предполагается, что превышение этих уровней приводит к усилению инфляционных тенденций из-за нехватки и удорожания ресурсов. В случае с производственными мощностями их повышенная эксплуатация ведет к ускорению износа, повышению затрат на ремонт и т. п., что в конечном счете увеличивает издержки и оказывает давление на цены.
5 Для оценки возможных объемов дозагрузки интегральные коэффициенты использования производственных мощностей по видам экономической деятельности в годовом измерении (рассчитанные по форме федерального статистического наблюдения 1 — натура — БМ) дезагрегированы по месяцам, поскольку среднегодовые параметры могут скрывать значительные колебания коэффициентов загрузки в течение года, связанные с конъюнктурными изменениями спроса, сезонностью производства и прочими факторами. Диапазон таких колебаний составляет до 20 25 п. п. В качестве максимально возможного уровня использования мощностей принято максимальное месячное значение на указанном временном интервале, поскольку очевидно, что в производство вовлекаются достаточно работоспособные и выпускающие конкурентную продукцию мощности.
6 За год рубль номинально обесценился почти в четыре раза. Если в июле 1998 г. обменный курс, устанавливаемый Банком России, равнялся 6,24 руб. за 1 долл. США, то в июле 1999 г. 24,19 руб. за 1 долл.
7 За пять лет (2009 2013 гг.) в промышленности доля импортного оборудования в общем объеме инвестиций в оборудование колебалась от 7.5% в производстве и распределении электроэнергии, газа и воды до 11% в добывающих производствах и 30% в обрабатывающих. При этом по ряду обрабатывающих видов экономической деятельности этот показатель был существенно выше: в производстве резиновых и пластмассовых изделий 50%, в текстильном и швейном производстве 49, в обработке древесины и производстве изделий из дерева — 47, в производстве транспортных средств и оборудования 37%.
8 См. сайт Росстата. http://www.gks.ru/wps/wcm/connect/rosstat_main rosstat ги/ statistics/economydevelopment.
Водянов А. (1995). Инвестиционные процессы в экономике переходного периода. М.: ИМЭИ. С. 164 — 173. [Vodyanov А. (1995). Investment processes in a transitional economy. Moscow: IMEI, pp. 164 — 173. (In Russian).]
Маршова Т. (2011). Оценка структуры российского промышленного потенциала и его соответствия задачам модернизации российской экономики // Вопросы статистики. № 7. С. 30 — 43. [Marshova Т. (2011). Estimations of the structure of the industrial capacity of Russia and its consistence with the tasks of modernization of the economy. Voprosy Statistiki, No. 7, pp. 30 — 43. (In Russian).]
Цухло С. (2015). Как победить засилье импорта // Эксперт. 2015. JSfe 1. С. 40—42. [Tsukhlo S. (2015). How to overcome the dominance of imports. Expert, No. 1, pp. 40—42. (In Russian).]
Источник https://serviceproekt.ru/business/optimalnyi-koefficient-zagruzki-proizvodstvennyh-moshchnostei/
Источник https://institutiones.com/industry/2596-proizvodstvennye-moschnosti-rossiiskoi-promyshlennosti.html
Источник

